鈹鋁合金擠壓成形技術研究
2015-06-05 14:42:53劉兆剛王維一王戰宏買學峰
湖南有色金屬 2015年2期
劉兆剛,王維一,謝 垚,王戰宏,李 峰,買學峰,于 偉
(1.西北稀有金屬材料研究院寧夏特種金屬材料實驗室,寧夏 石嘴山 753000;2.中南大學粉末冶金國家重點實驗室,湖南 長沙 410083)
鈹鋁合金擠壓成形技術研究
劉兆剛1,2,王維一1,謝 垚1,王戰宏1,李 峰1,買學峰1,于 偉1
(1.西北稀有金屬材料研究院寧夏特種金屬材料實驗室,寧夏 石嘴山 753000;2.中南大學粉末冶金國家重點實驗室,湖南 長沙 410083)
文章研究了鈹鋁合金擠壓成形技術,分析了擠壓成形的影響因素,并觀測了擠壓組織微觀結構,測試了鈹鋁合金擠壓力學性能。研究發現,鈹鋁合金鑄錠經過熱擠壓成形之后,力學性能有明顯改善。但由于影響因素較多,較難獲得理想的擠壓工藝。
鈹鋁合金;擠壓成形工藝;擠壓比;力學性能
鈹鋁合金作為一種年輕的輕合金,具有質量輕(典型洛克合金密度為2.1 g/cm3)、比強度高、比剛度高、熱穩定性好、高韌性、高模量、抗腐蝕性好等特點,結合了鈹的低密度與鋁的易加工性和高韌性等許多優良特性,應用廣泛,是一種重要的新型輕質高強結構材料[1~4]。美國的鈹鋁合金主要有精密鑄造、粉末冶金、擠壓成形三種成形工藝,國內前兩種工藝研究較多,擠壓成形工藝則開展較少。由于擠壓成形能夠大幅度提高合金的力學性能,因此本文結合擠壓試驗探索了鈹鋁合金擠壓成形工藝,以期對鈹鋁合金的生產工藝發展和力學性能提供參考。
1 鈹鋁合金擠壓成形技術特點
與精密鑄造和粉末冶金工藝生產鈹鋁合金相比,通過擠壓成形工藝生產鈹鋁合金具有以下的特點。
1.1 提高鈹鋁合金的變形能力
金屬在擠壓變形區中處于強烈的三向壓應力狀態,可以充分發揮金屬的塑性,獲得大變形量。對于脆性、塑性差的鈹鋁合金,通過擠壓加工生產方法能夠實現大變形量加工,獲得較其它工藝相比性能良好的材料。
1.2 制品綜合質量高
擠壓變形可以改善金屬材料的組織,提高其力學性能,特別是對于一些具有擠壓效應的鋁合金,其擠壓制品在淬火時效后,縱向(沿擠壓方向)力學性能遠高于其它加工方法生產的同類產品。這在鈹鋁擠壓試驗中得到證實。
1.3 生產產品范圍廣
擠壓加工不但可以生產斷面形狀簡單的管、棒、線材,而且還可以生產斷面形狀非常復雜的實心和空心型材、制品斷面沿長度方向分階段變化的和逐漸變化的變斷面型材。這對于一些特定用途的異形鈹鋁件的生產,具有很重要的意義。
1.4 生產靈活性大
擠壓加工具有很大的靈活性,只需更換模具就可以在同一臺設備上生產形狀、尺寸規格和品種不同的產品。且更換模具的操作簡單方便、費時少、效率高。適合于鈹鋁合金材料的多品種、多規格、小批量的生產。
1.5 工藝流程簡單,設備投資少
相對于穿孔軋制、孔型軋制等管材與型材生產工藝以及精密鑄造工藝,擠壓生產具有工藝流程短、設備數量與投資少等優點。
2 試驗方法和工藝流程
2.1 試驗方法
鈹鋁合金擠壓試驗采用的是熱擠壓技術,所用坯料是100 kg真空中頻感應爐熔鑄得到的二次熔煉鑄錠,化學成分:Be 62%+Al 38%,添加微量元素銀、鈷、鍺等。鑄錠尺寸約Φ160×250mm,切除錠頭,機械加工去皮到Φ150×200mm;鑄錠坯料外包鋼包套,厚度2~6mm。由于鈹鋁合金的低溫變形能力較差,擠壓前在450~550℃溫度保溫時間3 h,因此在熱擠壓前退火錠在350℃保溫3 h,模具在450~480℃下保溫3 h,擠壓溫度450~550℃;擠壓速度15~30mm/s,突破力約12 MPa。試驗用擠壓設備室是太重1 630 T擠壓機,擠壓棒材最終尺寸Φ85×500mm。
2.2 熱擠壓成形工藝流程
熱擠壓工藝的關鍵是確定坯料制備、熱處理溫度、保溫時間和擠壓速度等各項工藝參數。具體工藝流程如圖1所示。
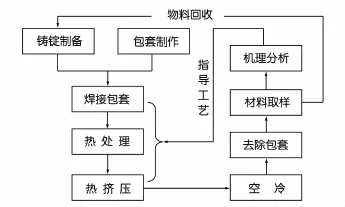
圖1 熱擠壓成形工藝流程
3 鈹鋁合金擠壓成形影響因素
3.1 坯料鑄錠質量
擠壓用坯料鑄錠的質量直接影響擠壓成形的成敗。鑄錠坯料存在縮孔、疏松、氣孔、裂紋、偏析、夾雜等各種缺陷,鑄錠組織均勻性差和中心部不致密降低了合金的塑性和強度。在擠壓三向壓應力作用下,鑄錠容易沿晶界產生裂紋影響擠壓產品質量。
提高鈹鋁合金鑄錠質量采取調整合金化學成分,改善金屬液流動性,降低氧含量及雜質含量,降低澆注時的溫度等措施。
3.2 包套材質影響
包套能顯著提高金屬的變形能力,可使包套內部的金屬保持較高的溫度,特別適合難變形、低塑性的鈹鋁合金的擠壓加工。同時,包套能防止坯料預熱和保溫過程中的氧化問題。
目前,工業上常用包套為不銹鋼包套,但在試驗過程中,不銹鋼包套和鈹鋁鑄錠坯料強度不匹配,突破力過大導致包套拉裂。下一步擬采取1011、6062 和2024三種不同強度和塑性的鋁合金做為包套材料重新進行試驗,獲得擠壓變形過程中與坯料的強度匹配較好的包套,使坯料變形均勻穩定,應力變化均勻。
3.3 熱處理工藝
熱處理工藝包括加熱溫度和保溫時間。
對擠壓成形工藝來說,擠壓溫度是最基本的且最關鍵的工藝因素。擠壓溫度對產品質量、生產效率、模具壽命、能量消耗等都產生很大影響。加熱溫度過高,容易造成坯料過燒,晶粒長大,合金強度嚴重下降,變形過程產生裂紋。
鈹鋁合金鑄錠加熱溫度一般都設定在450~580℃的溫度范圍內,加熱保溫的時間只要保證材料加熱均勻即可,采用快速加熱并減少保溫時間可以大大減少晶粒長大的時間。其擠壓溫度在操作時視不同制品及單位壓力大小來調整。在擠壓過程中鑄錠在變形區的溫度是變化的,隨著擠壓過程的進行,擠壓變形區的溫度逐漸升高,而且隨著擠壓速度的提高而提高。因此為了防止出現擠壓裂紋,隨著擠壓過程的進行和變形區溫度的升高,擠壓速度應逐漸降低。
3.4 擠壓速度
擠壓速度是擠壓技術的關鍵因素。擠壓速度對變形熱效應、變形均勻性、再結晶和固溶過程、制品力學性能及制品表面質量均有重要影響。
擠壓速度過快,制品表面會出現麻點、裂紋、斷裂等傾向。同時擠壓速度過快增加了金屬變形的不均勻性。擠壓時的流出速度取決于合金種類和型材的幾何形狀、尺寸和表面狀況。鈹鋁合金棒材擠壓速度(金屬的流出速度)可選為10~20mm/s。
近年來,隨著技術的進步,擠壓速度可以實現程序控制或模擬程序控制,同時也發展了等溫擠壓工藝和CADEX等新技術。通過自動調節擠壓速度來使變形區的溫度保持在某一恒定范圍內,可達到快速擠壓而不產生裂紋的目的。
據報道,在國外用氮氣或液氮冷卻模具(擠壓模)以增加擠壓速度,提高模具壽命和改善型材表面質量。在擠壓過程中將氮氣引到擠壓模出口處放出,使被冷卻的制品急速收縮,冷卻擠壓模和變形區金屬,減少了鋁的氧化,減少了氧化鋁粘接和堆積,所以氮氣的冷卻提高了制品的表面質量和擠壓速度[5]。
3.5 擠壓比
擠壓比是擠壓生產中表示合金變形量大小的參數,也叫擠壓系數,表示擠壓前的制品的總橫斷面積與擠壓后的制品的總橫斷面積之比。擠壓比的選擇與合金種類、擠壓方法、產品性能、擠壓機能力、擠壓筒內徑及錠坯長度等因素有關。當擠壓比增大時,其它條件相同,金屬流出模孔的困難程度會增大,擠壓力也增大;擠壓比增大,擠壓時錠坯外層金屬向模孔流動的阻力也增大,因此使內外部金屬流動速度差增大,變形不均勻。
當擠壓比增加到一定程度后,剪切變形深入到內部,變形開始向均勻方向轉化。研究證明,當擠壓變形程度達到85%~90%時,擠壓金屬流動均勻,制品內外層的力學性能也趨于均勻。如果擠壓比過大,擠壓機會因擠壓力過大而發生“悶車”,使擠壓過程不能正常進行,甚至損壞模具,影響生產率。如果該值選用過小,擠壓設備的能力不能得到充分利用,也不利于獲得組織和性能均勻的制品。由于鈹鋁合金是脆性材料,試驗中采用小的擠壓比,鈹鋁合金的擠壓比約為2~3左右,根據合金成分的變化進行后續的調整。
3.6 潤滑劑影響
采用擠壓潤滑工藝,可減少擠壓材與擠壓缸及模孔間的摩擦力,會使金屬流動的不均勻性減輕,從而可以防止或減輕這種裂紋的產生,尤其可以防止擠壓過程中鑄錠頭開裂或呈現竹節式斷裂。應當指出,采用潤滑劑不僅可以防止材料斷裂,還可以降低擠壓力。在靜液擠壓中,擠壓腔內的液體起到潤滑劑作用。實際生產中大部分的擠壓過程中必須施加潤滑,然而由于模具-工件的界面之間都是光面,且配合良好,所以過量潤滑對產品的表面光潔度不利,但是對擠壓生產的順利實施是有利的。
熱擠壓是指在一定溫度下用模具對預先放入模腔中的金屬坯料加壓使其產生塑性變形,并使坯料變成所需形狀和尺寸及具有—定性能的零件的加工方法。由于工件材料有高的室溫強度,因而模具中的應力很高,所以熱擠壓潤滑要求較高。目前,鈹鋁合金擠壓過程采用的是二硫化鉬、石墨粉和機油組成的混合物作為潤滑劑,效果良好。
4 鈹鋁合金擠壓結果簡單分析
鈹鋁合金是一種鈹基鋁合金復合材料,在這個鈹鋁二元系相圖中,只包含一個簡單的共晶體,含鈹約2.4%的共晶相在645℃時發生相變,沒有任何化合物生成,鈹和鋁幾乎完全不互溶。合金中相尺寸與兩相分離的形態取決于凝固速率和加工歷史。這是一種假合金。
4.1 擠壓試驗結果
上述試驗條件下,初步擠壓結果如圖2所示,圖2(a)是擠壓棒材宏觀照片,呈現竹節式斷裂;圖2 (b)是棒頭照片,出現開裂現象。
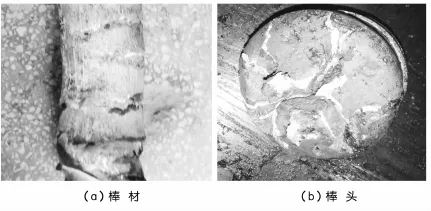
圖2 擠壓態鈹鋁合金
4.2 金相觀測
在該擠壓實驗條件下,由于凝固過程中過冷度較高、冷卻速度快,對于鈹鋁合金而言不利于樹枝晶的長大發育。因此可以觀察到在合金錠的凝固組織下部有少量激冷晶和柱狀晶組織,而中間則是大量的等軸晶晶粒,合金錠縱切面的上部則是少量的較細的等軸晶組織。在做金相分析時,只以中間的等軸晶組織為分析對象,小心回避柱狀晶和激冷晶部分。
鈹鋁合金的金相照片如圖3所示,圖3(a)是擠壓前鑄態組織金相,圖3(b)是擠壓態的組織金相,從圖3(b)可以看出,鈹鋁合金經過擠壓成形,晶粒產生變形,由等軸晶變形沿擠壓方向的長條狀晶體,黑色的棒狀顆粒是鈹,白色相是鋁,白色相包裹著黑色相。鋁伴隨著熱塑性加工-熱擠壓,鈹鋁合金中經過大變形形成的平行纖維變形組織在擠壓應力和擠壓熱的作用下,首先沿晶界形成亞晶結構,進而通過亞晶合并機制形成較大尺寸的大角度亞晶;隨后通過晶界遷移,亞晶進一步合并和轉動,發生動態再結晶,最終形成細小的大角度晶粒。
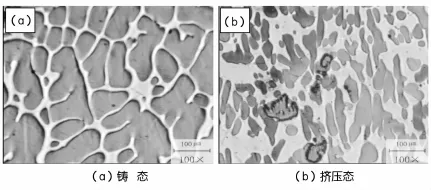
圖3 鈹鋁合金的金相照片
4.3 力學性能測試
初步試驗結果測試力學性能如下:表1是鑄態鈹鋁合金的力學性能,表2是擠壓狀態鈹鋁合金的力學性能。可以看出,材料經過擠壓之后的力學性能比鑄態提高較多。表1中鑄態力學性能σb和σ0.2與表2中橫向力性JYH-1#、JYH-2#相近,擠壓態樣品σb較高,鑄態彈性模量E是擠壓態彈性模量E的兩倍。從表2可以看出,擠壓縱向(沿擠壓方向)樣品JYZ-1#、2#的力學性能最好,抗拉強度σb和延伸率δ明顯提高,屈服強度σ0.2變化不大;對擠壓縱向樣品做450℃退火熱處理,性能變化體現在σb稍微降低,延伸率下降很多。
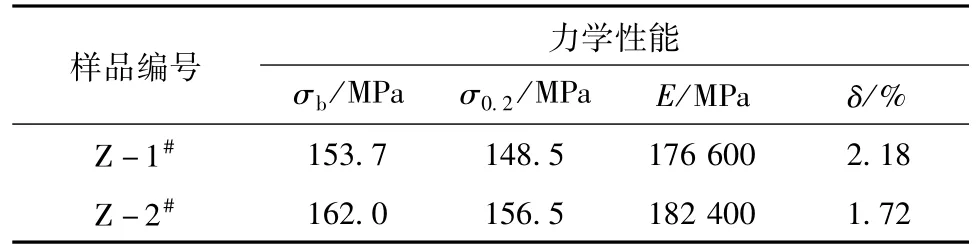
表1 鑄態鈹鋁合金力學性能
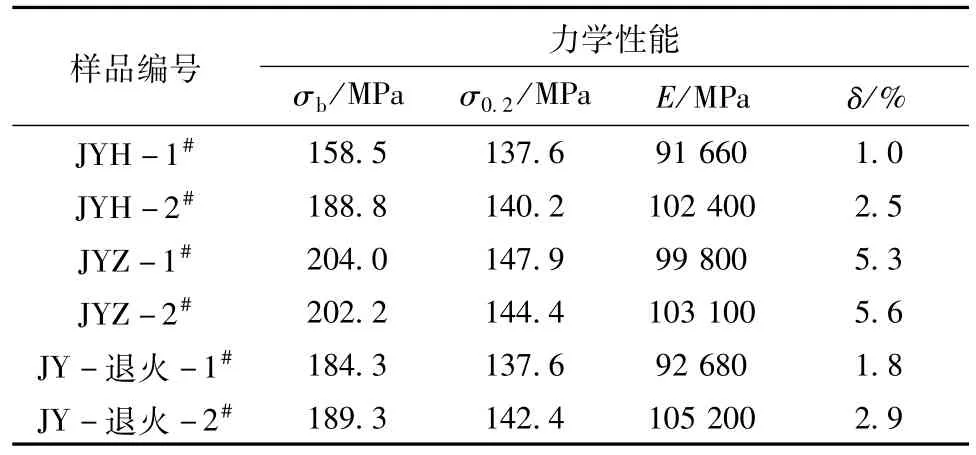
表2 鈹鋁合金擠壓態力學性能
初步得出結論,鈹鋁合金鑄錠經過熱擠壓成形之后,沿擠壓方向的力學性能有明顯改善,抗拉強度和延伸率有明顯提高。但是存在彈性模量明顯下降現象,延伸率改善不明顯,退火熱處理之后延伸率不應該降低,這些現象背后的機理都需要進一步深入研究。
5 總結和展望
綜上所述,雖然鈹鋁合金的生產和應用在我國開展較晚,但是作為一種重要的輕合金材料,發展鈹鋁合金是很有必要的,尤其是擠壓成形鈹鋁合金,對于填補我國與美國之間的技術空白,具有重要意義。經過擠壓后,鈹鋁合金的力學性能有所改善。但鈹鋁合金擠壓工藝復雜,涉及到的影響因素較多,因此該研究中出現了擠壓材料頭部開裂和竹節式斷裂現象,這也提醒技術人員,鈹鋁合金擠壓工藝的探索實踐需要反復嘗試和不斷創新才能成功。在以后的擠壓技術研究中應做好以下幾方面工作:
1.優化鈹鋁合金的化學成分,提高鑄錠質量并進行勻勻化或半均勻化處理。
2.提高鈹鋁合金擠壓技術理論水平,加強塑性變形機理研究,控制擠壓產品組織結構。
3.繼續研究鈹鋁合金擠壓技術,不斷總結生產經驗,優化科學合理的擠壓生產工藝。
4.引入計算機模擬技術,使模擬和試驗相互驗證,如ansys模擬三向擠壓應力作用于鈹鋁合金擠壓過程中的塑性變形和受力情況。
[1]William S.Application of aluminum-beryllium composite for structural aerospace component[J].Engineering Failure Analysis,2004,11(6):895.
[2]Roskill Information Services Ltd.The Economics of Beryllium[M]. London:Roskill Information Services Ltd,2001.111-119.
[3]李生智.金屬壓力加工概論[M].北京:冶金工業出版社,1996.153.
[4]Anon S.Be-Al alloy show promise for spacecraft component[J]. J Fail Anal Prev,2004,4(2):31.
[5]李宗耀,范婧亞.鋁合金擠壓模液氮冷卻技術的開發方向[J].輕合金加工技術,1996,24(12):35-38.
Study on Extrusion Forming Technology of Beryllium-aluminum Metal
LIU Zhao-gang1,2,WANG Wei-yi1,XIE Yao1,WANG Zhan-hong1,LI Feng1,MAI Xue-feng1,YU Wei1
(1.Key Laboratory for Rare Materials,Ningxia Province,Northwest Rare Metal Materials Research Institute,Shizuishan 753000,China;2.State Key Lab for Powder Metallurgy,Central South University,Changsha 410083,China)
In this paper,the technology for extrusion molding of beryllium-aluminum alloy was discussed;the influence factors in extrusion were analyzed;The microstructure of the extruded beryllium-aluminum alloy was observed by metallograph,and mechanical properties of the extruded alloy was tested too.The results showed that after extrusion,the mechanical performance of beryllium-aluminum alloy was improved,but ideal extrusion process was hard to achieve because of enormous complexity.
beryllium-aluminium alloy;extrusion forming;extrusion ratio;mechanic property
TG306
A
1003-5540(2015)02-0049-05
2014-11-20
劉兆剛(1981-),男,工程師,在讀博士,主要從事稀有金屬鈹及鈹合金的研究。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53