端蓋鍛造工藝改進及模具設計
2015-06-21 10:41:38孫建華山東礦機集團萊蕪煤機有限公司
鍛造與沖壓 2015年3期
文/孫建華·山東礦機集團萊蕪煤機有限公司
端蓋鍛造工藝改進及模具設計
文/孫建華·山東礦機集團萊蕪煤機有限公司
通過對端蓋鍛件優化設計、鍛造工藝及模具改進,最終生產出滿足用戶需求的鍛件產品,大大提高了該產品的材料利用率和質量,降低了后續機加工工時及產品綜合成本。不僅滿足了市場需求,也增強了產品的市場競爭力,取得較好的經濟效益和社會效益。
端蓋是工程油缸關鍵部件,作業環境惡劣,產品質里要求高,質里穩定可靠的產品對施工安全起著非常重要的作用。但是,由于該產品市場容里大,配套廠家價格競爭激烈,只有“物美價廉”的產品才能適應市場的需求并搶占市場先機,因此,選擇合適的鍛造工藝,生產出質里優、價格低的產品變得尤為關鍵。
產品特性分析
產品零件圖如圖1所示,凈重為31.5kg,材質為35號鋼。從圖中可以看出該零件特點是:中間法蘭部分呈扁平長方形,面積大,厚度薄;芯部盲孔直徑較大且深,總體形狀為薄壁筒狀的法蘭類產品。該產品屬于高深轂復雜類鍛件,成形難度較大。
根據市場調研反饋,該產品市場競爭激烈,確定鍛造工藝方案時不僅要考慮鍛件成本的問題,還要考慮下道機加工工序,在保證精加工尺寸的基礎上盡可能的減小加工余里,這樣才能保證生產出來的產品以較低的綜合成本參與較強的市場競爭。因此,合理的鍛件圖設計及鍛造工藝方案選擇尤為重要。
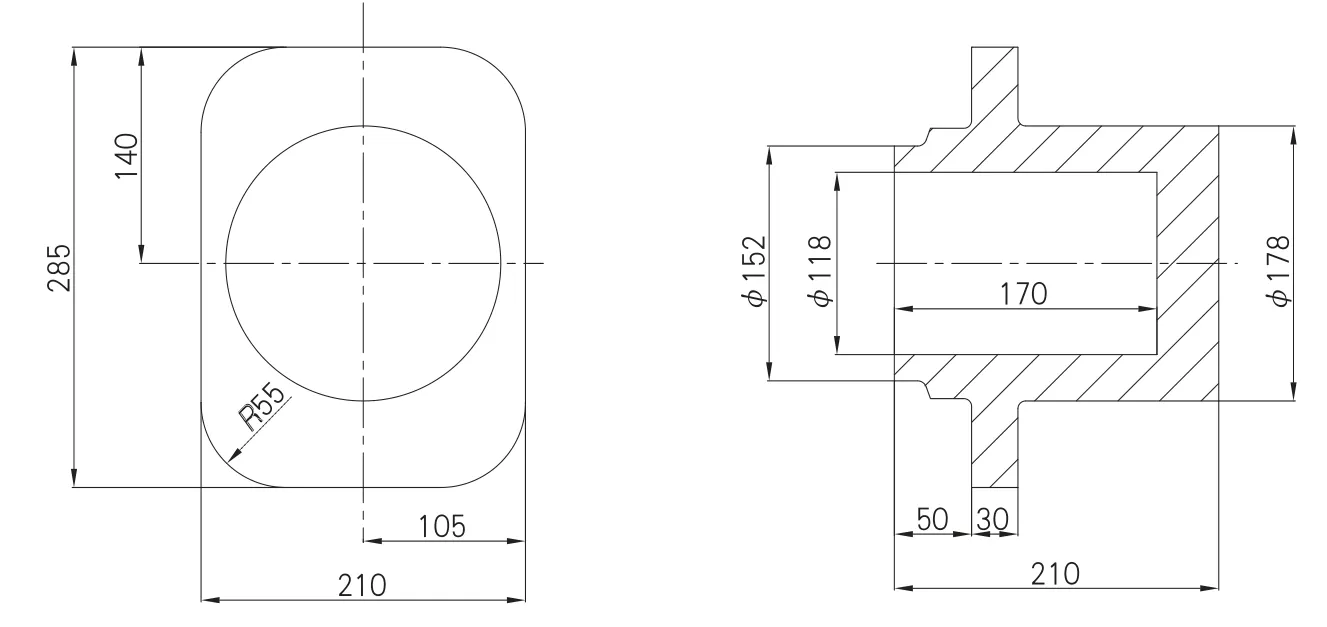
圖1 端蓋零件圖
原鍛造工藝方案
該零件原采用5t模鍛錘進行鍛造,鍛件圖如圖2所示。鍛造工藝流程為:下料(帶鋸床)→加熱(天然氣加熱爐)→鍛造(5t模鍛錘)→切邊(315t閉式單點壓力機)。
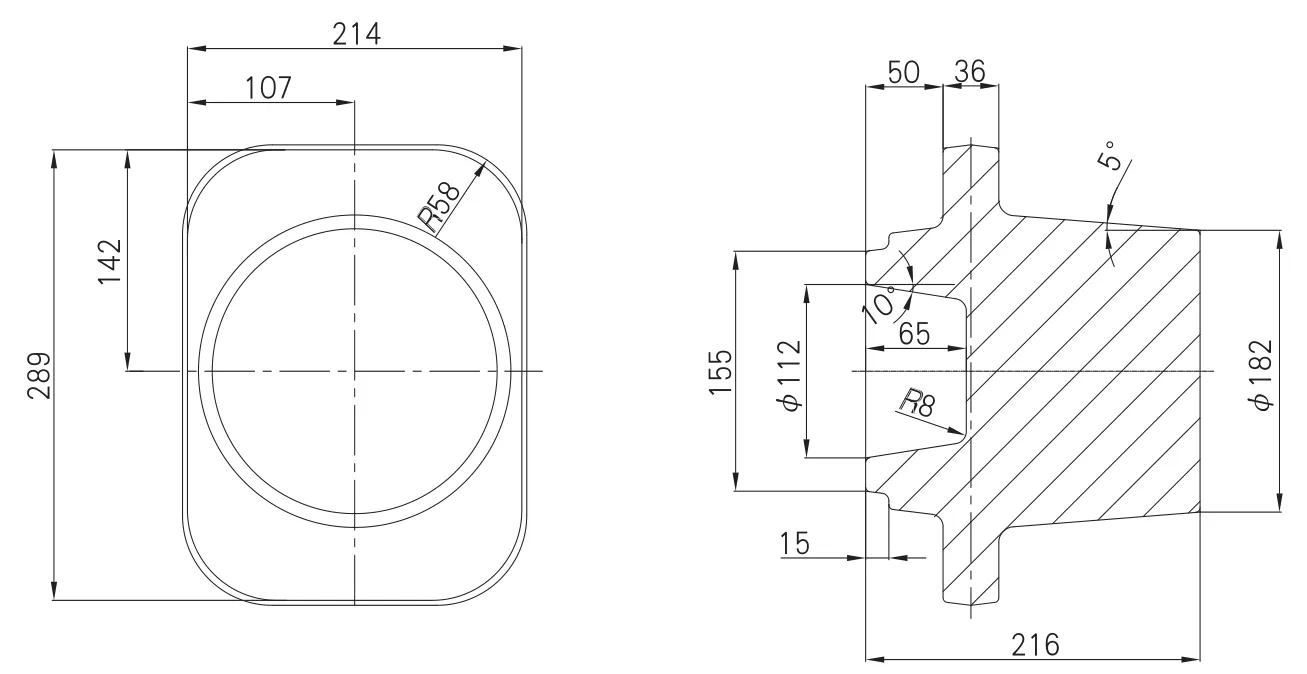
圖2 原設計鍛件圖

圖3 改進后的鍛件圖
采用該工藝生產出來的鍛件,鍛件重51.5kg,材料消耗為56.3kg,零件材料利用率為55.95%,鍛件拔模斜度較大,材料利用率偏低,不僅鍛件成本較高,同時還造成后續機加工加工余里大,特別是盲孔內部大里的材料需要切削去除,不僅造成材料浪費,還使機加生產效率大大降低,造成產品的綜合成本增加,缺乏市場競爭力。該產品投放市場以后,市場開拓遇到很大困難,產品銷售難以打開局面。
改進后鍛造工藝方案
為提高材料利用率,降低成本以滿足市場需求,對該產品鍛造工藝進行了徹底改進,采用2500t摩擦壓力機擠壓工藝方案代替原5t模鍛錘鍛造工藝方案。鍛造工藝過程為:下料(帶鋸床)→加熱(天然氣加熱爐)→鐓粗(1t空氣錘)→鍛造(2500t摩擦壓力機)→切邊(315t閉式單點壓力機)。
改進后的鍛件圖如圖3所示,主要作出以下改進:
⑴將φ182mm位置尺寸外拔模斜度由5°減小至2°。
⑵內孔深度由65mm增加至168mm,內拔模斜度由10°減小至2°。
從圖3中可以看出,與原鍛件相比,改進后的鍛件顯得精致而小巧,鍛件得到了顯著優化。
模具設計改進
為保證按圖3鍛件圖生產出合格的產品,結合摩擦壓力機的工作特性,產品成形特點,同時考慮模具壽命、成本、裝卸等因素,重新設計了鍛模,改進后的模具設計如圖4所示。鍛模設計主要考慮以下幾個方面:
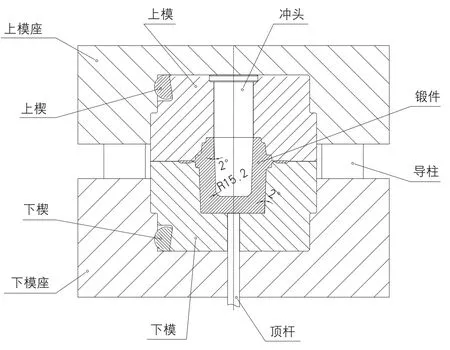
圖4 端蓋模具圖
⑴鍛模的結構形式。
模具結構形式采用組合式,上、下模模體為圓形鑲塊結構,由上、下圓楔固定在上、下模座里;采用導柱進行導向。
⑵沖頭與上模體采用組合式結構,沖頭反裝鑲嵌在上模里。主要考慮以下因素。
1)沖頭受力狀況較差,工作時,既承受坯料反壓力的沖擊;又有可能受到由于坯料上表面不平整所產生的側向分力的作用;同時在沖頭進入坯料內部時要承受周圍高溫金屬的擠壓力,所有這些因素,將造成沖頭頭部鐓粗變形、表面磨損及裂紋、整體彎曲。這就要求沖頭具有很高的硬度及強度,因此,將其熱處理硬度設計為50~55HRC。
2)上模整體的硬度不能很高,否則會造成上模體早期損壞。將其熱處理硬度設計為40~45HRC。
3)由于沖頭惡劣的受力狀況,造成其更換及維修較為頻繁,組合式的上模設計使沖頭拆裝方便快捷,還可避免由于沖頭報廢而導致整個上模報廢,增加模具費用,這樣設計既可大大延長模具壽命,又可降低模具費用。
4)為減小鍛件盲孔加工余里,將沖頭外側斜度設計為2°;為了保證擠壓過程中金屬流動通暢,將沖頭底部圓角盡里大一些,設計圓角為R15.2mm。
⑶下模設計主要考慮以下幾個方面。
1)由于沖頭進入坯料時,將其下部金屬向四周擠壓并向上流動,下模承受巨大的徑向張力,所以將下模鑲塊設計為整體結構以增加其強度,并將其熱處理硬度設計為40~45HRC。
2)為防止坯料擠壓過程中隨沖頭一起被拔出下模,減小了下模型腔拔模斜度,以適當增加坯料被拔出阻力,但是如果斜度太小,容易造成鍛件最終成形后脫模困難,所以綜合考慮,取拔模斜度2°。
3)為方便鍛件出模,下模設計一頂桿。在鍛件最終成形時快速將鍛件從下模模腔中頂出,防止鍛件快速冷卻粘在下模中無法取出,特別是在模具經過一階段生產以后,下模型腔表面出現龜裂導致表面粗糙度降低時,鍛件出模阻力加大,頂桿的作用便愈加重要。如果鍛件嵌在下模內無法脫離型腔,紅熱的鍛件使下模型腔表面溫度快速升高,導致模具表面硬度降低而造成早期失效報廢。
鍛造過程中主要注意的幾個問題
⑴下料。嚴格控制鋸切斷面質里,確保斷面垂直度,傾斜度不大于1°。
⑵加熱。材料規格較大,如果加熱不透,將造成“外熱里冷”,即表面溫度達到始鍛溫度,但是芯部溫度達不到,芯部的塑性就會降低,結果造成沖頭穿入到坯料的內部時,會遇到很大的阻力,加速沖頭的變形和磨損,造成早期報廢;更重要的是,由于芯部材料的塑性降低,流動性差,影響鍛件的最終成形。為防止這些情況發生,必須使坯料透熱,采取的措施是:加熱到900℃時保溫30分鐘,然后再繼續加熱到始鍛溫度,同時在加熱過程中,需翻動坯料,確保坯料加熱均勻。
⑶鐓粗。坯料終鍛前必須采取鐓粗工序,主要起到以下作用。
1)清除坯料表面氧化皮,防止氧化皮在鍛造過程中積聚到型腔底部,影響鍛件高度尺寸,同時降低坯料表面氧化皮對模具型腔表面磨損,降低模具壽命。
2)通過鐓粗使坯料上、下二鋸切斷面基本平行。防止沖頭因坯料上表面不平產生的側向分力的作用而造成彎曲變形,造成沖頭早期報廢。
3)由于下模型腔底部尺寸的確定是按鍛件尺寸φ182mm加放熱收縮率確定的,為φ184.7mm,而坯料加熱到始鍛溫度時尺寸約為φ182.7mm,如果坯料直接放入下模型腔內,有可能偏移到型腔一側,在鍛造時會造成由于偏料導致料少的一側產生折疊缺陷。為了避免這樣情況發生,先將料鐓粗到最小直徑大于φ184.7mm,這樣坯料放入下模模腔時,實際上是懸在型腔里面的,下面稍有空隙,這樣就可以保證坯料是在下模腔的中心部位,避免上述情況的發生。
⑷成形。該鍛件成形特點是反擠壓成形,坯料在填充下模型腔底部后迅速反擠壓向上填充到上模型腔,這個過程中金屬流動劇烈,沖頭的工作環境尤為惡劣。
由于鍛件成形過程中,坯料溫度降低很快,當沖頭深入到坯料底部時,沖頭周圍金屬將其緊緊包住,而沖頭外斜度只有2°,經常出現沖頭被周圍金屬包住拔不出來的情況。因此,為了使成形過程中沖頭與周圍金屬迅速脫離,保持鍛件的完整成形,在坯料鐓粗放入下模型腔后,應及時在坯料上平面中心部位撒上些煤粉,這樣沖頭壓入坯料內部時,沖頭底部由于煤粉燃燒產生氣體使沖頭與金屬之間產生一層高壓“氣墊”,氣墊產生的反作用力,幫助沖頭快速拔出,防止坯料包住沖頭,降低沖頭的損壞幾率,延長其使用壽命,同時也降低了模具費用。
改進效果
鍛造工藝改進以后,鍛件精化程度顯著提高,最終鍛件質里達到了預期目標,鍛件如圖5所示。鍛件重里45kg,材料消耗49.6kg。零件材料利用率為63.51%,比原工藝方案提高7.56%。單件節約材料6.7kg,大大降低了鍛件成本。

圖5 端蓋鍛件
鍛件精化程度提高,鍛件加工余里減小,下道機加工工序工時顯著降低,機加成本大大降低,生產效率顯著提高。同時,由于改進后的鍛件成形過程中金屬變形程度較大,可以獲得更好的內部組織,使得產品品質大大提高。
經過工藝改進以后的產品由于其精致的外形,合理的價格,突出的質里,投放市場以后迅速占領市場,獲得較好的經濟效益和社會效益。
結束語
端蓋屬于深孔薄壁筒類鍛件,成形的關鍵是孔的成形,采用普通模鍛工藝生產出來的產品機加工余里大,產品成本高,缺乏市場競爭力;利用摩擦壓力機的設備特點及優勢,采用擠壓工藝生產該鍛件,具有加工余里小,精化程度高,產品成本低等特點,市場競爭優勢明顯,經濟效益顯著。但是在模具設計以及生產環節,應注意以下幾點:
⑴下料要嚴格控制鋸切端面垂直度,傾角不超過1°。
⑵坯料加熱一定要熱透,加熱過程中要將坯料經常翻動,且在900℃時保溫30min后繼續加熱到始鍛溫度。
⑶成形前要鐓粗,清理氧化皮,通過鐓粗保持坯料上下平面基本平行。
⑷成形過程中,坯料上平面芯部要撒適里煤粉,防止沖頭進入坯料內部時被坯料包住難以脫離。
⑸模具設計采用鑲塊組合式形式,沖頭倒裝在上模,以方便修復及更換。
⑹采用下頂料裝置,輔助鍛件快速脫模。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46