汽車前軸熱處理有限元模擬
2015-06-21 10:41:39朱國軍李偉楊冠南湖北三環車橋有限公司汽車技術部
鍛造與沖壓 2015年3期
關鍵詞:變形
文/朱國軍,李偉,楊冠南,黃 波·湖北三環車橋有限公司汽車技術部
汽車前軸熱處理有限元模擬
文/朱國軍,李偉,楊冠南,黃 波·湖北三環車橋有限公司汽車技術部

朱國軍,技術部部長,工程師,主要從事塑性成形工藝理論與生產實踐相結合的研究,精于特種鍛造輥鍛成形工藝技術。參與編寫國家級鍛壓教材《特種鍛造》第五分冊,擁有2項專利。
前軸有限元模擬可行性分析
使用Ansys、Abaqus等軟件對車橋進行有限元分析,可以在一定程度上反映工件的實際溫度場與應力場。零件在鍛造與熱處理過程中經歷了變形和溫度急劇變化的過程,在這個過程中零件內部溫度場和應力場的變化影響到最終的組織與性能,如果能夠模擬出鍛造、熱處理過程中零件的溫度場和應力場是如何分布與變化的,就能分析材料最終的變形、組織分布、性能等情況,也能夠以此來指導生產、改進生產工藝。
采用有限元軟件模擬,并不是只有考慮全部情況的模擬才是有價值的,有時候一些近似的模擬,也能夠起到一定作用,圖1所示為典型前軸類零件。
零件材料為42CrMo,熱物性參數見表1。材料密度為7.804g/cm3,臨界點溫度(近似值):Ac1=730℃、Ac3=800℃、Ms=310℃。設定介質溫度40℃、介質對流換熱系數1200W/(m2·℃)、材料線脹系數和彈性模里后,用Ansys軟件對其進行模擬,分析淬火時的溫度場變化。
經過計算,得到該工件在淬火30s時4個具有代表性的截面溫度分布情況如圖2所示。

圖1 前軸類零件

表1 42CrMo熱物性參數
A截面在淬火100s時的溫度分布與截面不同位置的溫度—時間曲線如圖3所示。
C截面在淬火100s時的溫度分布與截面不同位置的溫度—時間曲線如圖4所示。
從該模擬結果,可以幫助我們做出以下判斷和預測:
⑴可以判斷C、D截面的中心溫度更高,該樣品A、B截面先達到Ms點溫度以下,為保證樣品完全淬透或保證一定淬透深度,需要更關注C、D截面的冷卻速度。
⑵通過工件不同位置的溫度—時間曲線,利用C曲線,可以判斷各個位置是否發生馬氏體轉變,也可以判斷在某一工藝參數下材料各位置的淬透層深度。
⑶42CrMo的Ms點約為310℃,工件冷卻到該溫度以下后應從介質中取出,避免繼續降溫引起的變形和淬裂。A截面溫度在100s時已經全部降到310℃以下,然而E截面中心溫度依然有590℃,因此需要繼續冷卻等待中心溫度達到310℃以下。
⑷根據模擬的結果,可以預測合理的淬火時間,指導淬火介質和濃度的選擇。
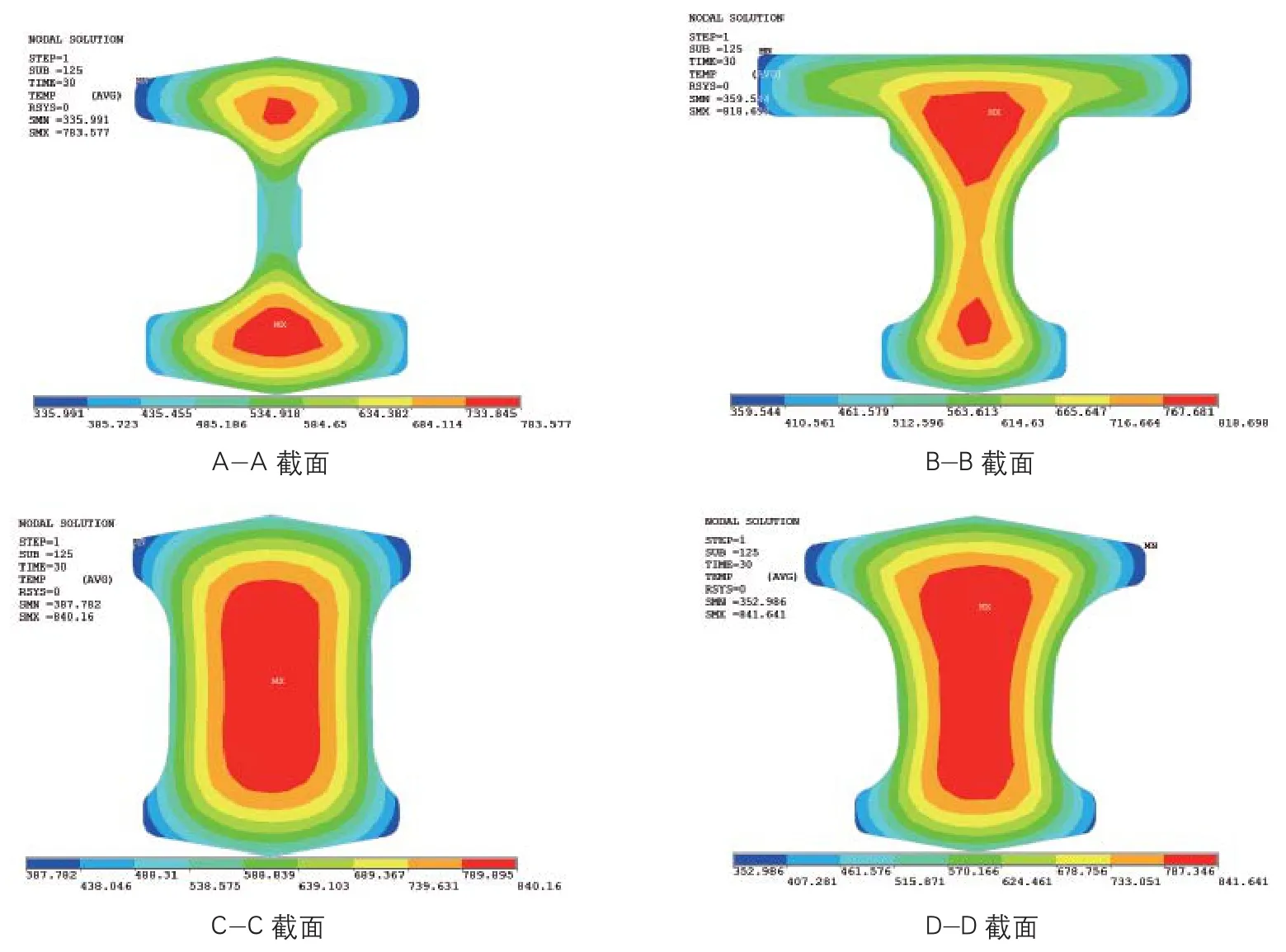
圖2 淬火30s時各個截面的溫度分布情況
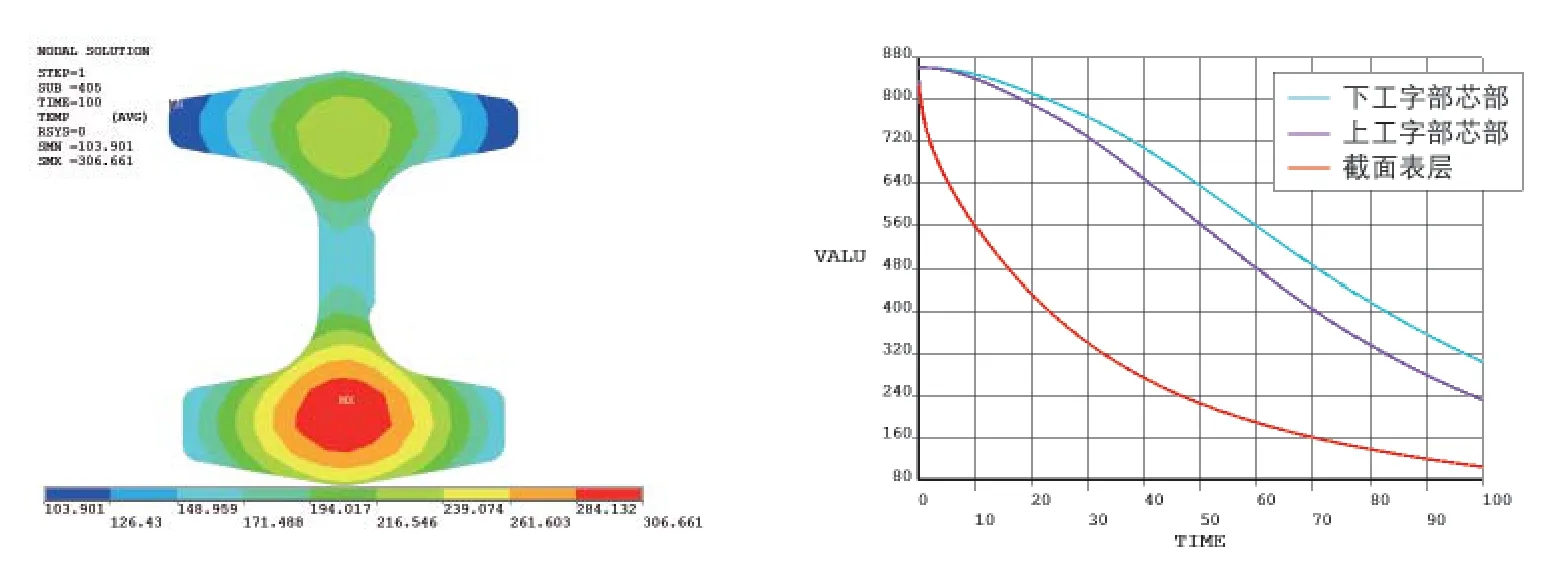
圖3 A截面的溫度分布與溫度—時間曲線

圖4 C截面的溫度分布與溫度—時間曲線
⑸從模擬的結果可以預測,如果采用雙介質淬火,先快冷后慢冷,有利于減少熱應力變形。
Ansys分析淬火時的各種影響因素
淬火時表面對流換熱速度對溫度場和熱應力的影響
表面對流換熱速度(即外加冷卻速度)減小,會使熱應力減小,變形里減小,而不利于馬氏體轉變。
A截面40℃水淬,介質對流換熱系數為1.2×103W/(m2·℃)。淬火100s時溫度分布和冷卻曲線如圖5所示。
對流換熱系數增加為100倍,1.2×105W/(m2·℃)。淬火30s時溫度分布和冷卻曲線如圖6所示。
通過以上分析結果,可得出如下結論:
⑴冷速的降低使應力下降,變形下降。
⑵工件中心溫度對冷速的反應不如表面敏感,材料本身傳熱速度對中心冷速的影響更大。因此即使外界冷速很快,中心溫度下降依然需要一定時間。
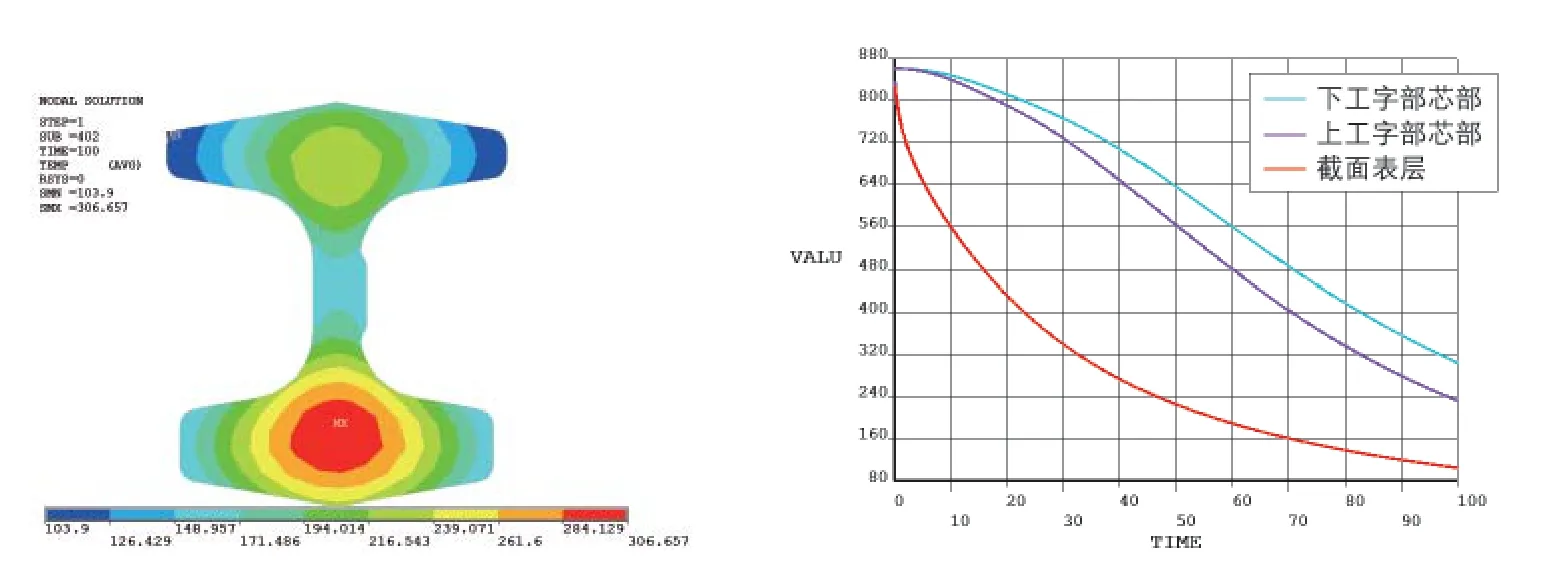
圖5 對流換熱系數為1.2×103W/(m2·℃)時溫度分布和冷卻曲線
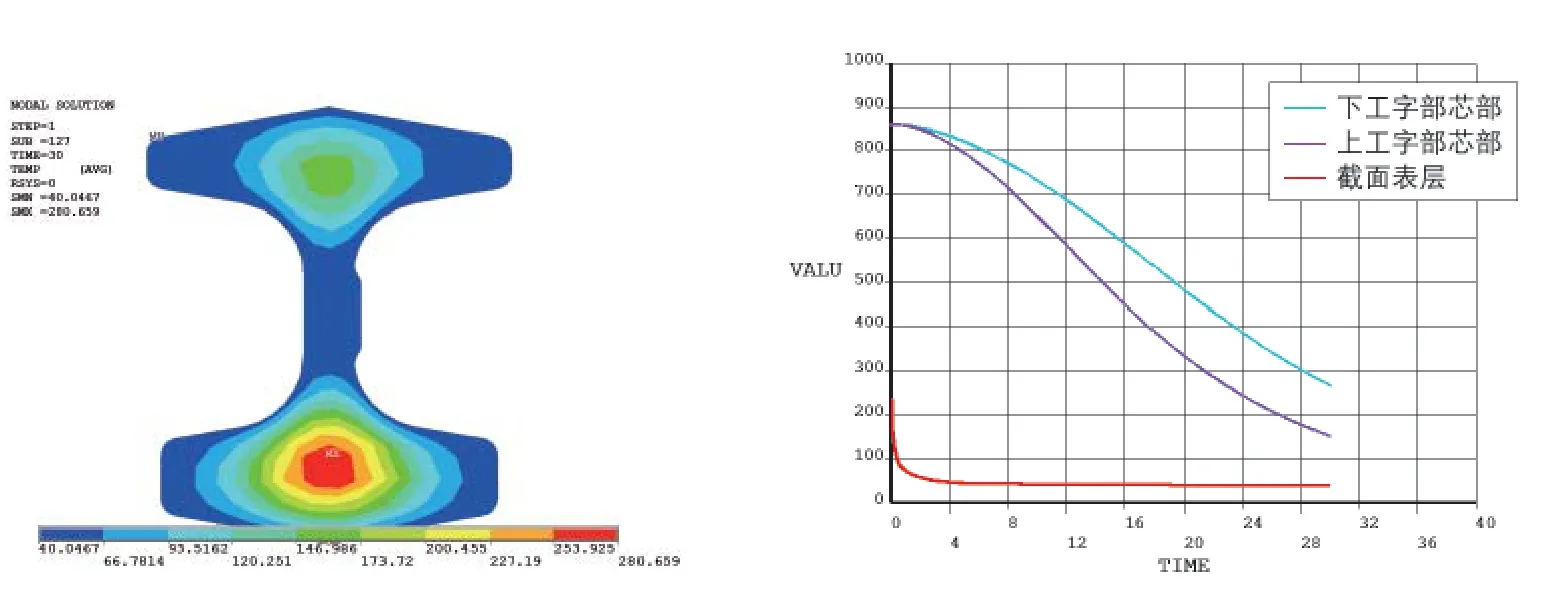
圖6 對流換熱系數為1.2×105W/(m2·℃)時溫度分布和冷卻曲線
⑶通過提高冷速來提高淬透性,不如通過調節成分來提高淬透性。
⑷對比冷卻曲線與C曲線,可以判斷零件發生馬氏體轉變的程度。
⑸通過對溫度場的模擬,可以判斷材料淬火時應選取多長的冷卻時間。
非均勻傳熱對溫度場與應力場和變形量的影響
C截面40℃水淬,介質對流換熱系數為1200W/(m2·℃)。淬火30s時溫度分布、應力場如圖7所示。
將左側介質對流換熱系數改為800W/(m2·℃),淬火30s時溫度分布、應力場如圖8所示。
對比圖7與圖8可見,溫度場與應力場發生偏移,說明了冷速不均會引起零件變形,工件會向冷卻更快的方向彎曲。
形狀的影響
即使工件受到很均勻的冷卻,而由于形狀問題,工件依然會發生變形。
正方形梁模型,40℃水淬,介質對流換熱系數為1200W/(m2·℃)。淬火10s時溫度分布、應力場如圖9所示。
由圖9可見模型的四個角冷卻較快,溫度較低,因此收縮更劇烈。四個邊中心冷卻較慢,溫度較高,所以鼓出來。鋼材冷卻時,薄處先收縮,為避免這種變形帶來的不利影響,工件厚處先入介質,對變形里的控制會起一定幫助。
圓截面直角梁,40℃水淬,介質對流換熱系數為1200W/(m2·℃)。淬火10s時的溫度分布、應力場如圖10所示。
由于外角處冷卻更多,溫度更低,收縮更多,工件的角度在淬火后傾向于變大。因此實際設計模具時需要考慮到這方面的補償。
綜上所述,就利用有限元軟件模擬鍛造、熱處理過程中零件的溫度場和應力場分布與變化總結如下:
⑴模擬參數。
模擬過程中的輸入里為載荷和傳熱,輸出為零件的溫度與應力場。如果已知材料的密度,傳熱系數,C曲線以及鍛造熱處理時的載荷、溫度、換熱系數等參數,就能對零件的溫度場和應力場做出預測。
⑵模擬誤差。
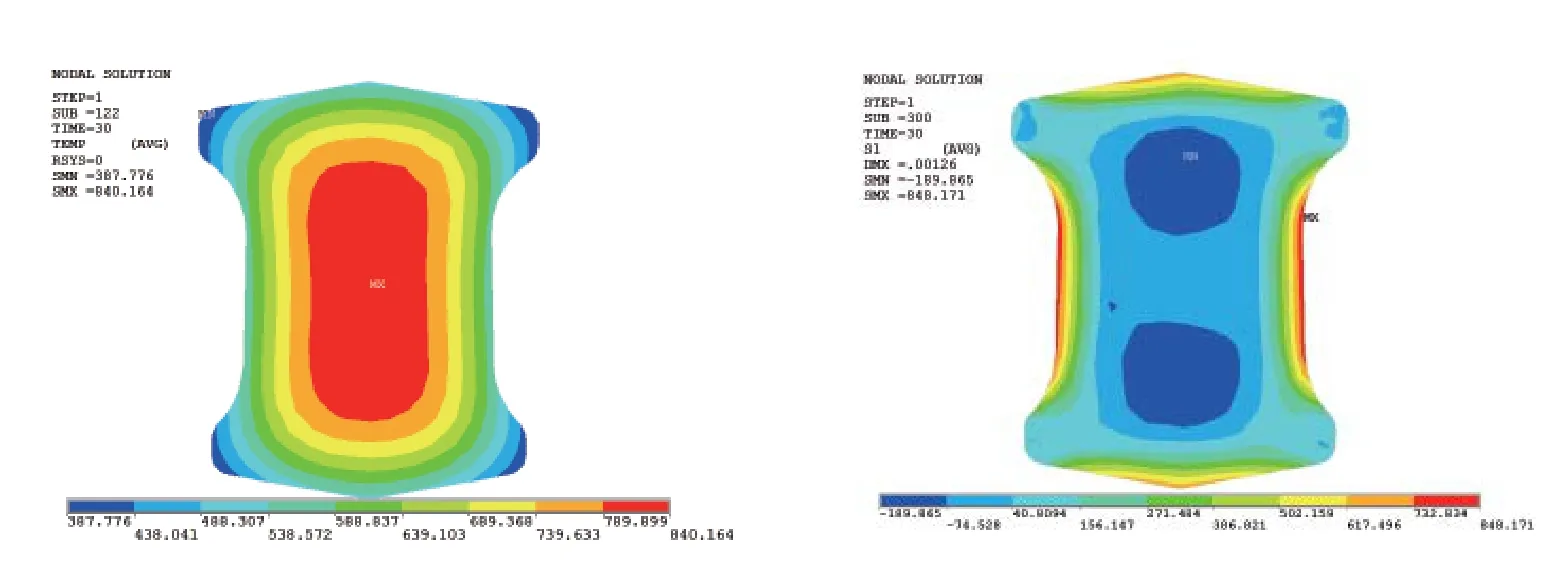
圖7對流換熱系數為1200W/(m2·℃)時溫度分布和應力場
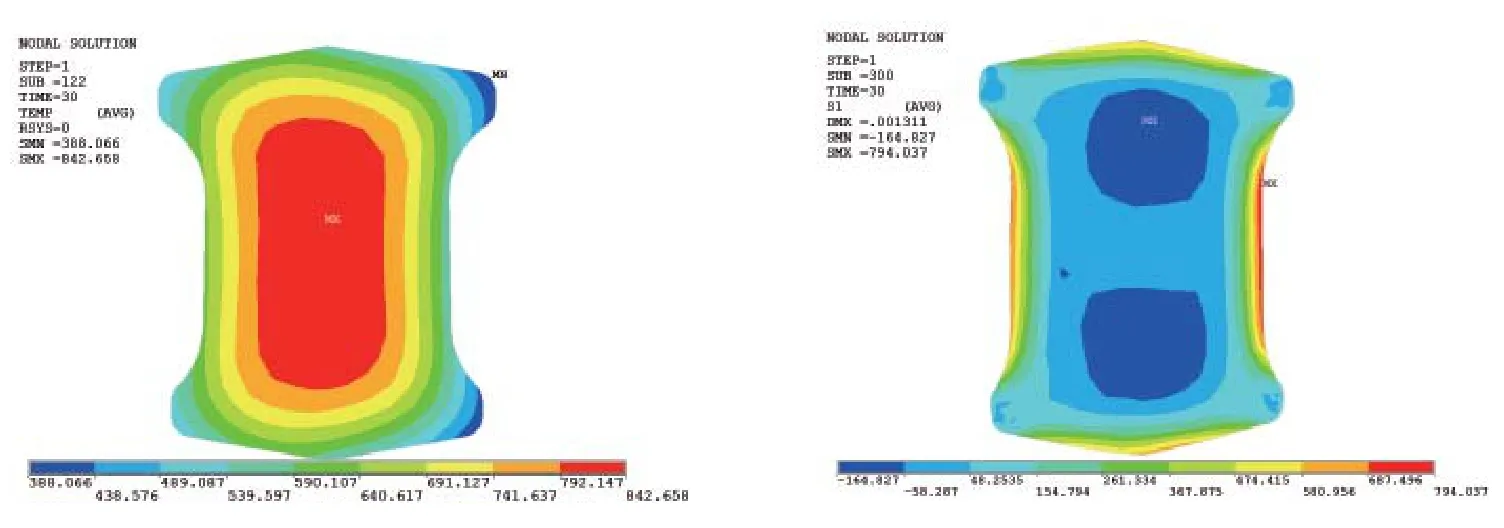
圖8 對流換熱系數為800W/(m2·℃)時溫度分布和應力場
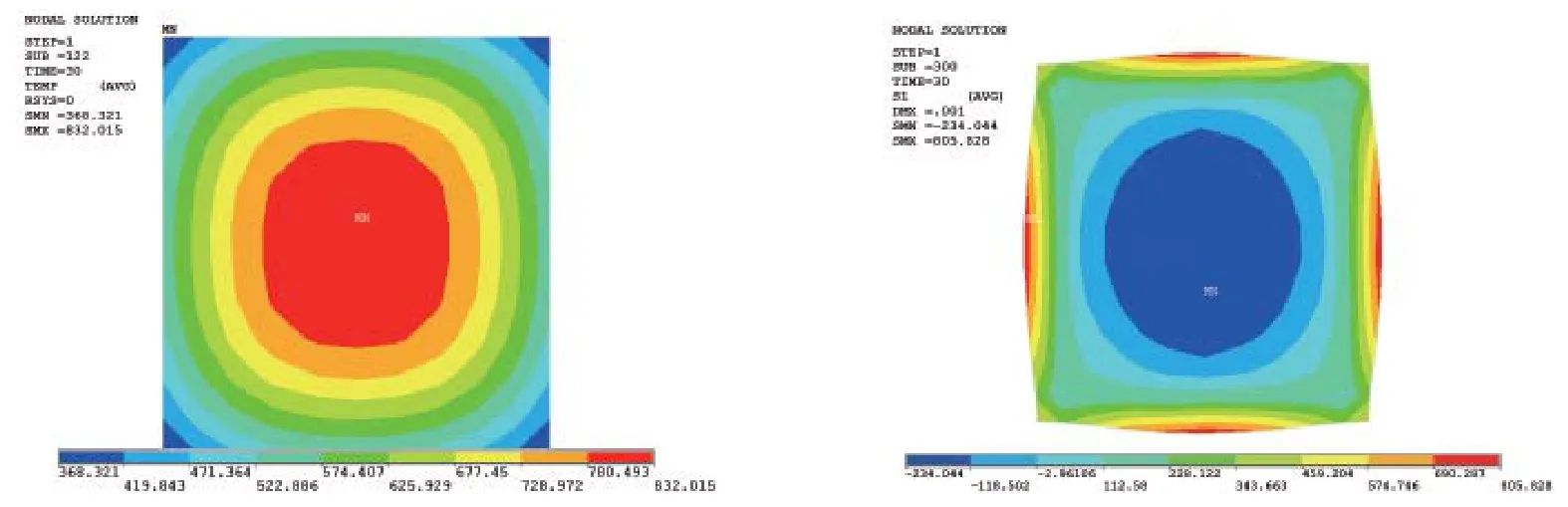
圖9 正方形梁溫度分布和應力場
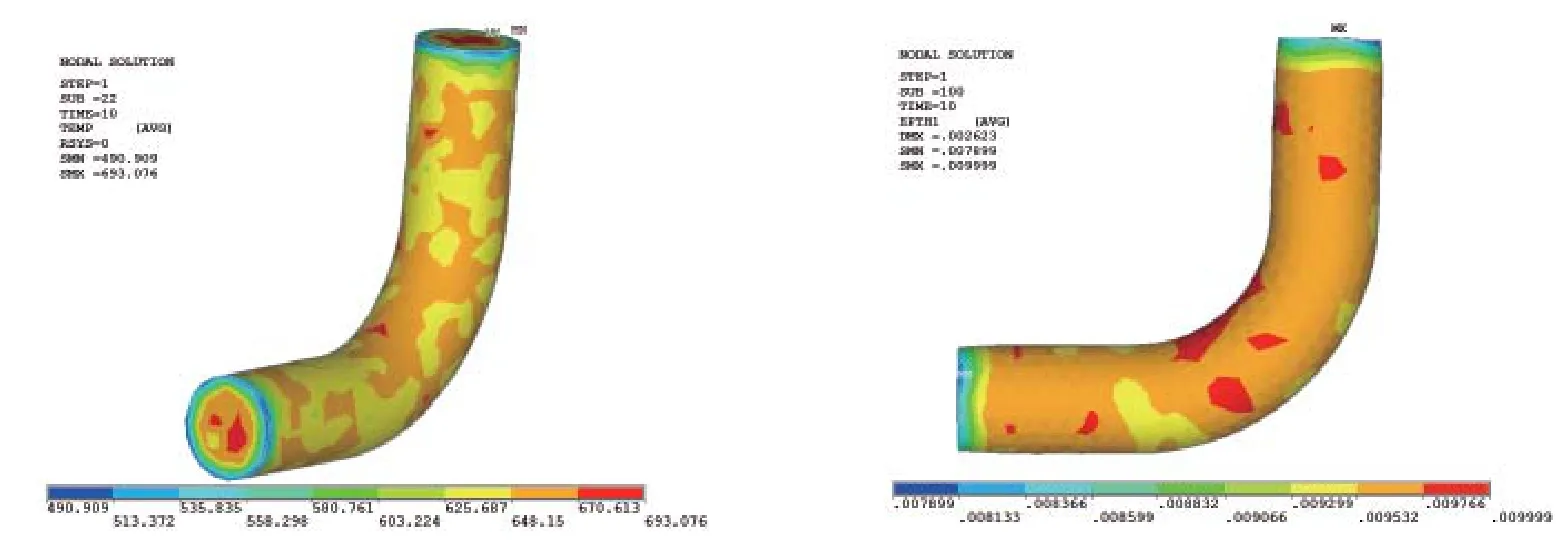
圖10 圓截面直角梁溫度分布和應力場
模擬過程中的條件都是理想化的,比如我們默認零件初始溫度是均勻的。實際中任何與理想中不符的條件都有可能成為影響因素,比如熱處理爐內溫度不均、原材料成分不均、冷卻時換熱不均勻、操作時人為因素帶來的誤差等,均會使得實際結果與理論不符。另外模擬本身由于計算方法也會帶來數學上的誤差。
減小誤差的辦法無非兩種:一是使用更復雜的模擬過程來更真實反映實際情況,二是使實際生產過程標準化、規范化。
⑶模擬難點。
熱處理過程中最重要的環節是淬火,材料在淬火過程中將發生馬氏體轉變。最終的應力由相變應力與熱應力共同組成,最終的變形由相變變形與應力變形共同組成。一旦引入相變,整個過程將變得很復雜,因為我們難以判斷材料某一點是否發生了相變,相變進行的程度又有多大。
冷卻時,材料與介質的對流傳熱速度、材料自身的傳熱系數、熱膨脹系數等參數隨溫度變化而變化,這些因素如果不妥善考慮也會引起誤差。
鍛造時,工件經歷多次變形,與模具接觸時冷卻不均勻,受力與傳熱情況都很復雜,工件本身復雜的形狀也會增加模擬的難度。把條件考慮得越精細,就能得出越精確的結果。模擬就能體現出更多的價值。
⑷模擬對于操作人員的要求。
精細的計算無法預測粗糙的實驗結果。為了提高模擬的準確性,需要使實際生產過程標準化,規范化,使每一個工件經歷相同的處理過程,減小成品的性能波動。這包含到整個生產過程的方方面面。在模擬方面,則需要有一個或一隊對模擬軟件和實際生產過程都很熟悉的操作人員。
結束語
利用Ansys分析工件的溫度場與應力場是一件復雜的工程。從簡化的模擬結果可以看出模擬與實際是基本吻合的。從中可以發現大里的規律,而且方便快捷,這是實驗難以做到的。文中列出的只是一些簡化的模擬結果,但是已展現出明顯的規律性。相信進一步更深入的模擬可以揭示出更多、更有用的規律。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36