V5數字化壓機線仿真系統的應用
2015-06-21 10:40:54賀本湖陸悅王平上海大眾汽車有限公司
鍛造與沖壓 2015年4期
文/賀本湖,陸悅,王平·上海大眾汽車有限公司
V5數字化壓機線仿真系統的應用
文/賀本湖,陸悅,王平·上海大眾汽車有限公司

賀本湖,工程師,主要從事大型沖壓設備規劃工作,對高速沖壓線的規劃和優化有較深的研究,目前致力于不同輸送系統的模擬流程和優化方面的研究。
上海大眾汽車有限公司自南京分公司開始引進第一條來自德國舒勒壓力機有限公司的橫桿式機械自動化高速壓機線以來,其整線沖次相對于傳統沖壓線有了很大的提高,每分鐘可生產15個沖壓件。但是,高速線相對于傳統線在使用上也有一定的區別。對于傳統沖壓線,可以直接在現場編程和優化,直至達到理想沖次。而高速沖壓線由于需要優化到的沖次高,機械手運行快,只是在現場編程優化可能無法達到理想沖次,因此與高速線配套的數字化壓機線仿真系統的應用就極為重要。它可以在電腦中離線仿真編程和優化沖次,發現干涉,然后將優化結果應用到生產中,現場再根據實際情況對編程曲線進行必要調整,該系統在整個生產過程起到了至關重要的作用。
V5數字化壓機線仿真系統簡介
針對舒勒橫桿式機械自動化高速壓機線,上海大眾需要配套使用數字化壓機線仿真系統。V5PLS基于V5 CATProcess,將壓機線模型,包括零件、模具、端拾器等作為資源插入到這個Process模型中。V5數字化壓機線仿真系統(V5PLS)盡量檢查舒勒橫桿式機械自動化高速線所用模具與橫桿機械手可能出現的干涉情況(模具自身的干涉問題不在檢測范圍內);同時可以使用V5PLS為不同的模具設計出合理的運動曲線,包括一些參數,用于生產線生產。模擬結果應用到現場時,技術人員可能會對其作相應的必要調整,但參考模擬結果可以大大降低現場調整的難度。V5PLS所提供的模擬結果與實際生產相結合,對于現場的生產起到事半功倍的效果。圖1是V5PLS的壓機線視圖。

圖1 V5PLS壓機線視圖
V5數字化壓機線仿真系統的必要性
很多習慣了傳統壓機線的人一開始會質疑數字化壓機線仿真系統的必要性。事實上,運用了V5數字化壓機線仿真系統,正是為了將設備使用的復雜度降低,減少調試機械手到整套模具達到理想沖次運行的時間,同時壓機線的效率又可以得到提高。如果在生產現場上拿一條經驗曲線進行修改,這條曲線可能存在許多干涉,這將要花掉很長時間來調整機械手和模具,零件和模具等之間的干涉。即使花掉了很多的時間避免了和下模的干涉,但是機械手的最高速度大大的降低了,甚至只有2~3次,現場面對如此龐大的一個設備,若想提高它的最高沖次是十分困難的。機械手的最高速度已經很低了,那么整線沖次就沒有提高的可能了。而如果預先使用V5數字化壓機線仿真系統為模具設定出特定的曲線和參數,那么在調試機械手和下模的干涉的時候,就會很容易,可能只需要很少的時間就會解決可能存在的干涉問題,很可能還不會影響到機械手的最高速度,即使機械手的最高速度降低了,還可以將曲線返回仿真系統中,在仿真系統中將機械手最高速度提高是一件很容易的事情。同時,仿真系統還可以看出模具可以做到的最高沖次,生成現場生產時需要的相應提前啟動角、機械手和機械手之間相位差等重要參數,這些對于實際生產都是很重要的信息。
V5數字化壓機線仿真系統編程使用
應用V5數字化壓機線仿真系統,首先要對這套系統進行編程仿真。在進行仿真之前,需要準備用于仿真的資源,包括符合要求的模具、零件、端拾器等。
在上述資源準備完畢后,就可以開始新建仿真工程,接著根據已經準備好的仿真資源生成資源模板,將資源模板插入到工程中。在插入所有要求的資源后,需要將特定的零件、模具、端拾器等等都分配給相應的壓機線元件。這樣,才能在仿真中移動這些元件。接下來,要將工序件進行工作位置、取件位置、放件位置的定位,這三個位置里還包括繞著X、Y、Z軸的角度。在這里,還應該注意零件位置的限制。
在上述準備工作全部完成后,就可以進入曲線編程階段。這是V5PLS非常重要的一項功能。舒勒公司的橫桿機械手的運動是定義在各個軸上的運動,檢查每個機械手和下模的干涉情況。曲線調整完成后,就基本完成了機械手和下模的干涉檢查工作,可以開始調整壓機線同步了。它同步了壓機線所有元件的運動:包括壓機和機械手。在這個步驟里,如果發現機械手與上模干涉情況不理想,有可能需要返回到前一個曲線編程的步驟,再進行一定的調整。每個工位同步檢查完畢,就可以進行一次整線模擬。編程使用流程如圖2所示。
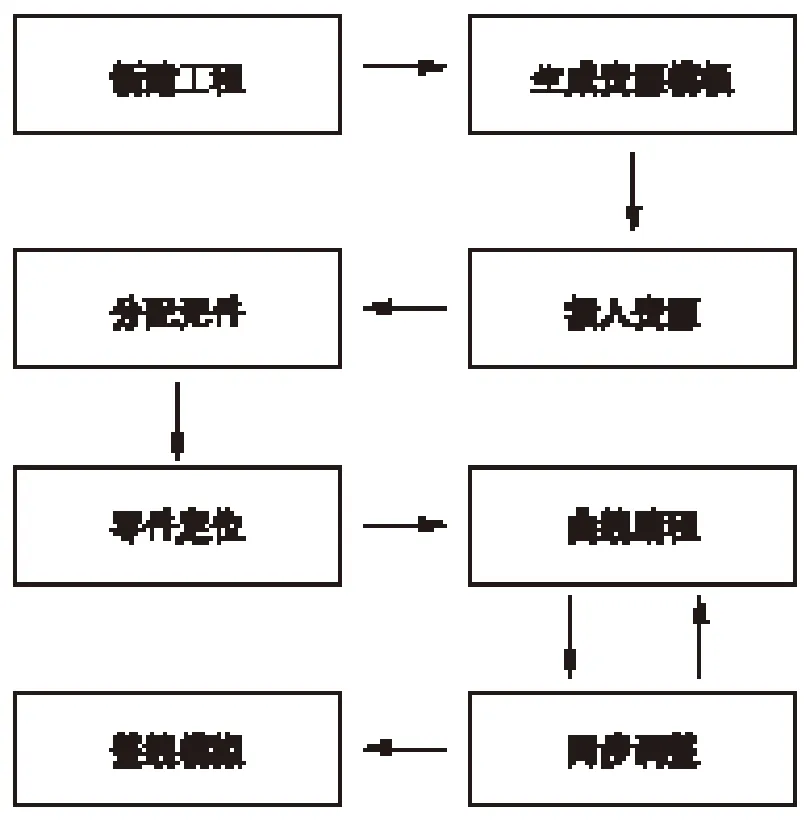
圖2 V5PLS編程使用基本流程
同時,還可以使用很多軟件中的其他功能來輔助檢查,譬如碰撞檢測、干涉體檢查等等,最終生成現場生產需要的文件。
V5數字化壓機線仿真系統在實際中的應用
V5數字化壓機線仿真系統在實際生產中的應用十分重要,這主要體現在兩個方面:作為模具設計階段的設計參考和現場生產時的優化參考。
在整個流程中,V5PLS首先對模具結構進行檢查,同時可以生成模具區域反饋給模具設計人員進行模具結構的更新。事實上,在模具結構完全設計出來之前,就可以將設計效果呈現給模具設計人員進行參考,如果模具結構有更新就再進行仿真的更新。同時,V5PLS可以提供文件給車間現場進行端拾器搭建,在線調試無干涉后,再將結果反饋給仿真人員。仿真人員對于現場反饋的結果進行優化后,再返回給現場進行連續運行生產。這個過程中,可能來來回回會有幾次優化和反饋。
完成上述工作后,基本上一套新模具在高速線上的運行優化流程已經完成。如果在以后的生產中還需要對沖次進行優化的話,可以重復其中的某些步驟。
結束語
如今,隨著壓機線自動化技術的發展,沖壓線已經進入高速壓機線的時代,高沖次是沖壓線的一個很重要的指標。上海大眾汽車有限公司已經陸續引進了多條舒勒Crossbar Feeder機械自動化高速線,為上海大眾生產出了多個車型的零件。這當中,V5數字化壓機線仿真系統起到了十分重要的作用。在模具設計階段,仿真系統就可以參與其中;模具結構出來后,仿真系統進行干涉檢查,模擬沖次,提供給現場生產使用;現場也可以將結果反饋給仿真系統,在仿真系統中多次優化,達到理想狀態。這套系統給實際生產提供了巨大便利。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
