超高強度鋼精密冷沖裁的國外研究現(xiàn)狀
2015-06-21 10:40:54張祥林李正龍曹志洪華中科技大學(xué)材料學(xué)院材料成形與模具技術(shù)國家重點實驗室
鍛造與沖壓 2015年4期
關(guān)鍵詞:工藝
文/張祥林,李正龍,曹志洪·華中科技大學(xué)材料學(xué)院材料成形與模具技術(shù)國家重點實驗室
超高強度鋼精密冷沖裁的國外研究現(xiàn)狀
文/張祥林,李正龍,曹志洪·華中科技大學(xué)材料學(xué)院材料成形與模具技術(shù)國家重點實驗室

張祥林,博士生導(dǎo)師,教授,主要從事金屬塑性成形理論、工藝與模具的研究與教學(xué),2005年以來持續(xù)開展精沖工藝與模具技術(shù)研究。
近年來,由于人們對汽車安全性要求的日益提高和環(huán)保意識的加強,世界各國對汽車安全和環(huán)保法規(guī)的控制越來越嚴(yán)格,汽車公司紛紛通過輕量化技術(shù)改善燃料的消耗,降低廢氣排放。因此,抗拉強度大于1000MPa的超高強度鋼在白車身零件上的應(yīng)用越來越多。盡管用超高強鋼材料制造的零件具有優(yōu) 越的機械性能,但隨著板料強度的增加,沖壓加工變得愈發(fā)困難,成形性顯著降低。一方面超高強度鋼板在室溫下的塑性變形范圍很窄,所需的沖壓力大,另一方面沖壓成形后零件的回彈增加導(dǎo)致零件尺寸和形狀穩(wěn)定性變差。
一般而言,加工高硬度的零件的工藝過程是首先對材料軟化后進行加工,然后對材料進行淬火和回火,最后研磨得到需要的精度。盡管Neugebauer等日本精沖界權(quán)威的研究表明,熱沖壓能有效改善超高強度鋼板的回彈和成形性,但是存在需要附加預(yù)加熱和冷卻系統(tǒng)以及加熱過程中的氧化等問題,并且后續(xù)工序多。而冷沖裁是直接對淬火與回火后的高強度材料進行精密沖裁,不需要對材料再淬火和回火,也不需要后續(xù)的再加工,因此,節(jié)約了大量的時間和成本。根據(jù)筆者最近參加的第十一屆國際塑性技術(shù)會議內(nèi)容,本文主要介紹目前日本超高 強度鋼的精密冷沖裁技術(shù)。
超高強度鋼的精密冷沖裁研究現(xiàn)狀
在超高強度鋼的精密冷沖裁加工方面,由于沖裁力大,模具壽命低等問題,國內(nèi)近幾年才開始相關(guān)研究,而日本一些學(xué)者則在這方面積累了一定的經(jīng)驗。
超高強度鋼凸模刃口帶小圓角的小間隙沖裁
Mori等人選用小間隙(間隙c=0.8%t)模具對超高強度鋼板進行沖裁,實驗所用超高強度鋼的機械性能如表1所示,由于超高強度鋼板韌性低,在小間隙沖裁過程中拉應(yīng)力小,延遲了板料中裂紋的起源。但在小間隙沖裁中,凸凹模鋒利的刃口易于崩刃。為了防止模具刃口崩刃,他們對凸模刃口倒小圓角,如圖1所示,R=0mm相當(dāng)于傳統(tǒng)的具有鋒利刃口的凸模。小圓角可以避免在小間隙沖裁中凸凹模的接觸,以及延遲裂紋的起源。另外,凸模的側(cè)表面具有一個弧度,可以減少凸模與材料的接觸面積。

表1 超高強度鋼的機械性能
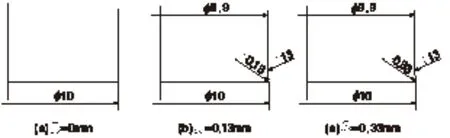
圖1 凸模刃口具有小圓角
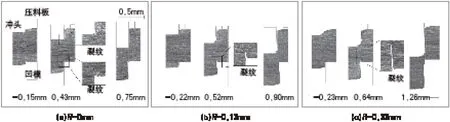
圖2 刃口圓角對JSC980Y材料變形的影響
凸模刃口圓角對超高強度鋼JSC980Y變形行為的影響如圖2所示,其中s是凸模的行程。對于R=0mm,裂紋從凸模和凹模兩側(cè)邊緣發(fā)展;R=0.13mm和R=0.33mm時,裂紋只從凹模邊緣發(fā)展,凸模的小圓角緩解了刃口附近的變形集中,抑制了凸模邊緣裂紋的發(fā)展。
由于凸模刃口的小圓角,凸模刃口邊緣的變形集中得到緩解,延遲了凸模邊緣的板料裂紋的產(chǎn)生,擴大了零件斷面的光亮帶,并通過有限元軟件驗證了這一結(jié)果。凸模刃口圓角為R=0.13mm時,能有效的提高超高強度鋼板剪切斷面質(zhì)量。當(dāng)凸模刃口具有小圓角時,由于剪切邊緣有很大的壓應(yīng)力,可以延遲裂紋的產(chǎn)生和提高疲勞強度。并且,在涂有TiN和TiAlN涂層的硬質(zhì)合金 鋼凸模上,當(dāng)有小的刃口圓角時,在沖裁1000次后其抗粘著磨損性能依舊良好。
超高強度鋼的光潔沖裁與整修
Murakawa等人對上述方法進行了改進,開發(fā)出了一種將光潔沖裁和整修相結(jié)合的精密沖裁工藝。實驗所用超高強度鋼的機械性能如表2所示。圖3為沖裁的一套模具及相應(yīng)參數(shù),只要換一組凸凹模,就可以在這套模具上進行超高強度鋼的整修過程。圖4為整修工藝示意圖,沖裁間隙為0.02mm,光潔沖裁過程凹模刃口圓角Rd=0mm,對于超高強度的SK85材料,凸模刃口圓角Rp=0.4mm,整修過程凸凹模刃口圓角都為0mm。

表2 超高強度鋼的機械性能
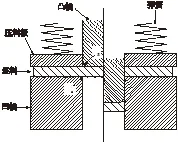
圖3 模具結(jié)構(gòu)圖
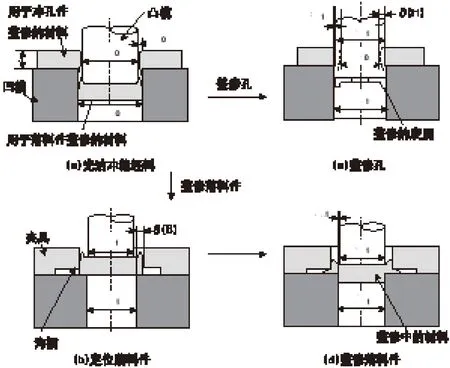
圖4 整修工藝示意圖
表3顯示了超高強度鋼SFPC980Y材料整修前后沖裁件的斷面質(zhì)量,整修后落料件的斷面幾乎完全是光滑的剪切斷面,沖孔件整修前的斷面比較粗糙,整修后90%以上都是光滑的斷面。
Murakawa和Shionome等人還研究表明,即使在大厚度(t=4mm),高硬度(460HV,45H RC)的SK85(q&t)材料和甚至硬度更高的(55HRC)的SK85(q&t)材料,光潔沖裁與整修相結(jié)合的工藝仍然可以有效地降低表面平均粗糙度,還可以提高尺寸精度。
Murakawa等人的方法節(jié)約了大量的時間和成本。并且,這種相結(jié)合的工藝能讓材料具有良好的耐延遲斷裂性能。該方法成功的關(guān)鍵是找到光潔沖裁和整修的最合適的工藝參數(shù)。 筆者認(rèn)為,凸模的處理也是非常關(guān)鍵的。
超高強度鋼精密冷沖裁中可修正凸凹模偏心率的工藝
Jaafar等人研發(fā)了一種適用于超高強度鋼板小間隙沖裁的工藝,在這種工藝中凹模可以自動移動,以修正凸凹模之間的偏心率,如圖5所示。凸模表面涂有TiCN涂層,凸模刃口圓角為0.3mm,沖裁間隙為0.008mm,實驗材料為JSC980Y(t=1.4mm)和JSC1180Y(t=1.2mm)。

表3 整修對SPFC980Y鋼剪切斷面的影響(v=140m/s,t=1.4mm)

圖5 凹模可移動的超高強度鋼的小間隙沖裁

圖6 小間隙沖裁JSC980Y鋼剪切斷面圖(v=3mm/s)
對于固定凹模的小間隙沖裁,由于凸凹模之間的偏心率導(dǎo)致沖裁間隙分布不均勻,如圖6所示,零件在0°至180°之間斷面的光亮帶很寬,而在180°至0°之間斷面的斷裂帶很寬。剪切斷面的狀態(tài)在沖裁前3次基本相同。凹模可移動時,第一次沖裁后,剪切斷面斷裂帶的寬度在180°至0°之間很寬,當(dāng)沖裁次數(shù)在4次及以上時,零件在整個圓周方向都可獲得很寬的光亮帶。
該工藝的沖裁過程中,凹模在一個平衡力的作用下移動,數(shù)次沖裁可將凸凹模之間的偏心率從7μm降低到1μm。由于偏心率的降低,提高了低韌性超高強度鋼板沖裁剪切斷面的質(zhì)量,使剪切斷面光亮帶的 寬度增加,斷裂帶的寬度減小。
結(jié)束語
由于超高強度鋼在采用精密冷沖裁工藝沖裁后既不需要淬火和回火,也不需要后續(xù)再花時間研磨,所以在不降低生產(chǎn)率的情況下,可以得到高尺寸精度和高斷面質(zhì)量的沖裁零件,因此,超高強度鋼的精密冷沖裁工藝具有很大的應(yīng)用前景。
目前,超高強度鋼的精密冷沖裁工藝尚處在實驗研究階段,三位日本學(xué)者的研究各有側(cè)重點,都能在一定程度上提高超高強度鋼冷沖裁的斷面質(zhì)量,而超高強度鋼的精密冷沖裁工藝以及與精沖的關(guān)聯(lián)性也應(yīng)該引起我國業(yè)界的高度重視。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
