PW爐頂系統并罐中心喉管快速更換方法研究
2015-05-30 10:48:04蘆濤
企業技術開發·下旬刊 2015年4期
關鍵詞:創新
蘆濤
摘 要:文章針對PW爐頂系統(并罐)中心喉管更換方法進行分析,結合PW爐頂系統結構,并根據沙鋼集團5 800 m3和2 500 m3高爐中心喉管更換實踐,對PW爐頂系統中心喉管更換方法進行創新和總結。
關鍵詞:PW爐頂系統;中心喉管;更換方法;創新
中圖分類號:TF321.3 文獻標識碼:A 文章編號:1006-8937(2015)12-0020-04
1 PW爐頂系統簡介
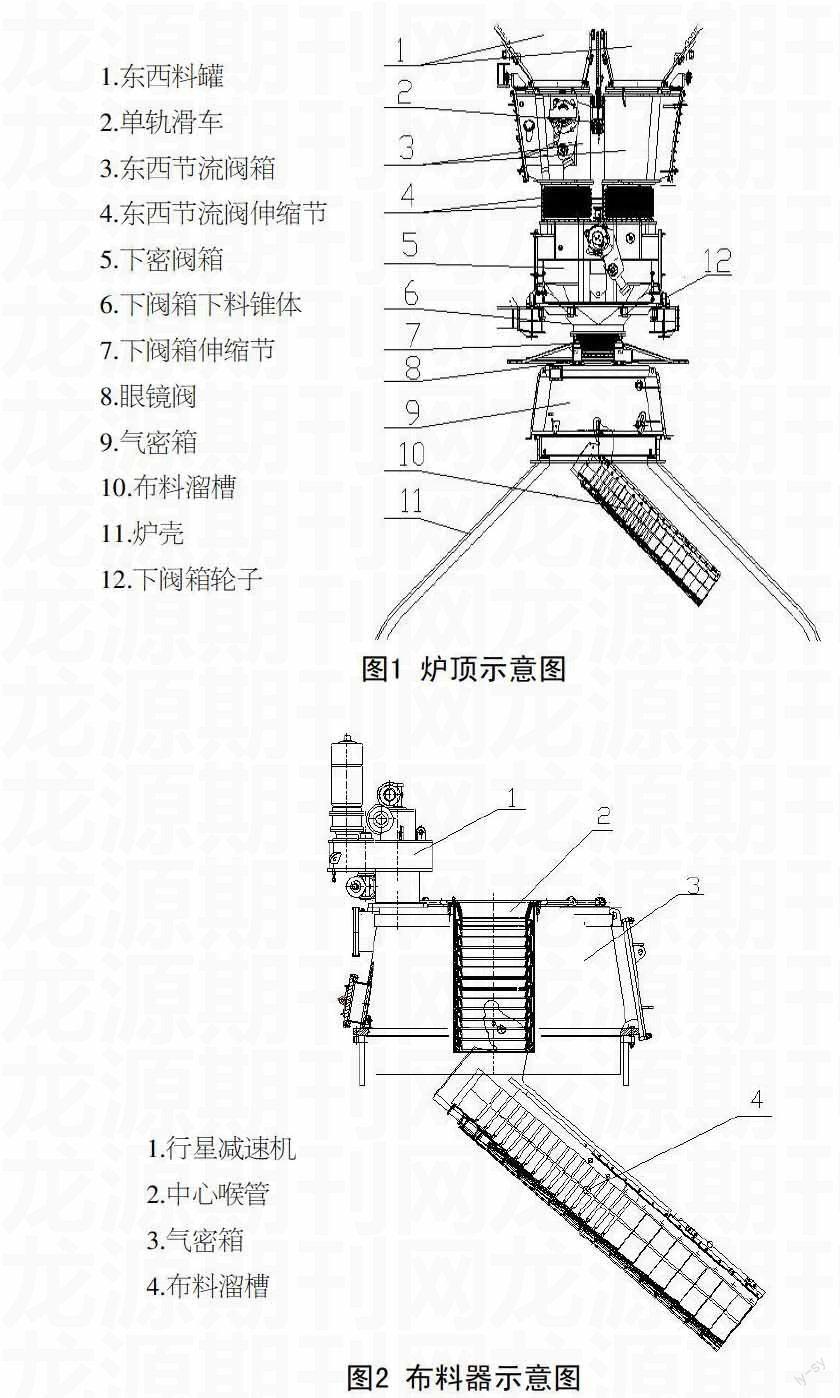
PW爐頂系統是指由國際知名高爐設備工程設計公司盧森堡PW公司設計的一套高爐爐頂系統。高爐爐頂系統包括煤氣均壓系統、裝料系統和布料器,其中布料器指的是煉鐵原料均勻灑布到高爐爐內的系列設備,布料器的好壞直接影響高爐爐內礦石和焦炭的分布,對高爐穩產高產和保證高爐的正常運行起關鍵作業。布料器一般由氣密箱、布料溜槽、行星減速機和中心喉管組成。布料器工作原理是行星減速機將運動通過氣密齒輪箱傳遞到布料溜槽,使布料溜槽實現0 ?觷~360 ?觷的旋轉運動和0 ?觷~90 ?觷的傾動運動,從而實現高爐定點、環形、扇形和螺旋布料。爐頂,如圖1所示,布料器,如圖2所示。
中心喉管分布在氣密箱的中心,主要作用是阻止煉鐵原料直接與氣密箱內殼接觸,防止氣密箱磨穿,導致漏氣和內部齒輪結構損壞,使氣密箱無法實現煉鐵原料的均勻灑布,高爐無法實現穩定和順產。中心喉管是煉鐵原料從料罐到爐內的唯一通道,長期受到煉鐵原料的沖擊磨損和爐頂高溫的侵蝕,耐磨是中心喉管的主要特性。
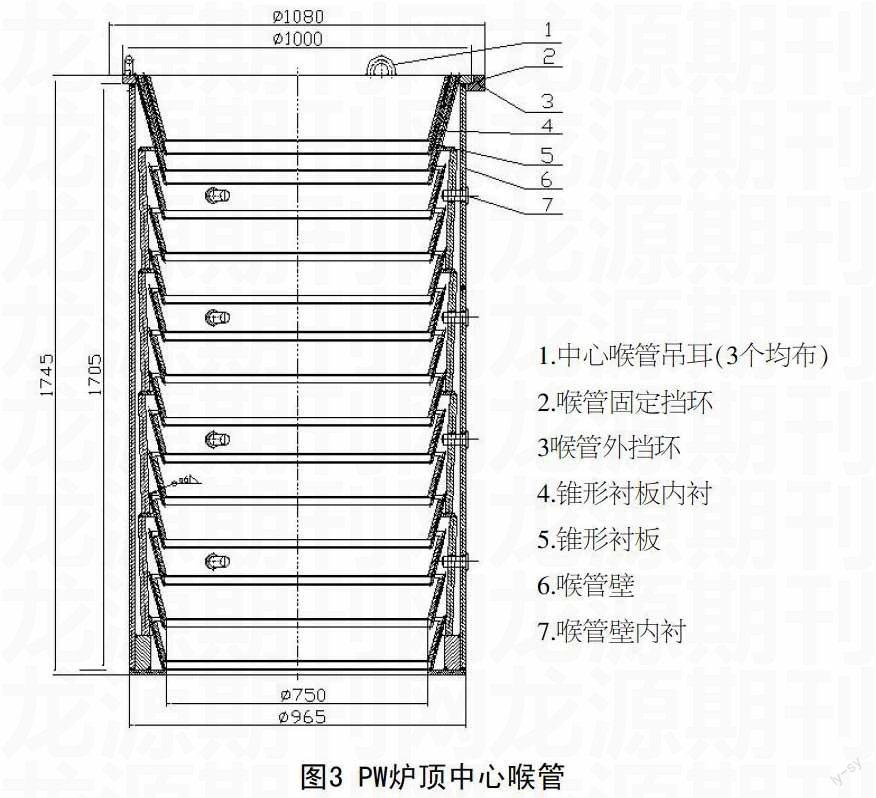
中心喉管材質一般是高絡鑄鐵、不銹鋼、鑄鋼和鑲嵌耐磨鑄鐵,具有很強的耐磨性能,但至今為止還沒有材料能夠避免磨損,這樣就要求采取適當的措施和方法對中心喉管進行維護和更換。PW爐頂中心喉管,如圖3所示。
2 PW爐頂(并罐)中心喉管磨損分析
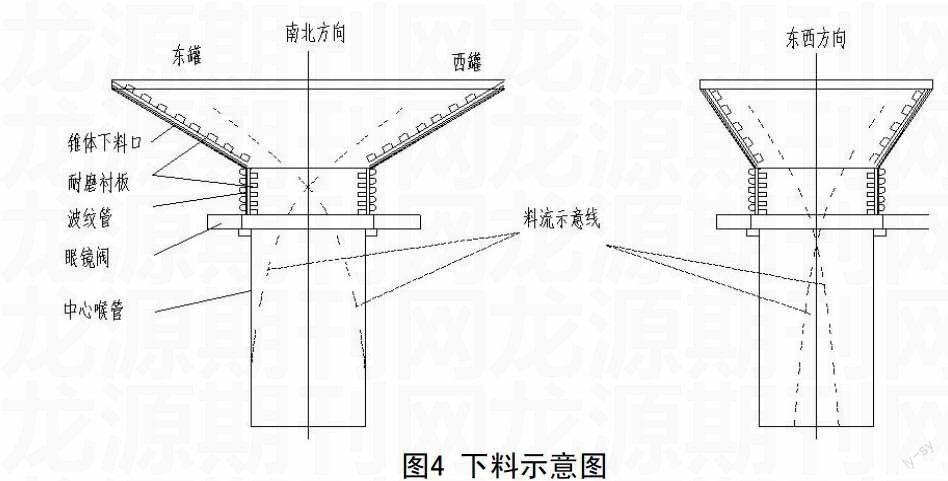
PW爐頂系統并罐裝料由于是左右分布,采用兩個料罐交替布料,導致單罐下料時料流偏析,存在對中心喉管磨損不均勻的現象。下料,如圖4所示。
根據圖4可知,在并罐中心喉管磨損中,有兩側磨損明顯比另外兩側磨損嚴重,根據實際經驗為了能夠節省成本和減少檢修時間可以將中心喉管對調方向。根據沙鋼2 500 m3和5 800 m3中心喉管使用實踐,中心喉管使用期限為800萬 t鐵左右,在年產360萬 t鐵水的高爐,使用壽命為2年零3個月,如果將中心喉管對調方向,可以延長使用時間。此壽命時間不包括高爐運行不正常、布料異常、爐頂溫度過高,導致喉管性質變化、變形和打水導致喉管腐蝕等。
3 PW公司設計的中心喉管更換方法
3.1 更換方法
投入作業人員10人,鉗工6人,電焊工2人,吊車指揮1人,起重工1人;計劃工時24 h;工時工序,如圖5所示。
新中心喉管安裝與拆除時工序相反,時間一樣,最后完工開啟相關油路,清理現場。
3.2 PW公司設計的更換方法存在的難點和不足
①拆除的法蘭太多,回裝時密封難度大。
②下閥箱拆除,安裝后對準中心難度大,如果中心不對正,可能導致波紋管伸縮節產生別勁,降低波紋管伸縮節的性能。
③下閥箱拆除時,要拆除的螺栓多,螺栓所處位置空間較小,拆除困難,同時不方便使用氣動或電動工具,節省拆除螺栓需要的時間。
④下閥箱拆除時,需要將下閥箱的相關閥門的液壓管、潤滑管和氣管拆除或割除,回裝時存在一定的難度和不可避免的損傷相關裝置,降低相關裝置性能。
⑤本方法最主要的問題是需要時間太長,并且必須完全按照上述工時工序表執行,各工序不能并列進行。
⑥本作業方法設計存在的安全隱患較多,如平臺拆除造成臨邊作業;下閥箱延軌道拉出,需采用爐頂行車吊等大型設備;拆除下閥箱使下閥箱區域為空洞,屬于臨邊作業。
此方法優點是不涉及煤氣作業,爐內點火后煤氣濃度小,而且在拆除之前都屬于密閉環境,煤氣延上升管基本都得到放散。
4 改進后中心喉管的更換方法
4.1 改進方法的提出和分析
①中心喉管外徑比氣密箱中間孔肯定要大,中心喉管內外擋環在拆除后喉管可以從氣密箱中間孔往下放。
②中心喉管外殼和擋環都是普通鋼材質可以割除和電焊。
③眼鏡閥至少有一段是沒有襯板的,說明眼鏡閥內徑肯定比中心喉管外擋環外徑大,可以將中心喉管往上提,方便割除中心喉管內外擋環。
④下閥箱內下口有可能比中心喉管內徑小,否則會磨損中心喉管內外擋環和吊耳;包括波紋管在安裝襯板后也比中心喉管內徑小。
經分析圖紙,眼鏡閥內擋環比外氣密箱中心喉管安裝孔小2 cm,眼鏡閥內徑比中心喉管外擋環大4 cm,而且高度達30 cm,而中心喉管外擋環實際高度4.5 cm,符合中心喉管穿過氣密箱中間孔通過溜槽取出。
4.2 中心喉管更換方案
本更換方法是分析PW爐頂圖紙和爐頂系統各控制閥門、伸縮節特性和功能,充分利用各設備之間存在的尺寸差異和配合關系,進行喉管更換方法改進和創新。本更換方案嚴格按照人、機、料、法、環五個方面制定,并且嚴格按照PDCA循環執行各施工作業步驟。
4.2.1 作業人員投入
鉗工6人,焊工1人,起重工1人,合計8人。
4.2.2 工機具投入
3T×12 M手拉葫蘆1只,16 mm卸扣5只,電焊工具1套,氣割工具1套,Φ9.3 mm×2.5 M鋼絲繩1根,Φ9.3 mm×3.5 M鋼絲繩1根,Φ13mm×3.5M鋼絲繩1根;Φ13 mm×1 M鋼絲繩1根;翹棍2根;氣動扳手及相關套筒2套;常用工具1套;自制爬梯1副;安全帶2根;安全繩1根;24 V照明燈具1付;吹掃用壓縮空氣1套;5 T×3 m手拉葫蘆2個;Φ15 mm×1m鋼絲繩4根,Φ15 mm×6 m鋼絲繩1根,氣動扳手1套與打擊扳手配套1套,麻繩一根(主要起吊裝時防止物體在空中轉動)。
4.2.3 物料投入
直徑為8 mm的螺紋管9 m,做爬梯用;100×50×10 mm3鋼板3塊,固定新喉管用。爬梯示意圖如圖6所示,固定板,如圖7所示。
4.2.4 中心喉管更換步驟和要注意的問題
①高爐休風前先將爬梯和中心喉管固定板做好,將新喉管外擋環卸下(新外擋環一般只是點焊在喉管上),等分成3段,各工具準備到位。
②高爐休風爐內點火后,拆除下閥箱兩測箱蓋螺栓,打開箱蓋。
③用壓縮空氣將下閥箱內部的積灰、積料吹掃干凈。
④將布料溜槽打到最大角度位(一般為75 ?觷)。
⑤將Φ9.3 mm×3 M鋼絲繩穿過下閥箱,并用卸扣鎖緊在兩側箱蓋底角法蘭上。將自制爬梯穿過中心喉管,并掛在鋼絲繩上。
⑥將Φ13 mm×1 M鋼絲繩1根掛在下閥箱中間的吊耳上,并將3 T×12 M手拉葫蘆掛在鋼絲繩上。
⑦割除舊中心喉管的三塊固定板。
⑧將三個16 mm卸扣裝在中心喉管三個吊耳上,用Φ9.3 mm×2.5 M鋼絲繩穿過卸扣并掛在3T的手拉葫蘆上,提起中心喉管150 mm左右。
⑨割除中心喉管外擋環(如圖3所示),并分割成多段去掉。
⑩在進行②~⑧的同時,可以安排4人拆除溜槽更換的大人孔(大方孔)蓋螺栓;用Φ15 mm×6 m鋼絲繩將大人孔蓋子后兩角上的吊耳用卸扣掛住,并掛在行車上;分別4根用Φ15 mm×1 m鋼絲繩分別掛在行車鉤子和大人孔蓋子前兩角,用2個5 T×3 m手拉葫蘆收緊大概,并保持大蓋不離開大方孔;大人孔蓋子吊法,如圖8所示。
{11}用行車使大方孔蓋子吊離大方孔周邊,放置爐頂平臺;將溜槽打到0 ?觷位置,并對準大方孔位置。
{12}將中心喉管延氣密箱中間孔放下,放置到垂直位溜槽距下口的1/3位置,將溜槽緩慢提起,直到75 ?觷,這樣中心喉管已經有一半露出大方孔,并且正好卡在溜槽下口橫梁上,如圖9、圖10所示。
{13}用Φ13 mm×3.5 M鋼絲繩穿過中心喉管,并用行車吊走,取下所有鋼絲繩,掛在新喉管上,并吊至舊喉管取出位,用3 T×12 M掛好。
{14}緩慢將溜槽打到0 ?觷,再提起手拉葫蘆直至氣密箱口上方150 mm左右的地方;在此同時用爐頂行車將大蓋吊至大方孔上方,裝好墊子,上緊螺栓。
{15}將已經分成3段的新喉管外擋環在中心喉管固定擋環下方拼裝好并與喉管固定擋環焊接一起。
{16}將新做好的中心喉管固定板按原喉管固定位焊接好。
{17}拆除自制爬梯和鋼絲繩等;關好下閥箱兩側箱蓋,上緊螺栓(由于下閥箱箱蓋是經過精刨削加工并與下閥箱密封良好的部件,一般只需涂上黃油,螺栓上緊,就不會漏氣)。
{18}清理現場,做好5 S工作。
4.2.5 工時工序圖
工時工序,如圖11所示。
4.2.6 危險源隱患及安全防范措施
4.2.6.1 煤氣隱患及防范措施
危險等級:一般;
可能導致的事故:煤氣中毒;
具體措施:①嚴格執行指標方案,做好作業人員現場安全交底,制定煤氣應急預案;②進入現場作業必須二人以上,帶好煤氣報警器,在爐內點火成功前嚴禁作業,爐內點火成功后檢測煤氣含量,確保煤氣濃度在允許作業的范圍內;③在需進入下閥箱前,嚴禁打開大方孔蓋,這樣使爐內熱氣順上升管通過大放散排除(在爐內點火成功后,火苗一般發生在料的外圈),使爐內出現負壓,大量空氣通過喉管和點火孔進入,喉管處在此時基本不存在煤氣,但是在冬天可能會比較冷;④打開大方孔蓋后,嚴禁作業人員進入下閥箱;⑤如發現爐內火熄滅,必須立即通知作業人員撤出下閥箱,站立到安全位置;⑥現場安排專人監護。
4.2.6.2 高空墜落隱患及防范措施
危險等級:中等;
可能導致的事故:墜入爐內。
具體措施:①嚴格執行方案的各項措施,做好作業人員安全交底;②在進入下閥箱時,必須先帶好安全帶,通過下閥箱設置安全繩,將安全帶掛在安全繩上,并且將溜槽打到75 ?觷位置,這樣能夠防止發生墜落事故時,作業人員直接落入爐內;③在下閥箱內部作業時,必須選好站立位置,確保作業安全;④拆除大方孔蓋后,屬于臨邊作業,作業人員嚴禁通過方孔兩側周邊,掛中心喉管時,必須帶好安全帶,選好鎖扣點,做到高掛低用。
4.2.6.3 機械傷害隱患及防范措施
危險等級:中等;
可能導致的事故:夾傷,擠壓。
具體措施:①嚴格執行方案的各項措施,做好作業人員安全交底;②休風后,下關閉截流閥、下密封閥油缸和油路球閥,插好安全銷;③切斷電磁閥電源,并掛好停電牌;④在下閥箱內作業時,必須切斷溜槽電源,并掛好停電牌;⑤在啟動溜槽前必須三方確認再摘牌;⑥調試時,必須三方確認,現場作業人員撤離現場,允許送電后方可摘牌送電。
4.3 該更換方法的優缺點
①只拆除了大人孔蓋子一個安裝墊子的法蘭,并且使用氣動工具拆除大人孔蓋子比較方便,避免密封不良好等漏氣事故的發生。
②移動和拆除設備較少,避免回裝時的調整麻煩。
③大大節省了更換時間。
④該方法只要嚴格按照更換步驟來,作業安全系數提高;
⑤該方法涉及到粉塵吹掃,但是由于下閥箱內是負壓,氣流往爐內,故粉塵不會影響環境。
⑥該方法涉及的機械連鎖比較多,作業過程中還必須聯系操作、檢修、點檢各方進行溜槽操作。
5 結 語
本文通過充分研究和分析PW爐頂系統的設計原理,對中心喉管更換方法的創新與改進,大大節省了中心喉管的更換時間,減少了休風時間,大大提高了高爐的生產效率,創造了良好的經濟效益。該更換方法在沙鋼2 500 m3和5 800 m3高爐中得到了有效的運用和實踐,取得了很好的效果。
參考文獻:
[1] 朱志,梁桂植.中小型高爐爐頂裝料設備改造探討[J].冶金設備,2001,(1).
猜你喜歡
語文教學之友(2016年9期)2016-10-08 22:21:52
成才之路(2016年26期)2016-10-08 11:09:35
成才之路(2016年25期)2016-10-08 10:19:19
成才之路(2016年25期)2016-10-08 10:07:20
成才之路(2016年25期)2016-10-08 09:58:30
成才之路(2016年25期)2016-10-08 09:57:27
