新一代軋后冷卻系統的開發及應用
2015-05-30 12:52:35張宏
企業技術開發·下旬刊 2015年3期
關鍵詞:自動控制系統
張宏
摘 要:文章介紹了國內某中厚板生產線新一代軋后冷卻系統的工藝裝備,開發了由基礎自動化系統和過程自動化系統組成的新一代軋后冷卻系統。工業應用表明,所開發的新一代軋后冷卻系統滿足了新一代TMCP的工藝要求。
關鍵詞:中厚板;超快速冷卻;層流冷卻;自動控制系統
中圖分類號:TG335.5 文獻標識碼:A 文章編號:1006-8937(2015)09-0016-02
TMCP,即控制軋制和控制冷卻技術,是20世紀冶金工業最偉大的科技進步成果之一。隨著傳統層流冷卻技術的廣泛應用,其所存在的冷卻能力不足、冷卻均勻性差等問題,無論是在產品TMCP工藝開發還是在模型控制策略應用方面均表現出一定的局限性。基于此,國內中厚板生產線相繼啟動新一輪中厚板軋后冷卻系統改造項目,以期實施新一代TMCP工藝。本文依托國內某中厚板生產線新一代軋后冷卻系統的工藝裝備,開發了具有我國知識產權的新一代中厚板軋后冷卻系統,應用于工業,取得了良好的實際效果。
1 新一代TMCP工藝裝備概述
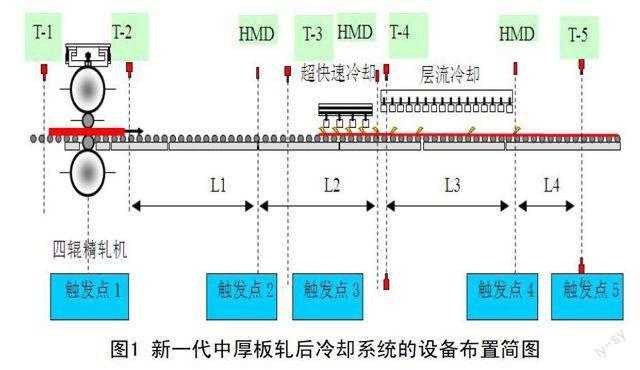
由于新一代TMCP工藝以超快速冷卻為核心,采用低成本減量化的成分設計,鋼板軋后立即進行超快速冷卻并在動態相變點終止冷卻以保持奧氏體的硬化狀態,而后利用ACC進行冷卻路徑的控制,從而獲得所期望的組織和性能,因此國內某中厚板生產線將超快速冷卻裝置布置在精軋機的后面,原層流冷卻設備的前面。超快速冷卻裝置的增加以及與原層流冷卻裝置的有機結合,共同組成了新一代TMCP工藝的基本裝備,為新一代TMCP工藝的實施奠定了堅實的基礎。新一代中厚板軋后冷卻系統的設備布置簡圖如圖1所示。
2 新一代軋后冷卻系統的開發
2.1 新一代軋后冷卻系統的開發原則
國內某中厚板生產線在原層流冷卻系統的前面增設一套冷卻裝置后,為了便于對溫度均勻性進行控制,對新增添的超快速冷卻設備需增加一套自動化控制系統,并使之與現有系統有機組合成新一代中厚板軋后冷卻系統。
該系統的設計原則有:
①保證原層流冷卻過程自動化和基礎自動化系統的相對獨立性,即便不使用超快速冷卻設備時,原先的層流冷卻自動化控制系統能夠獨立運行并控制軋件的冷卻過程。此時,新增的超快冷自動化控制系統不參與控制。
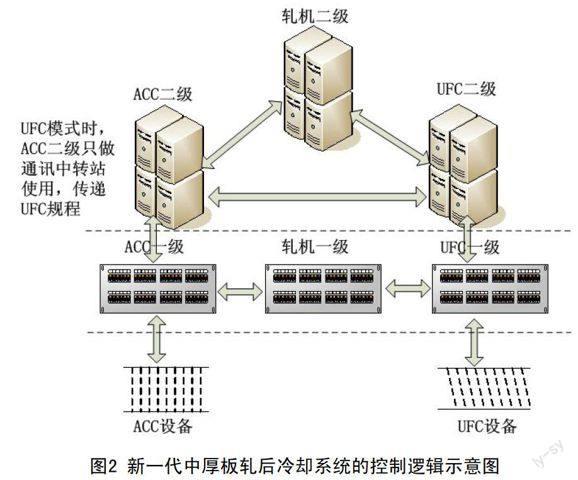
②實現新增超快速冷卻自動化控制系統與軋線上原層流冷卻系統間的有機結合,即便使用超快速冷卻設備時,由新增加的超快冷過程自動化系統控制軋件的冷卻過程。此種模式下,軋線上原有的層流冷卻自動化控制系統需要對通訊接口進行修改,接收并執行超快冷過程自動化系統所設定的冷卻規程,如圖2所示。
2.2 新一代軋后冷卻系統的組成
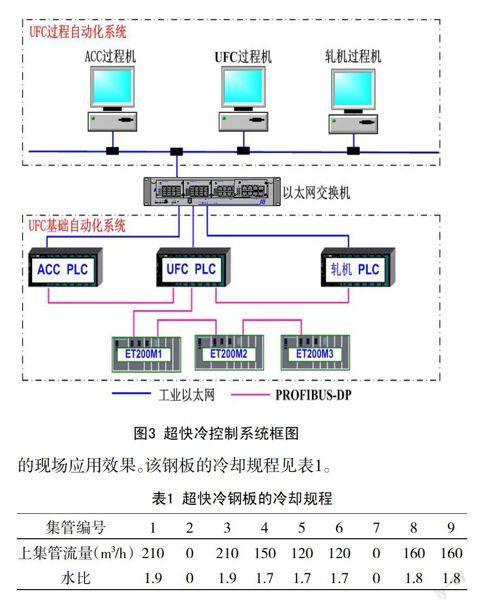
為了滿足新一代TMCP工藝的要求,基于前述新一代軋后冷卻系統的設計原則,自主開發了由超快冷基礎自動化和超快冷過程自動化組成的兩級自動控制系統,如圖3所示。其中,超快冷的基礎自動化系統采用1套S7-400作為超快冷設備的主控單元。超快冷的過程自動化系統主要進行冷卻規程的設定。此外,超快冷的過程自動化系統與原軋線上的軋機過程自動化系統、層流冷卻過程自動化系統間通過工業以太網進行數據通信,而超快冷的基礎自動化系統與軋機基礎自動化系統、層流冷卻基礎自動化系統間的則通過Profibus-DP進行數據通信。
3 新一代軋后冷卻系統的現場應用
該新一代軋后冷卻系統成功應用于國內某中厚板生產線。下面將以任意一塊超快冷鋼板的冷卻過程為例來闡述該系統的現場應用效果。該鋼板的冷卻規程見表1。
基于上述冷卻規程,該鋼板的冷卻效果如圖4(a)、(b)所示。
現場應用表明,該系統不僅實現了對超快速冷卻設備的獨立控制功能,滿足了新一代TMCP的工藝要求,而且鋼板超快冷冷后的板形良好。
4 結 語
開發超快冷自動化控制系統,包括超快冷的過程自動化系統和超快冷的基礎自動化系統。所開發的超快冷自動化系統與軋線上原層流冷卻系統有機組成了新一代軋后冷卻系統。現場應用表明,所開發的新一代軋后冷卻系統不僅滿足了新一代TMCP的工藝要求,而且鋼板超快冷冷后的板形良好,具有很好的工業應用前景。
參考文獻:
[1] 王升,侯中華,楊果煜.新一代軋后冷卻裝置在2 800 mm中板生產線上的應用[J].南鋼科技與管理,2014,(4).
猜你喜歡
電子技術與軟件工程(2016年23期)2017-03-06 21:23:45
科技創新與應用(2017年3期)2017-02-18 16:54:12
考試周刊(2017年6期)2017-02-13 10:12:55
企業技術開發·下旬刊(2016年11期)2016-12-27 10:26:50
電子技術與軟件工程(2016年22期)2016-12-26 21:36:26
中國科技博覽(2016年18期)2016-10-19 06:57:16
科技視界(2016年14期)2016-06-08 19:01:12
科技視界(2016年11期)2016-05-23 11:08:57
中國科技博覽(2016年14期)2016-04-25 01:47:51
電腦知識與技術(2016年4期)2016-04-11 15:28:35
