471傳動軸鍛件閉式模鍛工藝研究
2015-06-21 10:53:16張娜娜白孝俊夏占雪第一拖拉機股份有限公司鍛造廠
鍛造與沖壓 2015年15期
文/張娜娜,白孝俊,夏占雪·第一拖拉機股份有限公司鍛造廠
471傳動軸鍛件閉式模鍛工藝研究
文/張娜娜,白孝俊,夏占雪·第一拖拉機股份有限公司鍛造廠
近年來,隨著“綠色鍛造”理念的興起,加上鍛造行業競爭的日趨激烈,迫切需要我們進行節能降耗以降低生產成本。提高材料利用率成為了首選措施,各鍛造企業根據自己的產品、設備及技術等實際情況紛紛開發閉式模鍛工藝。
471傳動軸是我公司為英國某知名公司生產的鍛件,鍛件三維造型如圖1所示。該鍛件材料為17CrNiMo6,最大直徑φ132mm,最小直徑φ49.5mm,總長195mm,重量8.1kg,熱處理方式為等溫退火,硬度要求159~207HBW。該產品結構上并不復雜,屬于大盤細桿類產品,可鍛性稍差,一般采用拔長后終鍛的方式制造。本文依據我公司生產實際,以其為研究對象,研發一種新型的適合此類產品的閉式模鍛工藝,在16000kN離合器式螺旋壓力機上實現批量生產。

圖1 傳動軸鍛件
工藝分析
471傳動軸最初是在我公司修鍛車間生產,其工藝是棒料經煤氣爐加熱后,在空氣錘上通過自由鍛拔長桿部,然后在胎模里最終鍛打成形,利用該工藝生產出來的鍛件表面質量差,產品質量不穩定,生產效率較低,班產只有80件左右。
2007年我公司購進了一臺16000kN離合器式螺旋壓力機,用于生產轉向節,由于負荷不滿,準備在該設備上開發其他類型產品。由于該設備打擊速度相對較慢,上下模可以承擊,具備開發閉式模鍛工藝條件,我公司決定在其上開發471傳動軸閉式模鍛工藝。
通過分析,我們初步將傳動軸工藝定為:加熱→鐓粗→預鍛→終鍛→打磨→等溫退火→噴丸→防銹→入庫。其中,加熱工序使用中頻感應爐,提高生產效率的同時保證產品外觀質量,棒料鐓粗后去除氧化皮,在預鍛時將頭部和部分桿部擠出,在終鍛時擠出桿部并鐓粗成形大盤。
工藝及工裝設計
鐓粗模具設計
鐓粗模的作用不僅是要去除氧化皮,使坯料直徑變大、高度變低,還起到預先分配金屬的作用。由于在預鍛和終鍛時需要盡量減少金屬水平方向流動(金屬流動劇烈將會導致模具壽命較低),為了減少鍛件充不滿情況,需要讓坯料在水平方向分布均勻,所以鐓粗工步棒料的定位是非常重要的。一般將鐓粗模下模局部設計得比坯料直徑大0.5~1mm(考慮到坯料直徑的正偏差),用于放料定位。有了定位,操作工將很容易將坯料放正,鐓出來的中間坯形狀才規整,同時也應考慮到鐓粗后的坯料放入預鍛后需要具備良好的定位,所以鐓粗模下模形狀也考慮到了和預鍛模的匹配。鐓粗后坯料的厚度及直徑和預鍛大盤直徑有較大的關系,最大直徑應只比預鍛大盤直徑小1~2mm。為了簡化設計,鐓粗上模直接設計為平模。模具材料使用H13,設計好的鐓粗模如圖2所示。
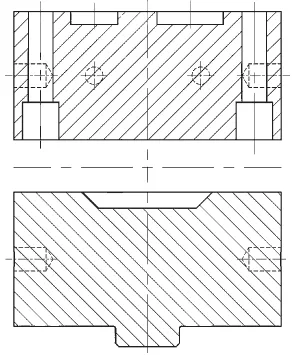
圖2 鐓粗模
預鍛模具設計
預鍛模的設計至關重要。從鍛件來看,上模部分較短,可以在預鍛全部成形;下模部分桿部細長,預鍛時必須擠出部分桿部,不然終鍛時桿部容易充不滿。但預鍛桿部成形太多,也必然導致預鍛成形力過大,造成設備悶車或損壞模具。我們設計讓桿部成形約1/3,同時也注意到,預鍛后的毛坯無論如何是不能出現殘留毛刺的,最好是預鍛后大盤邊緣局部充不滿,如果出現殘留毛刺,應調整預鍛工步打擊行程或重新設計預鍛型腔。
預鍛模上模(又叫凸模)設計:
⑴為了減少摩擦,在凸模進入凹模部分上做出一圈凹槽,凹槽深度為2mm,寬度大于15mm,防止產生毛刺后摩擦力過大導致設備悶車或損壞模具;
⑵為了防止折紋,凸臺直徑應比終鍛直徑小1mm左右,圓角應比終鍛大;
⑶由于未設計頂出,凸臺斜度應設計在2°左右或更大,防止鍛件粘上模。
預鍛模下模(又叫凹模)設計:
⑴為了提高桿部填充效果,在大盤和桿部的連接處設計了一個45°漏斗形狀的引導段,引導坯料流向桿部;
⑵凹模上設計有一段直段作為導向段引導凸模進入凹模,其長度與鐓粗后坯料的厚度有關,即鐓粗后的坯料放入預鍛型腔后,應比凹模低約10mm,防止沖頭壓住坯料時坯料水平方向流動流出凹模;
⑶頂出設計。直接將桿部下端開通作為頂桿孔,頂桿直徑設計為比鍛件桿部端頭直徑小1mm;
⑷氣孔設計。由于桿部較長,為了改善桿部填充性,應設計氣孔來減少型腔內壓力,該傳動軸在做頂出設計時利用頂桿和桿部的間隙來作為氣孔使用。
預鍛模設計中的關鍵工藝參數是沖頭和凹模的間隙,該間隙和設備導向精度有關,其大小直接影響到鍛件的同軸度,同時影響終鍛工序,如果間隙過大,鍛件出現縱向毛刺,終鍛時將會使鍛件出現折疊,如果間隙過小,將會碰壞沖頭,嚴重的甚至導致設備悶車,該傳動軸取單邊間隙0.25mm。模具材料使用H13,設計好的預鍛模如圖3所示。
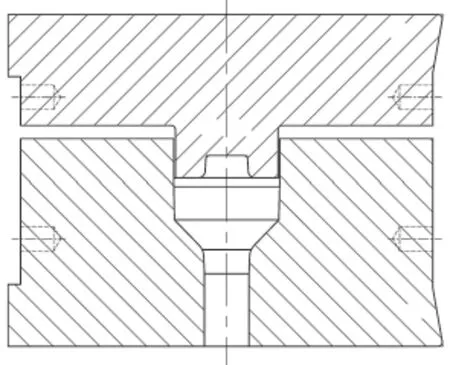
圖3 預鍛模
終鍛模具設計
終鍛模的設計相對于預鍛模來說簡單很多,凸模和凹模的間隙與預鍛模設計原則一致。
終鍛上模(凸模)設計:
由于終鍛成形力變大,一般會在大盤邊緣擠出少許縱向毛刺,這時凸模進入凹模部分也應像預鍛模一樣設計一道凹槽,防止鍛件卡在凸模上。
終鍛下模(凹模)設計:
⑴導向段設計。其長度和預鍛后坯料大盤厚度有關,即預鍛坯料放入終鍛模后,應比凹模低10mm以上;
⑵凹模桿部長度應比熱鍛件桿部長2~3mm,防止鍛件桿部出現充不滿;
⑶頂出設計,頂桿直徑和頂桿孔尺寸和預鍛模一樣,并利用其間隙作為氣孔,改善桿部填充情況。
模具材料使用H13,設計好的終鍛模如圖4所示。

圖4 終鍛模
工藝模擬的應用
為了降低開發成本,采用工藝模擬軟件對工藝方案進行了模擬驗證,確定了工藝方案理論上的可行性,分配好各工步變形量,經過生產驗證,模擬結果和生產實際非常接近,如圖5所示。

圖5 鐓粗、預鍛、終鍛成形模擬
生產驗證
471傳動軸模具制作完成后,開始在我公司16000kN離合器式螺旋壓力機上進行調試,坯料溫度(1150±30)℃,我們逐一調試了鐓粗、預鍛和終鍛工步(圖6),并解決了預鍛出現毛刺、設備悶車、鍛件充不滿、大盤厚度超差等問題,順利進行小批量試生產。
在隨后的小批量試生產驗證時,我們發現預鍛和終鍛凸模壽命偏低,只有1000件左右,為了解決這一問題,我們改進了預鍛和終鍛凸模,并將凸模設計為鑲塊式來降低模具成本;大批量生產時,471傳動軸班產達到600件左右,材料利用率達到98%,模具壽命約2000件。

圖6 各工步坯料形態
生產過程注意事項
鍛件生產出來后,通過等溫退火,然后清理掉表面氧化皮,防銹處理后就完成了該傳動軸的鍛件生產過程。在生產過程中應注意以下事項:
⑴由于是閉式模鍛,坯料的大小直接影響到鍛件的厚度方向尺寸,要求原材料采購時直徑偏差至少應符合GB/T 702-2008所規定的第二組偏差,下料工序下料長度應控制在±0.5mm,管理較好的企業可以按照重量下料。
⑵為了便于鍛件出模和保證模具壽命,應對模具進行一件一潤滑冷卻,如果鍛件下模容易出現充不滿而模具又沒有氣孔的話,應盡量避免選用會產生較多氣體的脫模劑,我公司使用的是石墨乳。
⑶料溫對鍛件充滿影響較大,應保證料溫符合工藝要求,偏差應至少控制在±30℃以內。
結束語
經過我公司生產驗證,這種“閉式模鍛”生產傳動軸類鍛件的工藝經濟實惠,生產效率高。鍛件流線符合要求,質量穩定,拔模斜度只有2°,外觀較好,無充不滿、折紋、折疊等缺陷。通過進一步完善,目前已推廣應用到了驅動輪軸、齒輪、法蘭等多種類型的產品上,實現了批量生產,年產量大概在7萬件。閉式模鍛工藝的成功研發,不僅進一步提高了我公司鍛件材料利用率,省掉了一道切邊工序,降低了生產成本,且為我公司開發精鍛工藝奠定了良好的基礎。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
