一種新型的U形梁物料管理生產線
2015-06-07 09:41:57宋曙平何夢輝李永剛王加柱
鍛壓裝備與制造技術 2015年1期
宋曙平,何夢輝,李永剛,王加柱
(濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250306)
0 引言
國內現有的U形梁物料管理生產線(系統),采用加工設備外獨立的存儲庫區,對U形縱梁進行單獨存儲,單獨運料機構,即將鏈條嵌入送料輥道機構中通過鏈條升降裝置(液壓式)將U形梁慢慢從送料輥道機構升起,通過鏈條將梁輸送到鏈式上料輸送機構上,然后由鏈式上料輸送機構將U形梁送到固定存料區存放,最后通過U形梁存料區側的吸盤行吊把U形梁放至加工區域。此種方式定位精度差,速度慢,吸盤行吊只能吸取固定存料區上的U形梁,不能橫跨整個上料區域,占地空間大,效率低。
1 新型生產線結構組成
如圖1所示為該新型U形梁物料管理生產線,包括送料輥道機構,安裝在送料輥道機構上的端頭定位裝置、升降機構和推料定位機構,以及在送料輥道機構上嵌入式安裝的鏈式上料輸送機構。在送料輥道機構兩側設置有U形梁固定存料區;在送料輥道機構和U形梁固定存料區的上方,設置工作范圍覆蓋整個區域的龍門式吸盤行吊;右側夾鉗送進機構和左側夾鉗送進機構設置在送料輥道機構的兩側與送料輥道機構銜接,用以提供加工生產時所需要的梁。
1.1 送料輥道機構
如圖1所示,包括裝有對射開關的檢測支架,在送料輥道機構中安裝端頭定位機構的輥道支架底部裝有減速電機,輥道支架上每隔一定的間距裝有導向板和側壓輥輪裝置,在輥道支架上設置有若干個動力輥,在動力輥上安裝雙排鏈輪,雙排鏈輪通過鏈條互相連接;雙排鏈輪均裝在電機鏈輪一側,跟電機鏈輪通過鏈條連接檢測支架上設置對射開關用于檢測不同位置上是否有梁(梁的長度4m~12m),通過信號可確認無U形梁的情況下,上一道工序的U形梁需要往輸送輥道上送梁;有U形梁的話,輥壓出料輥道停止送U形梁。U形梁的運行速度以及停止的位置,依靠減速電機驅動電機鏈輪和鏈條來完成,輥道支架上裝有導向板和側壓輥輪裝置起到導向和防止梁發生偏移的作用。
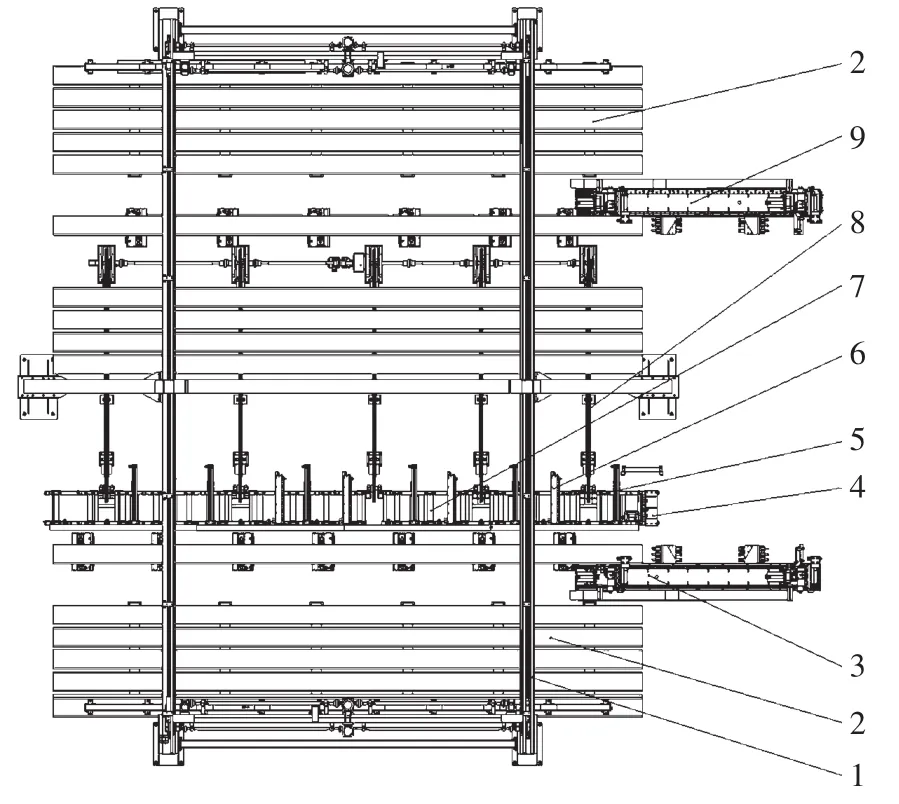
圖1 物料管理生產線布置圖
1.2 推料定位機構
如圖1所示,包括帶有導軌的安裝架,在安裝架上安裝有推料定位氣缸,推料定位氣缸的活塞桿前端與連接板連接,連接板側面通過螺釘跟滑塊連接,連接板的后端安裝有固定銷塊,在固定銷塊上安裝定位銷,通過推料定位氣缸的伸縮推動連接板上的定位銷來完成推料和定位的動作。該推料定位機構主要起到兩方面作用:一是定位作用,二是推料作用。
1.3 升降機構
如圖1所示,包括一端安裝在送料輥道機構上的支撐架,通過銷軸固定在支撐架上的升降支撐件,升降氣缸的前端與關節軸承連接,通過關節軸承與升降支撐件鉸接,升降氣缸尾端鉸接在送料輥道機構上,耐磨板固定在升降支撐件上,接近開關固定在擋塊上,通過升降氣缸的伸縮來完成抬起U形梁和下放U形梁的動作。
1.4 端頭定位機構
如圖1所示,包括固定在送料輥道機構端頭上的支座,支座上裝有便于導柱沿軸向移動的軸套滑動副,通過兩個導柱和后擋板固定在支座上的擋板,矩形彈簧套在軸上并通過軸固定在擋板上,一端靠擋板固定,另一端靠支座固定,并在軸上自由移動;檢測板固定在擋板上,檢測板恰能通過支座上的孔,孔的上方裝有發訊開關,當擋板壓縮彈簧時,擋板上方的檢測板恰好通過支座上的孔,到達發訊開關的檢測范圍時,發訊開關發出訊號,送料輥道機構停止送料;擋板后面靠近矩形彈簧的一側裝有防撞撞塊,用以防止矩形彈簧被意外損壞,完成對U形梁的縱向定位。
1.5 鏈式上料輸送機構
如圖1所示,包括通過大軸承座固定在送料輥道的一側上,另一端通過大軸承座將大鏈輪固定在固定支座上的,安裝在鏈條支架上的聯軸器、減速電機和長短不一的軸將五條鏈條支架連接在一起,鏈條的端頭,靠近送料輥道機構上的端頭定位機構設定為第一接料位,通過檢測裝置,用于檢測有無梁,當無梁時,推料定位機構將U形梁移動到此位置,靠近外側的軸的一端連有編碼器,用以控制鏈條的水平運動距離,通過減速電機控制傳動鏈條移動的速度,使鏈條移動一個設定好的距離(間距可以梁寬具體設定)時就停止,通過編碼器能準確地確定梁移動的距離。固定支座的一側(即裝有減速電機的一側)安裝有行程開關,用于檢測梁到達此位置(即終點)后發訊,表示梁已排滿,停止動作不再放梁。
1.6 龍門吸盤行吊
如圖1所示,包括4個支撐主架,支撐主架通過2個橫梁和2個橫撐連接組成一個龍門框架,并在橫梁的兩側即鏈式上料輸送機構的兩端裝有輔助支撐架,橫梁上裝有由水平驅動裝置、豎直提升驅動裝置和吸盤組成的吸盤行吊傳動機構,水平驅動裝置安裝在吸盤行吊傳動機構的外側,豎直提升驅動裝置安裝在吸盤行吊傳動機構的內側,吸盤裝在豎直提升驅動裝置的下端,吸盤的升降靠豎直提升驅動裝置驅動其兩側的齒輪沿著齒條豎直方向移動,來完成吸梁放梁的動作,吸盤的水平移動通過水平驅動裝置驅動其兩側的齒輪沿著齒條推動裝有吸盤的豎直提升驅動裝置水平移動來完成梁的水平方向移動。
吸盤為電永磁鐵,給短時正向脈沖后勵磁并保持,斷電后不失磁,需反向通電去磁;兩套水平驅動裝置的吸盤可以在U形梁存料區任意位置(就近原則)取梁,并在規定的存料區范圍內放料。水平驅動裝置的中間分別加檢測開關、感應塊,防止水平驅動裝置相撞,大大縮短了U形梁的加工時間,極大提高了生產效率。
2 工作原理
工作過程:第一根和第二根U形梁(放在鏈式上料輸送機構兩側的上料支撐輥上面的兩根U形梁)由上一道工序的輥壓出料道進入U形梁存料區的送料輥道機構之前。
首先,確定U形梁需要運往加工設備1號線和2號線直接加工或者直接放到固定存料區存放時,都需要對U形梁進行定位后才能進行加工或存放以保證位置準確;在U形梁還沒有進入進料輥道之前,安裝在送料輥道機構上的推料定位機構的推料氣缸的活塞桿需要伸到最長狀態將定位銷移到進料輥道的另一側以便完成定位動作,等U形梁到達端頭停止后,推料定位氣缸的活塞桿縮回將定位銷近U形梁,將U形梁進行定位,再由龍門式吸盤機構上的吸盤將U形梁放到1號線或者2號線上進行加工或者放到固定存料區上暫存。以上工序循環進行,直到存料區上放滿U形梁為止。
其次,確定U形梁需要放到鏈式上料輸送機構上暫存時,推料定位機構的推料定位氣缸保持初始狀態,當U形梁到達端頭定位機構停止后,通過安裝在送料輥道機構一側的梁端檢測裝置上的檢測開關進行檢測,靠近送料輥道機構一側的位置設定為第一接料位,當第一接料位上沒有U形梁時,升降機構將U形梁抬起,推料定位機構的推料定位氣缸的活塞桿伸出帶動定位銷將U形梁沿著耐磨板推到升降機構上安裝的擋塊內側定位后,安裝在端頭上的接近開關發訊,推料定位機構停止推料,推料定位機構的推料定位氣缸縮回;升降機構中的升降氣缸活塞桿縮回,升降機構降到初始狀態。U形梁恰好落在鏈式上料輸送機構上,鏈條帶動U形梁開始運動。通過減速電機控制傳動鏈條移動,將U形梁運到指定位置(此距離根據梁的寬度來設定)時就停止,在減速電機軸末端加一個編碼器,通過編碼器能準確地確定U形梁移動的距離。
反復循環直到鏈條上放滿U形梁為止。固定支座的一側(即裝有減速電機的一側)安裝有發訊開關,用于檢測U形梁到達此位置(即終點)后,即U形梁已排滿。此時循環停止不再放梁。
3 方案優勢
本生產線與U形梁加工設備嵌入式配置,并有專門的推料定位機構和升降機構,鏈式上料輸送機構,既能起到輸送U形梁的作用,又能起到存放U形梁的作用,龍門式吸盤行吊橫跨整個存料區域,兩組吸盤行吊能在U形粱存料區范圍內的任何位置(就近原則)進行吸梁。本生產線運料機構多元化,既可直接給加工設備配料、送料,也可并行給各存儲區配料、存儲,還可由存儲區向加工設備配料、送料;可實現在線、并行、全自動化運行。占地空間小;并行運行,效率高;自動化連線運行,降低勞動成本;綜合優勢突出。
本物料管理系統采用新型分料機構,對汽車U形縱梁進行分流存儲管理。目前在國內汽車縱梁加工行業中,在技術上有以下顯著特點:①自動分料機構嵌入式安裝在傳輸輥道中,不占用其他場地空間;②固定存料區,采用自動分層垛料方式,使物料存儲量最大化,目前最寬的U形梁能存儲40多根;③移動存料區,采用循環鏈式傳動機構,使物料平鋪移動,實現物料長距離轉運;④獨具特色的龍門式吸盤搬運裝置,可以在各個存料區間實現跨區轉運,并可實現任意位置(一般采取就近原則)取梁、任意位置放下縱梁;⑤工作節拍適合縱梁車間最快的工序(輥型出料要求),并極大縮短物料加工運輸所需時間。
4 結論
該系統的送料輥道機構、推料定位機構、升降機構、端頭定位機構、鏈式上料輸送機構、龍門式吸盤行吊均有創新設計。將以上機構有效結合在一起,形成一個能滿足高效率、高速度、高精度需求的自動化生產線,打破了以前那種單獨存儲、單獨運料的局面。
實踐證明該系統可滿足和適應現代高效、高速、高精生產要求,可實現快速將梁吊離并搬運至固定存料區或者加工生產線上,大大縮短了U形梁的運輸時間和加工時間,極大提高了生產效率。
[1]劉 依.汽車整車制造物料拉動管理系統的設計與實現[D].上海:上海交通大學,2012-12.
[2]卓建華.物料輸送生產線的LOGO!控制[J].機械工程與自動化,2011,(10).
[3]喬戰林.汽車U型縱梁三面數控沖孔生產線的組成和工作原理[J].科技情報與技術,2011,(23).
[4]符起賢,等.一種新型的多機連線自動搬運生產線[J].鍛壓裝備與制造技術,2010,45(1).
[5]王曉強,等.沖壓生產線快速橫桿式自動化輸送系統[J].鍛壓裝備與制造技術,2010,45(1).