染整加工后自卷曲絲結構的變化及其織物彈性
2015-06-09 20:49:07楊竹麗王府梅
紡織學報 2015年1期
楊竹麗, 王府梅,2, 秦 麗
(1. 東華大學 紡織學院, 上海 201620; 2. 東華大學 紡織面料技術教育部重點實驗室, 上海 201620;3. 杜邦(中國) 研發管理有限公司, 上海 201210)
?
染整加工后自卷曲絲結構的變化及其織物彈性
楊竹麗1, 王府梅1,2, 秦 麗3
(1. 東華大學 紡織學院, 上海 201620; 2. 東華大學 紡織面料技術教育部重點實驗室, 上海 201620;3. 杜邦(中國) 研發管理有限公司, 上海 201210)
為探究不同PTT/PET自卷曲長絲織物在后整理中的表現及其最終成品的彈性性能,選用3個廠家生產的PTT/PET自卷曲長絲試織織物,并在相同工藝條件下進行染整處理,再與氨綸織物進行對比,得到4種織物的質量損失率、緯向染縮率、彈性伸長率、彈性回復率。結果表明:單絲纖度越大,質量損失率越小,染色率越大;織造密度越大,質量損失率越小;彈性伸長率越大,彈性回復率越小。通過光學顯微鏡、掃描電鏡觀察及DSC輔助分析發現,PTT/PET復合絲由于單絲比較細,比表面積大,在染整處理過程中受到堿液腐蝕過大而發生2種組分分離的現象,從而失去了雙組分絲應有的高彈性。
PTT/PET自卷曲絲; 氨綸; 堿減量; 彈性; 緯密
PTT/PET(聚對苯二甲酸丙二醇酯/聚對苯二甲酸乙二醇酯)自卷曲長絲是將PTT和PET 2種組分采用并列復合紡絲技術生產的雙組分復合纖維[1]。由于2種組分的熱收縮性能、模量的差異,PTT/PET自卷曲長絲在一定的后整理條件下可以形成類似羊毛的三維螺旋狀卷曲[2-3]。這種卷曲的優點是彈性持久穩定,并且彈性伸長率遠優于PTT或PET單組分纖維,其織物彈性回復率往往優于含氨綸織物,彈性伸長率接近氨綸織物[4]。應用中發現,不同廠家生產的相同規格的PTT/PET自卷曲長絲的織物性能不盡相同,原因是它們的組分比、纖維截面形態、線密度和生產工藝技術不同。這給纖維性能考核、織物設計與織物性能控制都帶來一定的難度[5]。
本文選用國內外產銷量比較大的,總線密度相同,單纖線密度相近的3種PTT/PET自卷曲長絲。另外選取了1種總線度相同的PET長絲包氨綸的彈性絲,作為對比試樣。在3種織造密度和相同染色、后整理條件下試制了4個系列12種對比織物。本文測試分析了這些織物的染縮率、質量損失率、彈性差異及其與織物密度的關系,探究纖維截面形態和不同生產工藝可能給PTT/PET自卷曲長絲的織物設計、染整工藝控制、織物彈性帶來的影響,為該類纖維的織物開發提供參考,同時也為建立PTT/PET自卷曲長絲的行業標準積累資料。
1 實驗部分
1.1 試 樣
選取3種不同廠家生產的PTT/PET自卷曲長絲,其規格見表1。這些產品都是國內外產銷量比較大的產品。3種長絲的總線密度相同,單絲數盡可能接近,但橫截面形態、組分比不同。同時選取與這3種長絲在同一個經軸上進行相同工藝織造的氨綸織物作為對比試樣。本文將3種不同長絲的名稱分別用A、B、C代替。
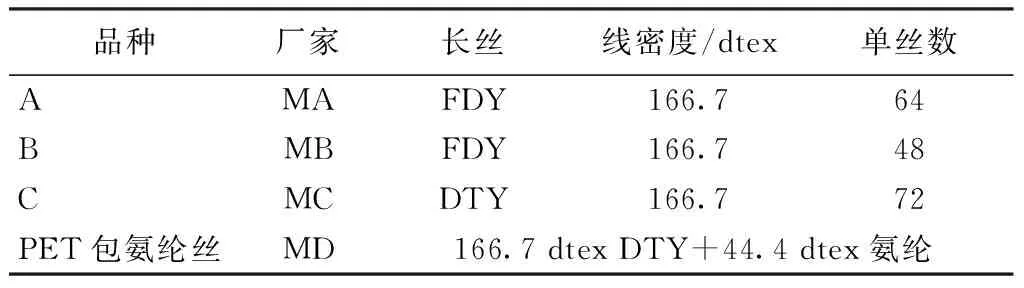
表1 試樣規格
1.2 織物設計
將表1中3種PTT/PET自卷曲長絲和PET包氨綸絲分別作為緯紗,166.7 dtex/48 f PET的DTY長絲作為經紗。經紗捻度為1 300捻/m,捻向為1S1Z排列,緯紗全部無捻織造。織物組織均采用5枚2飛的經面緞紋,分別采用3種緯密進行織造,得到12種對比織物,坯布上機規格如表2所示。為方便分析理解,織物種類以緯紗特征命名。
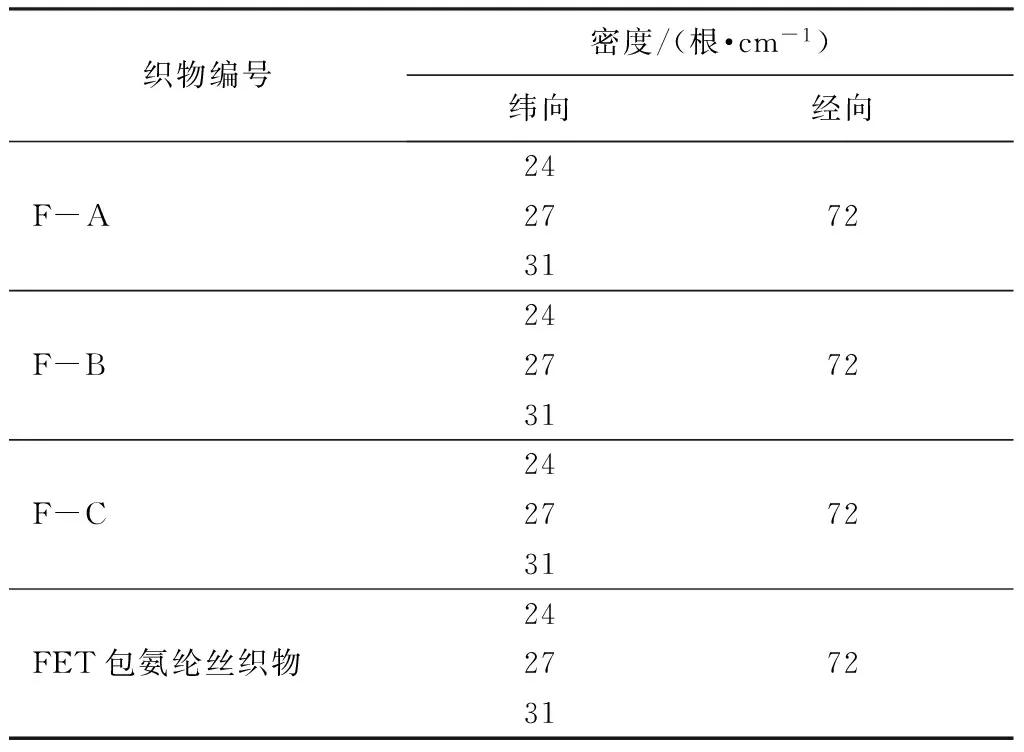
表2 織物上機規格
注:4種織物的上機幅寬均為210 cm。
1.3 織物染整處理工藝
表2中示出的9種PTT/PET自卷曲長絲織物作為同一批進行相同的染整處理,具體工藝流程為:坯布→精練→預縮(起皺)→染色→熱定形,各工序的工藝參數基本都是PTT/PET自卷曲長絲織物的常用工藝。
精練工序:在平幅精練機上完成,處理溫度為80 ℃,堿液質量濃度為3 g/L,時間為2 min。
預縮工藝:在本批試樣中,為了保持織物的手感,預縮處理時加入比普通用量更多的液堿,缸內堿液質量濃度約為16 g/L,在130 ℃的條件下處理40 min,然后加入醋酸在50 ℃的條件下中和15 min。
染色工藝:采用氣流缸染色,染色時在130 ℃的條件下染色20 min,整個染色工藝共需時間約為5 h。
熱定形工藝:自然幅寬熱定形,定形溫度為195 ℃,上超喂4.0%,下超喂3.0%。
PET包氨綸絲織物采用常用工藝單獨處理,其染整工序為:坯布→精練→起皺(預縮)→預定形→染色→定形,其預縮工藝也采用常用的堿量,質量濃度約為5 g/L。
1.4 織物性能測試
測試每個染整工序結束后織物的幅寬、最終成品織物質量損失率和彈性。織物彈性分別用KES雙軸向拉伸測試儀和定負荷反復拉伸測試儀,測定其彈性伸長率和彈性回復率[6]。測試參考標準為FZ/T 01034—2008《機織物拉伸彈性試驗方法》。
2種測試都是采用定負荷拉伸測試方法,最大負荷為25 N,測試5塊試樣取平均值。拉伸實驗均在恒溫恒濕室(溫度為(20±2)℃,相對濕度為(65±3)%)中進行。
1.5 纖維形貌觀察和DSC分析
采用生物顯微鏡(美國 LABOMED公司)和日立SEM TM3000掃描電鏡觀察3種PTT/PET自卷曲長絲原絲和染整后織物中取出纖維的截面形態。
采用德國耐馳儀器制造有限公司生產的204F1 TG209F1型儀器進行DSC測試,驗證纖維中高聚物的種類,以10 ℃/min的速率升高至280 ℃。
2 結果與討論
2.1 染整后織物質量損失率
染整后織物的質量損失率如表3所示。質量損失率計算公式為
式中:w為質量損失率;m0為坯布質量;m1為成品布質量。
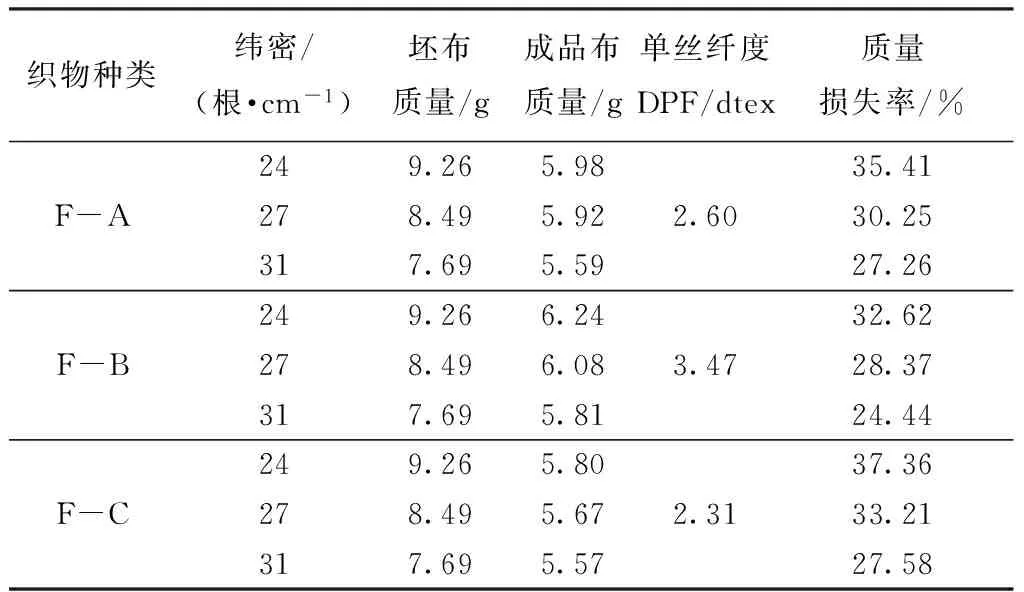
表3 染整前后織物質量損失率
從表3可看出,不同緯密下織物的染整質量損失率不同。因為氨綸織物沒有坯布面密度信息,因此只考慮3種PTT/PET自卷曲絲織物。從表中還可看出,隨著緯密增加,染整后織物質量損失率明顯降低。這是因為緯密增加,織物中纖維之間的空隙變小,相同染整處理時與堿液接觸不夠充分,因此質量損失率小。
從表3還可發現,F-C織物的染整質量損失率要高于F-A、F-B織物,而從表1中看到, C長絲單絲數>A長絲的單絲數>B長絲的單絲數,因此,染整質量損失率與單絲纖度(DPF)有關。DPF即纖維的線密度與單絲數的比值。從表3可看到,相同線密度的條件下,單絲數增加,單絲纖度降低,染整質量損失率升高。這是因為緯紗單絲數目較多,比表面積大,染整處理時與堿液充分接觸,因此質量損失率也大。
2.2 染色縮率
影響染色縮率的因素很多,染色縮率不但受原料性能影響,而且還受織物組織結構、前處理和染色工藝的影響。織物在上機織造的時候,受到機械張力、打緯力等作用,下機后經緯向略顯收縮,但不足以消除因織造使緯紗受力不均衡而產生的內應力。只有在后整理熱濕環境中進行低張力松弛處理,充分消除織物的內應力,織物才會均勻收縮[7]。
染色縮率是織物設計的重要參數。這里只討論與PTT/PET自卷曲纖維性能有關的染縮率,即染整緯縮率。根據本文采用的生產工藝,染色縮率是指染色工序完成后,熱定形工序前織物的收縮程度。
式中:Ls為染色縮率;l0為坯布幅寬;l1為染色后幅寬。
12種織物在各工序的幅寬狀態和到染色后熱定形前的染色縮率見表4。氨綸織物由廠家代加工,沒有收集到染色過程中幅寬變化信息,因此染色縮率的計算采用的是成品幅寬來代替染色后熱定形前半成品幅寬。從表4可觀察到,在染整加工的各個濕處理工序中織物緯向都在收縮,在預縮工序的縮率最大。精練工藝是用平幅精練機完成的織物低溫快速精練,織物緩慢均勻收縮。而預縮工藝是在高溫液態堿性介質中進行的,是PTT/PET緯紗收縮和消除內應力的極好條件,并且時間較長,有利于織物充分收縮。到染色工序,織物中的PTT/PET緯紗已經產生了足夠卷曲,盡管是高溫液態介質長時間作用,幾乎不再會收縮了。PTT/PET自卷曲絲由于其纖維截面上同時存在著2種收縮率不同的組分,在一定條件的處理后,潛在卷曲勢能得以釋放,卷曲進一步顯現,獲得優良的卷曲和彈性,因此織物的染色縮率很大。
從表4可看到,PTT/PET自卷曲絲的織物染色縮率為20%~40%,但收縮程度因緯紗種類不同、織物交織密度不同而有差異。F-A織物和F-B織物經過染整加工后,染色縮率很大,其中F-B織物染色縮率最大,緯密為31 根/cm的F-B織物其染色縮率高達43.37%。F-A織物比F-B織物略低,約為40%。這是因為B長絲單絲數小于A長絲,其單絲纖度高,織物間空隙大,更容易充分收縮。從表4還可看到,F-C織物染色縮率最小,其最大染色縮率僅為23.16%,遠低于其他3種織物,比較這2種織物,PET包氨綸絲織物染色縮率較小,這是因為氨綸織物在預縮前先進行預定形工序,而且預縮工序中堿液濃度低,因此織物收縮較小。
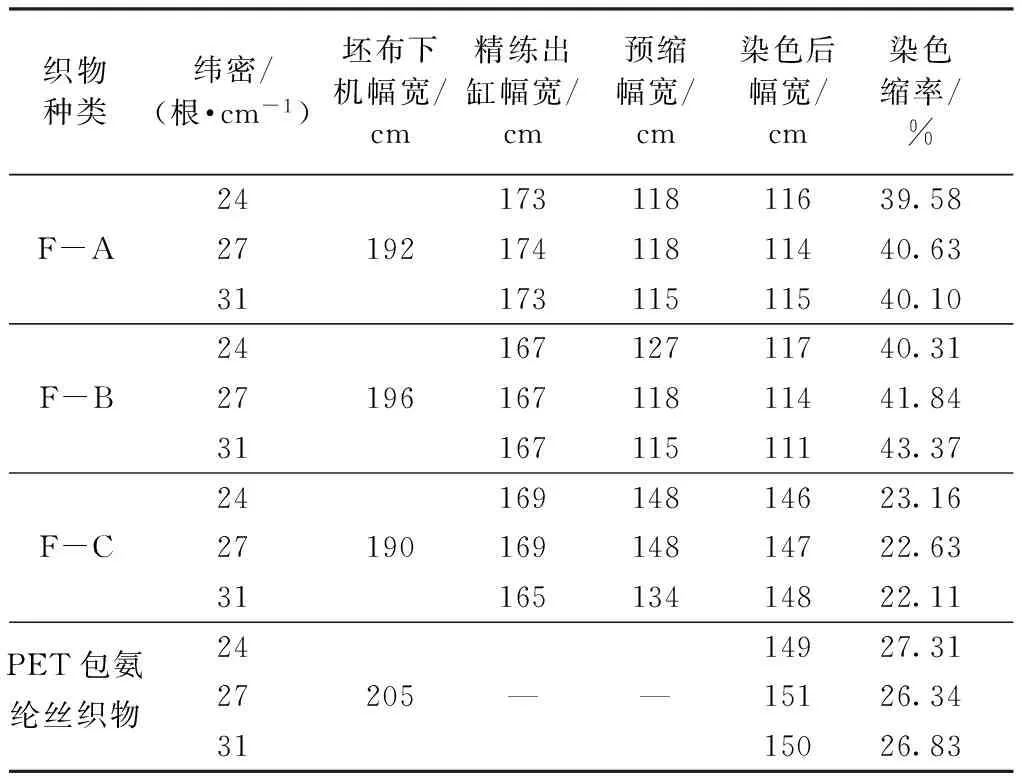
表4 3種自卷曲絲織物定形前半成品幅寬
從表4可看到,隨著緯密的改變,織物染色縮率的變化不大。一般情況下,織物經緯交織點少的織物染色縮率較大。這是因為隨著緯密增加,織物間的空隙變小,織物在濕、熱加工中沒有收縮的余地。但在本文實驗中,4種織物隨著緯密的變化,染色縮率略有變化。為了考察本文實驗中緯密是否對染色縮率有顯著性影響,進行單因子方差分析。假設不同緯密下所得織物染色縮率平均值相同,計算緯密和誤差的平方和[8],結果如表5所示,F值為0.002 9,小于0.05的顯著性水平4.62,P值為0.997,大于0.05,因此接受原假設,不同緯密下所得織物染色縮率平均值相同,即織物染縮率與緯密沒有顯著性的關系,即在本文實驗中不同的緯密下,織物的染色縮率相差不大。
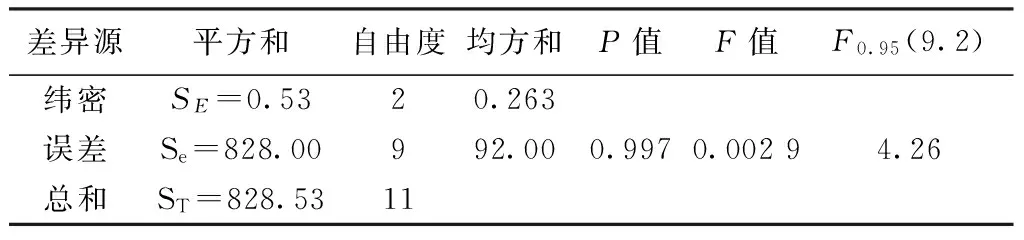
表5 方差分析表
2.3 織物彈性伸長率和彈性回復率
PTT/PET自卷曲絲由于其纖維截面上具有2種收縮率不同的組分,經過染整濕熱處理后,形成其獨特的三維螺旋狀卷曲,因此具有優良的彈性。總纖度相同的PTT/PET自卷曲長絲,由于其纖維橫截面不同、單絲纖度不同,在相同的染整工藝條件下發生了不同的變化,因此其面料彈性也不同。
本文彈性測量采用2種方法:一種是雙軸向拉伸,另一種是定負荷反復拉伸。將2種方法所得的彈性伸長率進行比較。由于本文實驗采用的織物具有緯向彈性,而織物的上機經緯密是決定織物彈性的重要因素,因此本文實驗探究了織物緯密與定負荷彈性伸長率的關系,結果如表6所示。
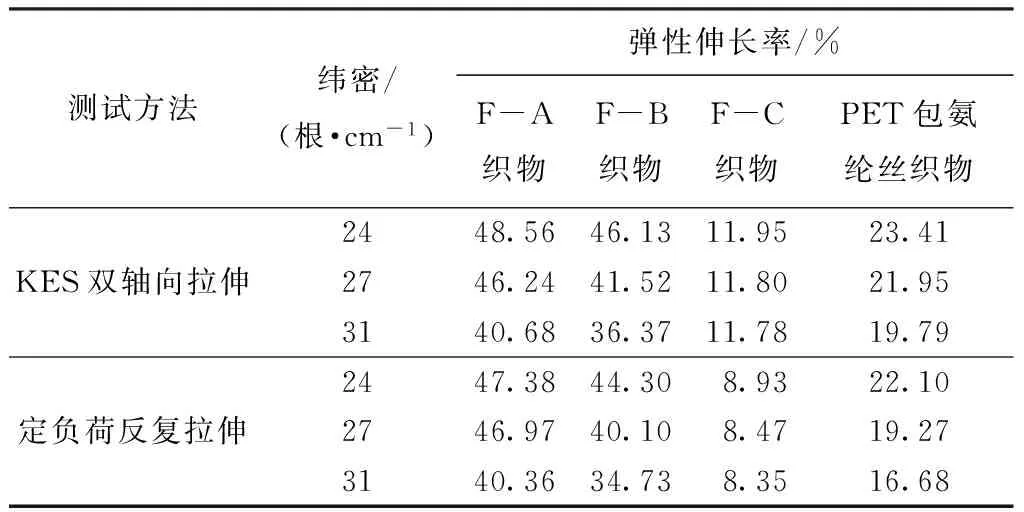
表6 2種測試方法所得彈性伸長率與緯密的關系
從表6可看出,F-A織物和F-B織物的彈性很大,在緯密為24 根/cm時彈性伸長率高于46%。其中F-A織物的彈性伸長率要略大于F-B織物。氨綸織物的彈性伸長率低于F-A織物和F-B織物,僅為20%左右。產生這種現象的原因,一是, PTT/PET自卷曲絲的彈性來源于三維螺旋狀卷曲結構,而氨綸的彈性來源于分子鏈中軟、硬鏈段的交替,并且需要作為包芯紗應用,因此其彈性不如PTT/PET自卷曲絲的彈性伸長穩定、持久;二是本批氨綸織物在染整后處理中進行了預定形處理,緯向被進一步拉伸,因此其彈性伸長率低于其他2種PTT/PET自卷曲絲織物。相比較其他3種織物,F-C織物由于緯紗染整失重率大,纖維結構發生變化,因此彈性伸長率最小,約為11.8%。
從表6還可看出,隨著緯密的增加,彈性伸長率明顯降低。這是因為隨著緯密增加,織物中經緯紗線的交織點增多,使緯紗之間排列緊密,紗線間滑移困難,織物彈性變差,從而導致織物在緯向的彈性伸長能力減弱。
比較這2種測試方法,雙軸向拉伸與定負荷反復拉伸,前者是控制經向伸長不變,后者是不加以控制。2種方法所得彈性伸長率的變化趨勢是一致的,伸長率的大小也相差不大。以雙軸向拉伸所得彈性伸長率為橫坐標,定負荷反復拉伸做的彈性伸長率為縱坐標,做散點圖,并進行直線擬合,結果如圖1所示。R2為0.996 7,說明2種方法都可以用來測量織物的彈性伸長率。這是因為2種測試方法試樣的尺寸不同,雙軸向拉伸試樣的有效尺寸為8 cm;而反復拉伸實驗試樣的有效尺寸為20 cm,因此織物緯向在拉伸時,經向的變化可以忽略。

圖1 2種彈性測試方法擬合直線Fig.1 Fitting line between two methods
針對彈性回復率,定負荷反復拉伸所得彈性回復率與緯密關系如表7所示。隨著緯密增加,4種織物的彈性回復率都增加,但實際上這是一種表面現象,根本原因是彈性回復率與彈性伸長率負相關,因為隨著緯密的增加,織物彈性伸長率減小,而導致彈性回復率增加。
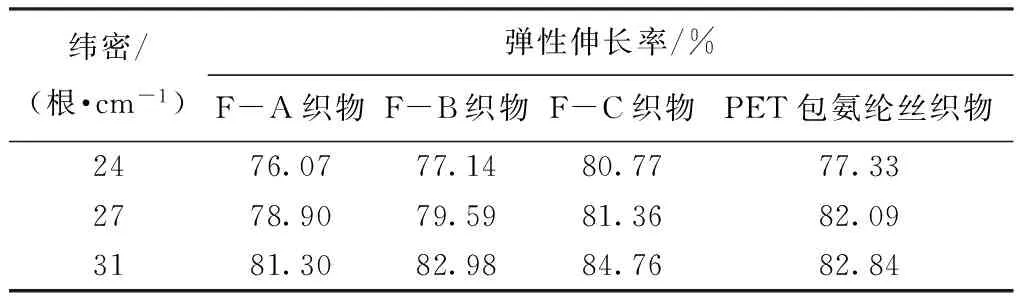
表7 織物彈性回復率和緯密的關系
2.4 堿液處理作用的分析
2.4.1 DSC分析
綜合以上結果發現,F-C織物的染整質量損失率最大,染色縮率最小,與其他2種PTT/PET自卷曲絲織物的彈性相差很大。而一般情況下,盡管3種長絲的生產工藝不同,但這3種PTT/PET自卷曲絲性能差異不是特別大。分析產生這種現象的原因可能有以下2個:在預縮工藝堿減量處理時,由于F-C長絲單絲數多,比表面積大,與堿液的接觸多,水解嚴重,造成減量過大,使F-C緯紗2種組分發生分離,并列型雙組分的纖維結構發生了變化;也有可能是工廠在試織時用錯了緯紗,造成與其他2種織物性能差異很大。
為了驗證織物試織是否錯紗,將F-C織物中的緯紗取下做實驗。經反復實驗和DSC等實驗證實,表2和表4中織物F-C的緯紗確實為PTT/PET復合絲。圖2示出F-C織物中取下的緯紗的DSC曲線。圖中有2個明顯的熔融峰,在222.1 ℃的熔融峰證明了PTT組分的存在,251.7 ℃的熔融峰則證明了PET組分的存在。這說明緯紗中既存在PTT,也存在PET。因此,造成F-C織物性能迥異的原因不是錯紗,而可能是堿減量處理過量的結果。
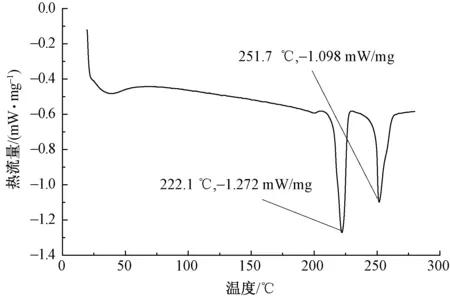
圖2 C長絲DSC曲線Fig.2 DSC curve of PTT/PET self-crimping filament C
2.4.2 光學顯微鏡觀察結果分析
為探究堿處理對纖維的作用結果,將PTT/PET雙組分長絲進行切片,在光學顯微鏡下觀察其橫截面形態。C長絲織物緯紗染整前后截面切片見圖3。圖中a、b分別表示纖維截面的長徑和短徑。染后纖維截面形態明顯不同于原絲,而且1根纖維橫截面顏色均一,看不到2種組分的結合線,有些纖維色深,有些纖維色淺,說明深淺色纖維的吸色性不同。分析認為,由于C長絲的單絲比較細,比表面積大,堿處理時C長絲的2種組分可能發生分離,變成單組分并合絲,失去并列復合絲的彈性,圖3(b)中的深色纖維應該是PTT,而淺色纖維應該是PET。而A長絲和B長絲堿處理后仍然保持并列復合絲結構,見圖4、5,性能自然沒有變化。
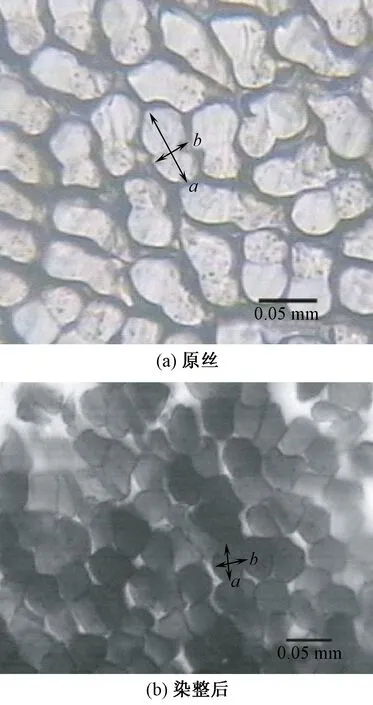
圖3 C長絲的橫截面Fig.3 Cross-section of filament C. (a) Before dyeing; (b) After dyeing
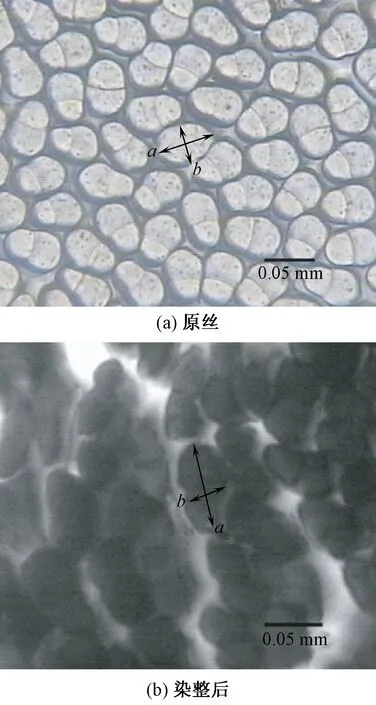
圖4 A長絲的橫截面Fig.4 Cross-section of filament A. (a) Before dyeing; (b) After dyeing
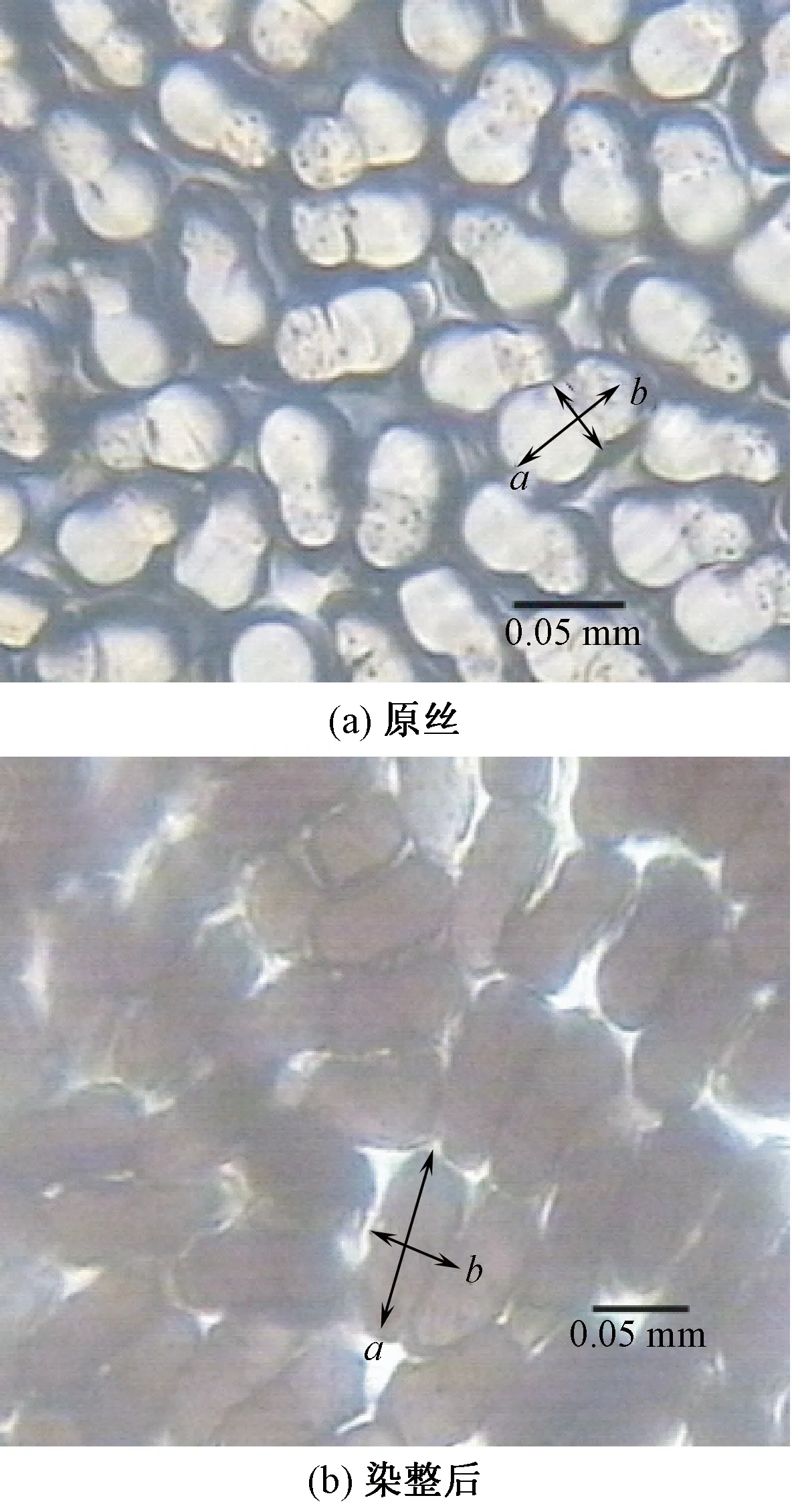
圖5 B長絲的橫截面Fig.5 Cross-section of filament B. (a) Before dyeing; (b) After dyeing
2.4.3 電子顯微鏡觀察結果分析
C緯絲2種組分可能發生分離,從而失去雙組分絲特有的彈性,但是光學顯微鏡拍攝染整后的截面不是很清晰,為了更清晰地觀察3種織物緯絲橫截面形態,在掃描電鏡下對織物中緯絲的纖維截面進行觀察,發現染整后C緯絲的多數橫截面上2種組分出現明顯分離,如圖6所示。而其他2種雙組分絲染整前后橫截面形態幾乎完全相同。 C原絲橫截面中可以清晰地看到2種組分的存在。
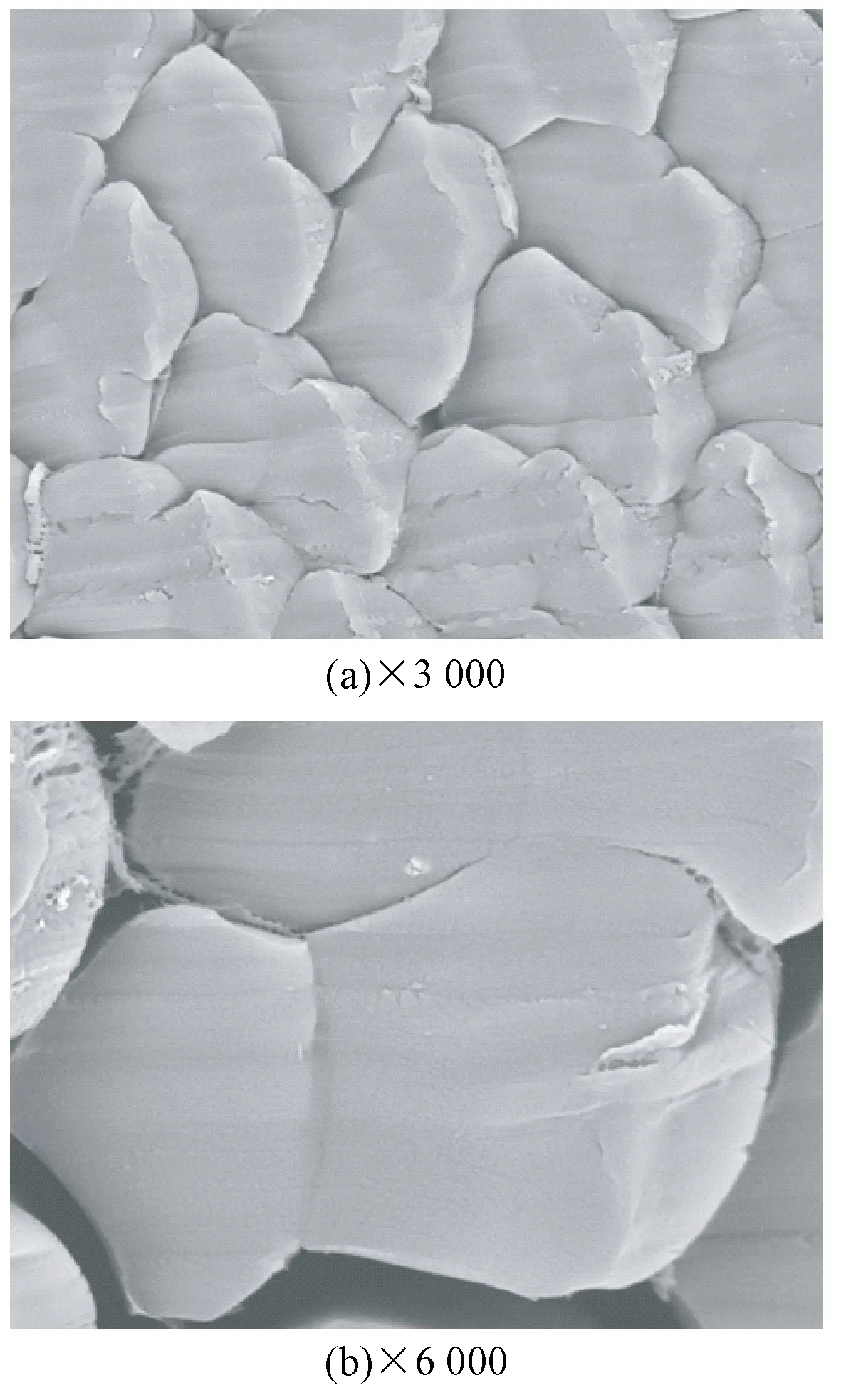
圖6 C原絲橫截面SEM照片Fig.6 SEM images of C precursor cross-section
圖7示出F-C織物中取下的緯絲橫截面圖。從圖中幾乎看不到雙組分的存在,即使有個別雙組分截面存在,但其界面也有很大的裂縫,2種組分即將分離,繼續加大堿量可能會導致分離。A和B單絲纖度大于C纖維,這充分說明了F-C織物由于單絲過細,過量的堿減量處理導致2種組分發生分離,失去雙組分絲特有的三維螺旋狀卷曲結構,因此染色縮率很小,染整質量損失率過大。

圖7 染整后F-C織物中緯絲橫截面SEM照片Fig.7 SEM images of cross-section of weft taken from F-C fabric
分析認為,PTT/PET并列復合絲的2種組分沿界面分離的難易程度還與紡絲工藝有關,PTT和PET的高聚物流體在紡絲組件內相會越早分離越難。
這種現象與桔瓣纖維超高收縮化開纖工藝起到了類似的效果[9-10]。該工藝是使2種或2種以上具有不同收縮率的組分,在高溫、高壓、堿減量處理的條件下產生收縮差,從而使各個組分分離,這種方法適合于2種性能差異較大的纖維生產超細纖維。PTT和PET 2種組分由于太過相近,目前還不能采用這種方法將2種組分分離開制作超細纖維。本文研究發現,一定的堿量處理下,單絲數多的PTT/PET自卷曲絲2種組分可以發生分離。產生這種現象的原因可能是,該種自卷曲長絲在紡絲時2種組分相會較晚,結合不夠緊密,因此在堿量過大時,共同導致了這種現象的產生。
3 結 論
相同工藝堿處理時,織造密度高的PTT/PET自卷曲絲織物質量損失率偏低,單絲偏細的自卷曲絲織物質量損失率偏高,原因是該類纖維的比表面積最大,與堿液接觸充分,受堿液腐蝕程度大。某公司生產的PTT/PET自卷曲絲織物由于質量損失率過高, PTT和PET二組分在復合的界面出現分離,對纖維彈性損失很大,失去了雙組分絲應有的高彈性。該現象同時說明PTT和PET二組分材料有可能通過桔瓣式復合紡絲等方式制造超細纖維。
在PTT和PET 2組分材料不發生分離的條件下, PTT/PET自卷曲絲的織物染色縮率差異不大,一般都在38%~40%之間,單纖維比較粗時其織物染色縮率略大,因織造密度相近,緯密對織物染色縮率影響不顯著。
一般情況下,3種PTT/PET自卷曲長絲的彈性差異有限。其中,F-A織物比F-B織物彈性伸長率略高,PTT/PET并列復合絲織物的彈性伸長率大于PET包氨綸絲織物。織造密度越大,彈性伸長率越低,彈性回復率越高。
[1] 顏冬梅, 李淑華. 并列復合纖維及其生產討論[J]. 北京化纖, 2000(2): 9-12. YAN Dongmei, LI Shuhua. Side-by-side composite fiber and its manufacture[J]. Beijing Chemical Fiber, 2000(2):9-12.
[2] 肖海英. PET/PTT卷曲形貌與卷曲彈性研究[D]. 上海:東華大學, 2009:46-50. XIAO Haiying. Study on the crimp figure and elasticity of the PET/PTT bicomponent fiber[D]. Shanghai: Donghua University, 2009:46-50.
[3] 王慷,羅錦,徐廣標,等. PTT/PET自卷曲長絲的拉伸和彈性回復性能[J]. 合成纖維, 2009(5):15-19. WANG Kang, LUO Jin, XU Guangbiao, et al. Stretching and elastic recovery of PTT/PET self-crimping filament[J]. Synthetic Fiber in China, 2009(5):15-19.
[4] 劉志軍. PTT/PET并列復合纖維及其織物的性能研究[D]. 上海:東華大學, 2007:50-53. LIU Zhijun. Study on the properties of PET/PTT bicomponent fiber and its fabrics[D]. Shanghai: Donghua University, 2007:50-53.
[5] LUO Jin, WANG Fumei, XU Guangbiao. Factors affecting crimp configuration of PTT/PET bi-component filaments[J]. Textile Research Journal, 2011,81(5):538-544.
[6] 王府梅. 服裝面料的性能設計[M]. 上海:東華大學出版社, 2000:9-11. WANG Fumei. Performance Design of Garment[M]. Shanghai: Donghua University Press, 2000:9-11.
[7] 賀良震,季莉,邵改芹. 滌綸及其混紡織物染整加工[M]. 北京:中國紡織出版社, 2009:17-23. HE Liangzhen, JI Li, SHAO Gaiqin. Dyeing and Finishing of Polyester and Its Blended Fabric[M]. Beijing: China Textile & Apparel Press, 2009:17-23.
[8] 莊楚強,何春雄. 應用數理統計基礎[M].廣州:華南理工大學出版社,2007:228. ZHUANG Chuqiang, HE Chunxiong. Application of Mathematical Statistics[M]. Guangzhou: South China University of Technology Press, 2007:228.
[9] 王延虎,翟回龍,成萬輝. 滌棉復合絲高裂離縮纖技術及應用[J]. 針織工業, 2012(6):25-29. WANG Yanhu, ZHAI Huilong, CHENG Wanhui. Cracking and fiber shrinkage technology of polyester/cotton composite filament and its application[J]. Knitting Industries, 2012(6): 25-29.
[10] 薛元,王潮霞,曹艷,等. 超細滌/棉復合絲剝離機理與工藝研究[J]. 紡織學報,1998,19(4):196-199. XUE Yuan, WANG Chaoxia, CAO Yan, et al. Study on micro polyester/cotton composite filament stripping mechanism and technology[J]. Journal of Textile Research, 1998,19(4):196-199.
Structure change of self-crimping bi-component filament after dyeing and finishing process and its elasticity
YANG Zhuli1, WANG Fumei1,2, QIN Li3
(1.CollegeofTextiles,DonghuaUniversity,Shanghai201620,China; 2.KeyLaboratoryofTextileScience&Technology,MinistryofEducation,DonghuaUniversity,Shanghai201620,China; 3.DuPont(China)Research&DevelopmentandManagementCo.,Ltd.,Shanghai201210,China)
The purpose of this study was to investigate the apparent performance of different self-crimping bi-component filament fabrics during finishing and the elasticity of their end-products. Therefore, three kinds of PTT/PET self-crimping bi-component filaments made by different factories were woven, dyed and finished under the same process conditions and then compared with polyurethane fiber fabric. The weight reduction rate, weft shrinkage, elastic elongation and elastic recovery percentage of the above four kinds of fabrics were obtained. The results indicated that with the increase of DPF, the weight reduction rate decreases but the weft shrinkage increases. The weight reduction rate decreases as the fabric count increases. The elastic recovery decreases as the elastic elongation increases. Optical microscopy, scanning electron microscopy and differential scanning calorimetry (DSC) examinations showed that due to the finer DPF and larger specific surface area, one kind of PTT/PET filament exhibited separation of the two components resulting from caustic corrosion during the process of dyeing and finishing and hence the high elasticity inherent in bi-component filaments was lost.
PTT/PET self-crimping filament; polyurethane fiber; alkali weight reduction; elasticity; weft density
10.13475/j.fzxb.201501006408
2013-08-16
2014-09-26
楊竹麗(1989—),女,博士生。研究方向為紡織材料與紡織品設計。王府梅,通信作者,E-mail: wfumei@dhu.edu.cn。
TS 151.9
A