焊接技術(shù)在泥漿泵灌注流程改造中的應(yīng)用
2015-06-08 01:46:16趙海軍董建朝中原石油工程公司鉆井四公司河南濮陽457321
化工管理 2015年24期
關(guān)鍵詞:焊縫
趙海軍 董建朝 (中原石油工程公司鉆井四公司,河南 濮陽 457321)
我公司川50487鉆井隊(duì)承鉆的川東北元陸701井,屬于區(qū)塊重點(diǎn)開發(fā)井。工程設(shè)計(jì)復(fù)雜,鉆井液密度設(shè)計(jì)高達(dá)2.50g/cm3、流變性能pv25-50、yp12-25、高密度,高稠度的鉆井液要求,致使原泥漿泵自吸流程不能滿足鉆井液循環(huán)排量的需求。無法實(shí)現(xiàn)良好的鉆井液懸浮、攜帶巖屑的作用,極易造成沉砂卡鉆等惡性鉆井工程事故,使鉆井作業(yè)無法正常施工。
我們采用兩臺75kw砂泵與泥漿泵并聯(lián)的設(shè)計(jì),將砂泵和主管線安裝在同一移動式底座上;在砂泵進(jìn)出口加以法蘭,撓性接頭,蝶閥連接,保證為兩臺泥漿泵分別或同時(shí)灌注鉆井液。
1 泥漿泵灌注流程裝配-焊接
1.1 由于結(jié)構(gòu)件的零件是由原材料經(jīng)過劃、剪、割、矯正、卷和彎等工序制成的,零件精度低,互換性差。裝配時(shí)某些零件可能需要經(jīng)過選配和調(diào)整,必要時(shí)還要?dú)飧睢⑴Y或砂輪機(jī)進(jìn)行修整。裝配時(shí)注意將組件、部件或產(chǎn)品的整體偏差(如對接偏差)控制在技術(shù)條件允許的范圍內(nèi)。氧-乙炔切割馬口、開窗和打坡口時(shí)控制零部件的形狀和尺寸。
1.2 金屬構(gòu)件采用焊接進(jìn)行連接,因此裝配-焊接后如發(fā)現(xiàn)問題,就不能拆卸成原來的零件。這些問題如不能返修,就會導(dǎo)致整個產(chǎn)品的報(bào)廢。所以對裝配順序和質(zhì)量應(yīng)有周密的考慮和嚴(yán)格的要求。在流程裝配-焊接過程中,主管線因?yàn)殚L度和重量的關(guān)系需要組焊、預(yù)制并吊車配合先就位。其他部件采取隨裝隨焊的方法。
1.3 焊條電弧焊全位置焊的操作要領(lǐng)
1.3.1 垂直固定對接焊條電弧焊
1.3.1.1 采用多層多道焊,每層焊縫中的焊道逐漸往上壓,因此表面不易焊的平整美觀。
1.3.1.2 每道焊縫處于水平位置,運(yùn)條比較容易掌握,熔池形狀變化不大。
1.3.1.3 多層多道焊時(shí)易引起焊縫產(chǎn)生夾渣及層間熔合不良。
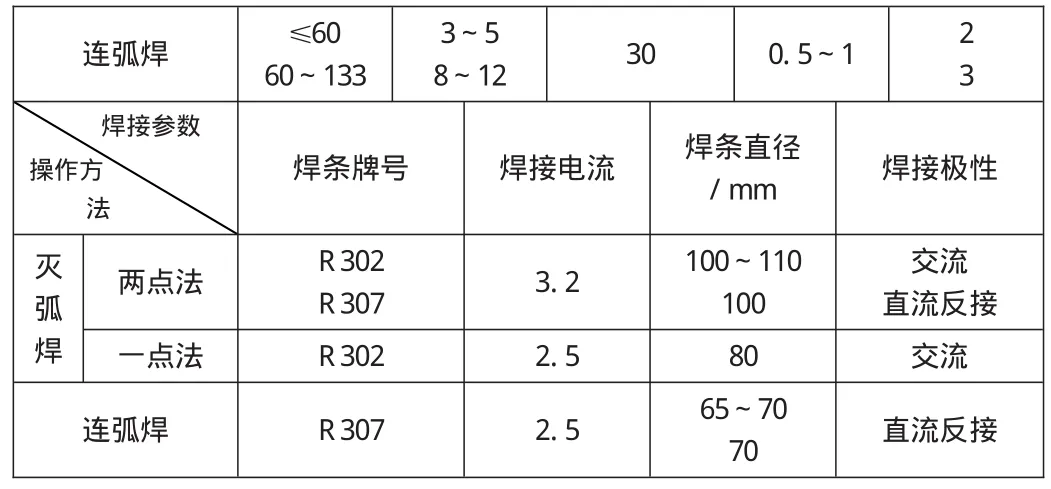
1.3.1.4 打底層的焊接,對于無襯墊垂直固定管對接開V形坡口打底層焊接,為了使焊縫根部熔透良好并獲得滿意的背面成形,應(yīng)采用單面焊雙面成形操作技術(shù)進(jìn)行施焊。見表1。
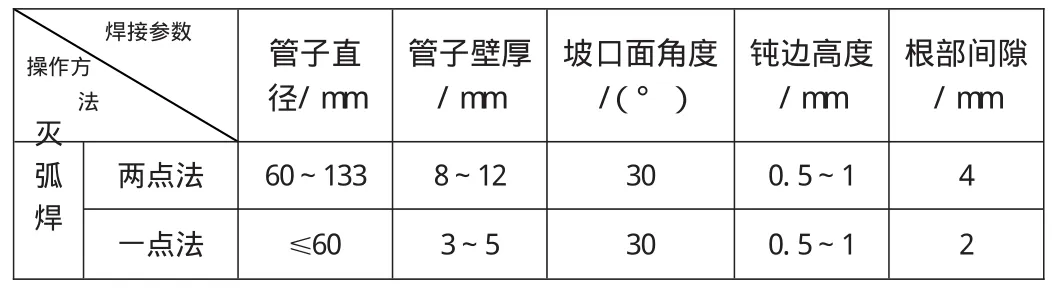
表1 打底層單面焊雙面成形的焊接參數(shù)
1.3.2 45°固定管對接焊條電弧焊
1.3.2.1 操作特點(diǎn):管子的焊接位置介于水平固定管和垂直固定管之間沒有真正意義上的平、立、仰焊位置,施焊過程始終在管子傾斜的位置進(jìn)行,因而增加了操作難度。
1.3.2.2 打底層的焊接:為了達(dá)到單面焊雙面成形,打底層應(yīng)采用擊穿焊法。傾斜焊擊穿焊接時(shí)要始終使熔池處于水平狀態(tài),選用直徑為3.2mm焊條,焊接電流為90-120A。
1.3.2.3 其余各層的焊接:采用斜橢圓形運(yùn)條法,運(yùn)條時(shí)將上坡口面拉劃橢圓形圓圈的電弧拉到下坡口面的邊緣,再返回上坡口邊緣進(jìn)行運(yùn)條。保持熔池壓上下坡口各2-3mm,如此反復(fù)直至焊完。
1.4 灌注流程焊接質(zhì)量的管控:灌注流程在拆裝,運(yùn)輸和使用過程中,容易因?yàn)榕鲎病⒉鹧b時(shí)生拉硬拽,設(shè)備運(yùn)轉(zhuǎn)時(shí)產(chǎn)生的震動等外力或惡劣的使用環(huán)境,造成焊接結(jié)構(gòu)變形或損壞。焊接結(jié)構(gòu)的制造是由一系列工序組成的,然而裝配-焊接必然是最關(guān)鍵的工序。
1.4.1 接頭裝配時(shí),必須使管子軸線對正,避免出現(xiàn)中心線偏斜。若兩管徑產(chǎn)生錯口,應(yīng)沿圓周方向使錯口大小均勻,不應(yīng)是錯口偏于一側(cè)。因?yàn)檩^大的錯口處根部不可能焊透,會引起應(yīng)力集中容易導(dǎo)致焊縫根部破裂。
1.4.2 定位焊:防止焊接構(gòu)件變形。
1.4.3 控制焊接缺陷:在所有焊接缺陷中焊接裂紋最危險(xiǎn)的。除去裂紋以外其他焊接缺陷如咬邊、未焊透、表面成形不良等都會產(chǎn)生應(yīng)力集中和可能引起脆性破壞。
1.4.4 灌注流程在跨度大或不穩(wěn)定和因?yàn)樵O(shè)備運(yùn)轉(zhuǎn)易產(chǎn)生震動的部位使用支架支撐減少不穩(wěn)定因素,避免和緩解管線、焊縫、撓性接頭的損壞。
2 結(jié)語
我們設(shè)計(jì)制造的泥漿泵灌注流程,在一年多的鉆井周期無任何質(zhì)量問題出現(xiàn)。有效解決了鉆井液密度高、稠度大、可泵性差所帶來的上水不好、固相含量高、不能正常施工的問題。川東北元陸701井在鉆進(jìn)、接單根、起下鉆等鉆井作業(yè)環(huán)節(jié),無明顯遇阻、遇卡現(xiàn)象。完鉆電測井身質(zhì)量優(yōu)良,機(jī)械鉆速類比顯著提高。
[1]《電焊工技術(shù)》機(jī)械工業(yè)出版社2005年9月.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
