一種彈性可調式汽封徑向間隙調整方法的研究
2015-05-30 10:48:04閆磊
科技創新與應用 2015年36期
關鍵詞:汽輪機
閆磊
摘 要:結合彈性可調式汽封結構特點,利用一種新的方法對汽封徑向間隙進行測量,并得到準確數值,并對此種汽封間隙的調整進行了研究,可作為汽輪機檢修汽封間隙調整的參考。
關鍵詞:汽封間隙;可調式汽封;汽輪機
1 概述
神華寧煤集團煤化工分公司烯烴公司50MW發電機組,自2011年檢修后已運行四年,經研究于2015年7月對該發電機組汽輪機進行檢修。在檢修過程中發現,汽輪機各級汽封均發生嚴重銹蝕。該機組汽封圈為彈性可調式,由于銹蝕原因,汽封彈性失效,對機組運行帶來重大隱患,因此決定對該汽輪機各級汽封進行更換。本次檢修汽封徑向間隙的調整使用的是傳統的壓膠布方法,這種方法存在耗費時間長、測量精準度低等缺陷。根據對本次檢修中遇到的問題,探索一種新的汽封徑向間隙的測量方法,不僅縮短了汽封間隙調整的工期,而且得到了精確的汽封間隙數值,為機組檢修提供了指導作用。
2 汽封的作用及調整方法
汽輪機在運行過程中,為了防止動靜部分發生碰撞或摩擦,因此留有一定的間隙,但是由于間隙的存在,造成了高溫高壓蒸汽在間隙中泄漏,不僅降低了蒸汽的使用率,也影響了汽輪機內部的力學平衡。因此,在汽輪機動靜部分之間設置了蒸汽密封裝置,防止蒸汽泄漏,通常稱這種密封裝置為汽封。針對密封位置的不同,又分為軸端密封、圍帶密封和隔板密封。汽封的種類有很多,最常見的是梳齒形汽封。梳齒形密封是迷宮式密封的一種,常見的有平齒和高低齒汽封,對蒸汽的密封效果非常好,本次檢修的機組,采用的就是高低齒汽封。
本次檢修的發電機組汽封為彈性可調式,在汽封圈背部有彈簧片,在不受力狀態時,彈簧片利用自身彈性將汽封圈頂起,此時汽封間隙為該狀態下最小值。在汽封圈受到外力的作用時,汽封圈可以反彈力方向縮回,防止轉子對汽封齒的損壞。同時汽封背部有調整墊,通過加減調整墊,可以對汽封的徑向間隙(被彈簧片頂起時為在該狀態下的最小間隙)進行調整,調整最大范圍達1.5mm。
3 汽封間隙的測量方法
在此種彈性可調式汽封間隙的測量過程中,遇到了一些困難。一是由于汽封受力收縮,利用壓膠布方法測量時,與汽輪機實際工作狀態有差別;二是傳統的壓膠布的方法只能測量汽封間隙是否在合適范圍,不能測量準確的數值,因此在調整的過程中,不能一次性完成汽封間隙的調整,延長了不必要的勞動時間;三是由于轉子自身存在撓度,沒有準確的數值參考,無法在汽封調整過程中對撓度進行相應的補償計算;四是采用拉鋼絲測量的方法較為復雜,對測量人員的技術能力有較高的要求,測量時間也較長,影響檢修的進度。因此,針對以上問題,探索出一種汽封間隙測量的方法,在獲得精確數值的同時,也使測量方法簡單易行。
3.1 測量方法理論分析
汽封徑向間隙就是汽封齒頂與轉子之間的距離。在本次檢修中,汽封間隙在0.45-0.55mm范圍內,很難用常規測量工具測得,一般使用塞尺進行測量,但是每個人測量的手感有差別,測量存在較大的誤差。因此使用常規量具,并利用某種數學關系式間接的測量汽封間隙,成為探尋測量方法的關鍵。
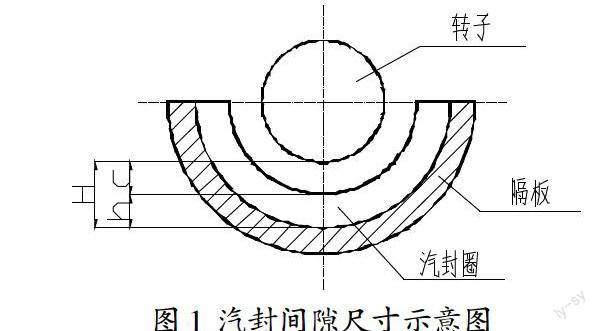
如圖1所示,隔板內表面與轉子底部之間的距離為H,汽封齒頂與隔板內表面之間的距離為h,汽封間隙為齒頂到轉子底部的距離c,由此可以得到關系式:H=h+c。
可以得到汽封間隙的計算公式:
c=H-h
3.2 汽封間隙測量方法
由式一可知,測量汽封間隙c的關鍵就是測量隔板內表面與轉子底部之間的距離為H和汽封齒頂與隔板內表面之間的距離為h。
(1)H值的測量
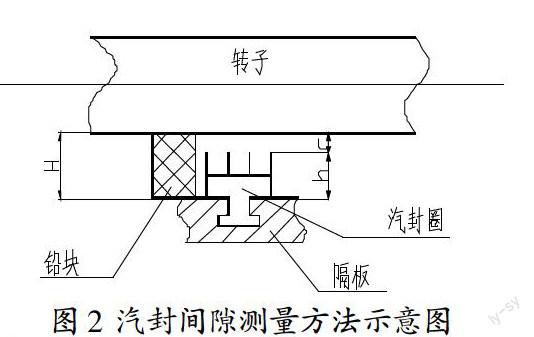
將汽封從隔板汽封洼窩中拆卸出來,對隔板洼窩以及內表面圓周進行清理,在各級隔板內表面放置鉛塊,鉛塊厚度要大于汽封圈厚度,才能保證壓鉛成功。將轉子吊回汽缸中,此時轉子會對鉛塊產生壓迫,待轉子落穩后,將轉子起吊,取出各級鉛塊,測量每級鉛塊被壓后的厚度,編號并記錄,此時測量的即為隔板內表面與轉子底部之間的距離為H,如圖2所示。
(2)h值的測量
回裝各級汽封圈,使用深度尺測量汽封齒頂到隔板內表面的距離,可以得到h值。需要注意的是,汽封圈背部有彈簧片支撐,測量時不可過于用力,以防汽封回縮使h值比實際值偏小,導致測量誤差。
通過對H和h的測量,可以得到汽封間隙c的數值。用同樣的方法可以測量上部和左右汽封間隙的數值。
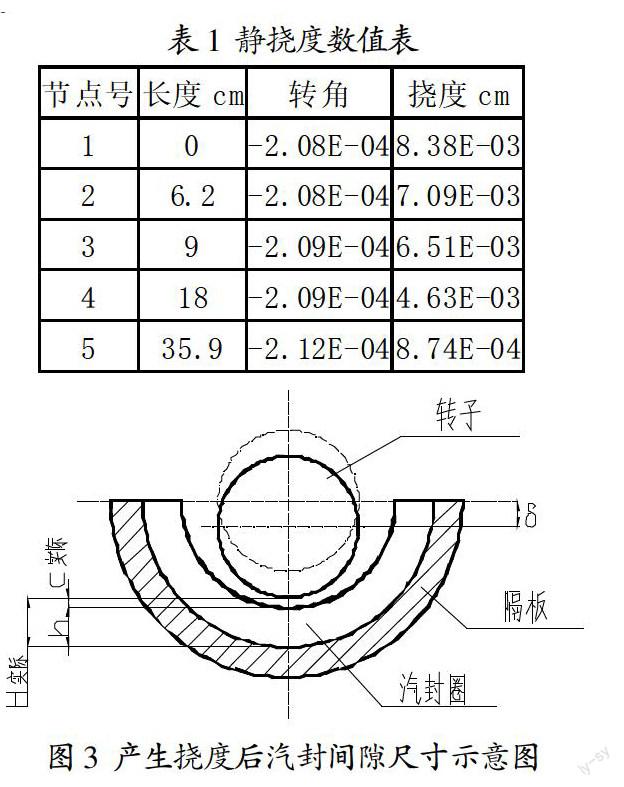
3.3 轉子撓度值δ的補償計算
理想狀態下轉子以兩側軸瓦為支點,形成一條水平直線,通過隔板內圓的中心。可是在實際中,轉子由于自身重力和各部分重量的分布差異,會產生不同程度的下沉現象,下沉的距離即為轉子的撓度。
在靜止情況下,轉子的撓度稱為靜撓度;在旋轉過程中,轉子的撓度稱為動撓度。一般情況下,靜撓度要略微大于動撓度,隨著轉子轉速的增大,動撓度會越來越小。在轉子找中心時,一般參考的是靜撓度,并假設轉子按額定轉速運轉時的撓度為0。如表1所示,為本次檢修50MW汽輪機轉子的部分靜撓度值。根據靜撓度表,可以繪制撓度曲線,方便查閱。
4 彈性可調式汽封間隙的調整
對于本次檢修的50MW汽輪機,更換新汽封圈時,所有的汽封間隙都不可知,需要進行一次試驗性回裝。為了防止間隙過小傷到汽封齒,選擇以汽封間隙最大值為初始狀態,并以此為基準進行調整,記為cmax。以下隔板汽封間隙調整為例,步驟如下:(1)對轉子與汽缸、隔板內表面圓以及汽封洼窩的同心度進行復查,在補償轉子靜撓度的情況下,轉子與汽缸、隔板內表面圓以及汽封洼窩的同心度不得超過0.05mm。如有較大偏差,需要進行調整。(2)拆除汽封圈背部墊片及定位塊,使汽封間隙為最大值。回裝下半部分汽封圈以及彈簧片,使汽封齒充分頂起。根據上述公式,計算得出的補償靜撓度后的汽封間隙標準范圍,在范圍內選擇需要調整的汽封間隙目標值c目標。(3)使用文章中提到的測量方法,測量下隔板汽封徑向間隙的數值(此時即為基準值cmax),記錄在相應表格內。汽封間隙需要調整的量△=cmax-c目標(為正值時,需要減小汽封間隙)。(4)根據△值,在汽封圈背部加減相應厚度的調整墊片,用定位塊鎖死,回裝汽封圈及彈簧片,此時汽封間隙一次性調整為標準值。可以使用相同測量方法,對汽封間隙進行復查,得出汽封間隙數值,并記錄。
5 結束語
通過文章中研究的測量方法,可以準確的測量出汽封間隙的數值,為汽封間隙的調整提供參考和依據。與傳統的壓膠布法相比,只需要進行兩次轉子的起吊和回裝,便可以對汽封間隙調整完畢,同時可以得到汽封間隙的準確數值,而不是一個大致的范圍值,使汽封間隙的調整更加精確,并很大程度上節省了勞動時間和勞動人力,提高了工作效率。該方法僅為理論研究,需要在實際檢修過程中進一步驗證和改進。
參考文獻
[1]天聰.汽輪機原理[D].華中理工大學,1990,10.
[2]龐立云,張玉聲.汽輪機設備及運行[D].華北電力大學,1993,7.
[3]徐貞禧.汽輪機設備故障診斷與預防[M].北京:中國電力出版社,2011.
[4]郭延秋.大型火電機組檢修實用技術叢書[M].北京:中國電力出版社,2003.
[5]趙鴻逵.熱力設備檢修工藝學[M].北京:水利電力出版社,1994.
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
