P91無縫鋼管徑向鍛造過程模擬分析
2015-06-22 14:52:43郝新聞新航內蒙古工業大學
鍛造與沖壓 2015年23期
關鍵詞:工藝
文/郝新,聞新航·內蒙古工業大學
P91無縫鋼管徑向鍛造過程模擬分析
文/郝新,聞新航·內蒙古工業大學
厚壁無縫鋼管一般指外徑(D)與壁厚(S)之比(D/S)小于20的無縫鋼管,主要用于流體輸送管、結構管、石油天然氣管道以及高壓鍋爐管等。P91鋼作為新型的耐熱鋼,因其綜合性能優良,主要用于高溫作業下主蒸汽管道和高溫再熱管道等重要高溫承壓部件。
目前國內還主要靠自由鍛結合鏜孔加工工藝來生產這類厚壁無縫鋼管,綜合性能差,而國外則采用擠壓、連鑄連軋等工藝來生產該類管件,綜合性能優良。2009年,內蒙古北方重工集團有限公司成功開發研制了世界最大的3.6萬噸黑色金屬立式擠壓機,開始生產厚壁無縫鋼管,打破了國外對該類管件的壟斷,但由于擠壓載荷和擠壓速度的限制生產效率不高,并且存在組織性能不均的缺陷。
由于徑向鍛造能改善管件內部組織結構,提高組織均勻性。為此針對P91(10Cr9Mo1VNb)厚壁無縫鋼管徑向鍛造過程進行模擬分析,為獲得合理的徑向鍛造模具結構、工藝參數提供理論依據具有重要意義。
鍛錘結構參數
徑向鍛造是一種在同一平面上同時對軸類零件施加多個周向均勻分布的鍛打力,是利用旋轉鍛造方法加工長軸類鍛件的工藝方法,屬于精密模鍛的一種。徑向鍛造工藝中,在工件周圍一般有兩個或四個均勻對稱分布的錘頭,錘頭在驅動機構的帶動下在徑向方向進行開合運動,對工件沿徑向進行高頻率同步對稱鍛打,與此同時工件在夾持裝置的帶動下進行旋轉和軸向進給運動,從而完成整個工藝過程。
為了探討鍛錘對鍛件成形質量的影響,本文設計了3種類型的鍛錘,如圖1所示。平鍛鍛錘與坯料接觸的工作長度為500mm、寬為300mm、高為200mm。圓弧錘頭,圓弧半徑稍大于毛坯尺寸半徑1~2mm,圓弧半徑小會造成啃料現象,鍛件表面易出現折疊,但圓弧半徑過大則易使鍛件出現多邊形,因此根據鍛件坯料尺寸,將圓弧鍛錘的弧半徑設為264mm、長度為500mm、寬為300mm。
含壓入角的圓弧鍛錘由壓入段和整形段組成,壓入段長度為500mm,整形段長度為300mm,兩者之間的過渡圓角設為50mm。
含壓入角的圓弧鍛錘可以分為壓入和整形兩部分。壓入部分主要用來擠壓金屬減小鍛件直徑,整形部分的作用是保證鍛件沿軸線的最終成形尺寸,如圖2所示。
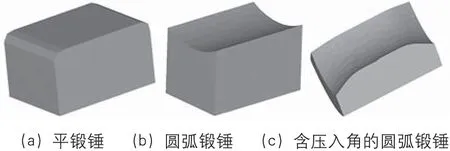
圖1 鍛錘結構
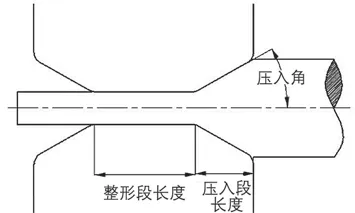
圖2 含壓入角的圓弧鍛錘工作示意圖
數值模擬分析
鍛錘形狀對成形的影響
企業實際坯料尺寸為外徑φ525mm,內徑φ395mm,壁厚為65mm,長5750mm。為了縮短模擬時間,模擬時長度取2000mm。經過徑向鍛造后,鍛件的外徑為φ425mm,壁厚為80mm。模擬時的工藝參數如表1所示。
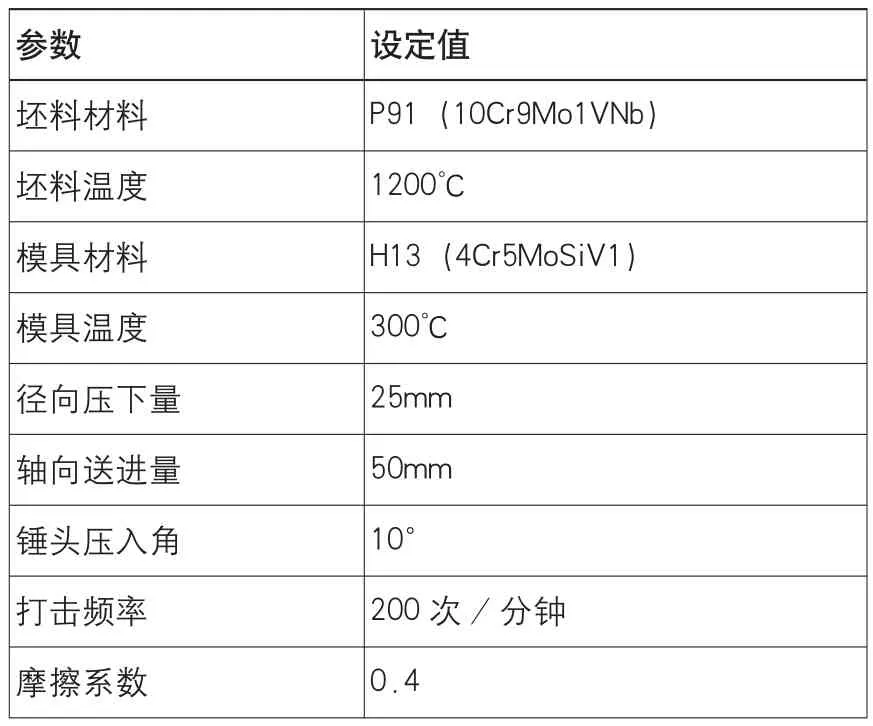
表1 模擬時工藝參數
鍛錘形狀對鍛件外形的影響如圖3所示。根據模擬結果可知,含壓入角的圓弧鍛錘鍛出的管件表面十分光滑平整,外形最好。圓弧鍛錘所鍛管件表面可以看到有沿軸向的較小的環形凹坑。平鍛錘所鍛管件表面為沿軸向較大的螺旋形狀凹槽。成形段是圓弧的鍛錘可以明顯改善鍛件的多邊形情況。由于含壓入角的圓弧鍛錘鍛打時與坯料的接觸面積最大,產生了較大的摩擦力,且鍛打力更容易深入坯料內部。同時壓入角減小了每一次鍛打的變形量,將一個長度內的大變形分解成幾個小的變形,使變形更加均勻,減少了金屬發生折疊和折皺的可能,因此可以有效的解決鍛件表面的凹坑缺陷。
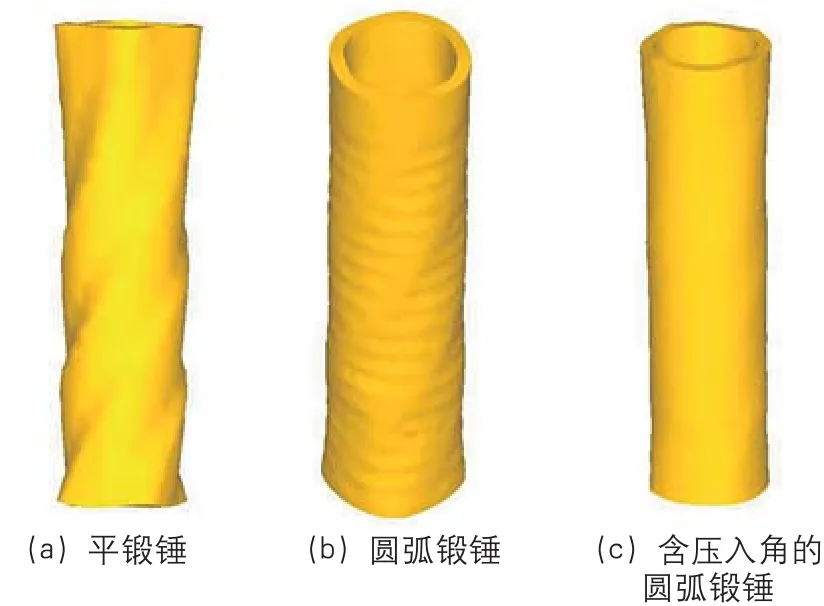
圖3 鍛錘結構對鍛件外形的影響
鍛錘壓入角徑向載荷和壁厚的影響
鍛錘壓入角是影響鍛件的質量和鍛造成形力的重要因素之一。為此對壓入角5°、10°、15°和20°進行數值模擬分析,探究合理的鍛錘壓入角。根據模擬結果可知,鍛錘壓入角的變化對鍛件成形外形影響較小。但對徑向成形力影響較大,如圖4所示。由圖可知徑向成形力隨著壓入角的增加先增加,當壓入角為10°時達到最大值,然后逐漸降低。
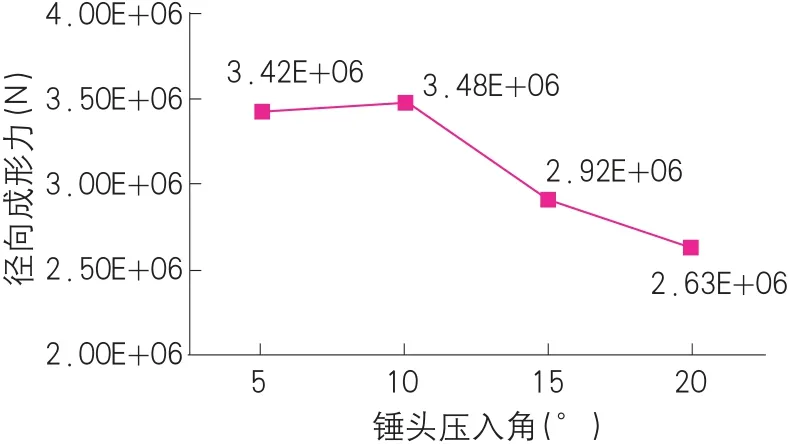
圖4 壓入角對徑向載荷的影響
鍛件壓入角對壁厚的影響如表2所示。隨著錘頭壓入角的增大鍛件壁厚呈先上升后下降的趨勢,錘頭壓入角由5°變化到10°時壁厚增加十分明顯,在10°達到壁厚的最大值,之后又呈下降趨勢。其中10°到15°之間壁厚減小比較明顯,15°以后變得平緩。
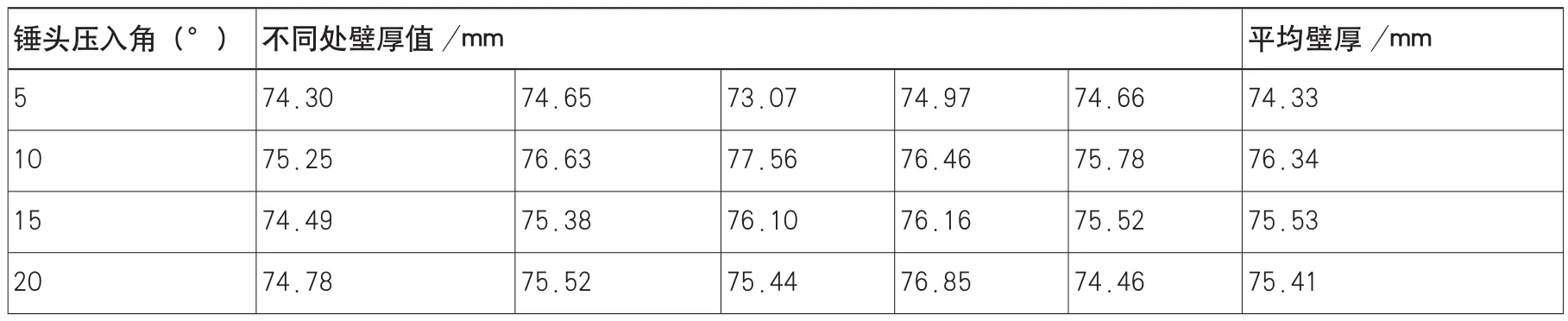
表2 不同錘頭壓入角下鍛件壁厚
軸向送進量對鍛件成形的影響
軸向送進量對鍛件質量和生產效率影響較大。為此對軸向送進量為50mm、100mm、150mm和200mm進行模擬分析。其他工藝參數如表1所示。
軸向送進量對鍛件外形的影響如圖5所示。送進量為50mm、100mm和150mm時,外壁凹坑深度為0.72mm、1.35mm和1.67mm,內壁凹坑深度為0.52mm、0.66mm和0.95mm;送進量為200mm時外壁凹坑深度為5.11mm,內壁凹坑深度為3.24mm。不同送進量下外壁凹坑均明顯大于內壁凹坑,送進量對外壁凹坑的影響也要大于內壁,軸向送進量越大,表面凹坑深度越大。
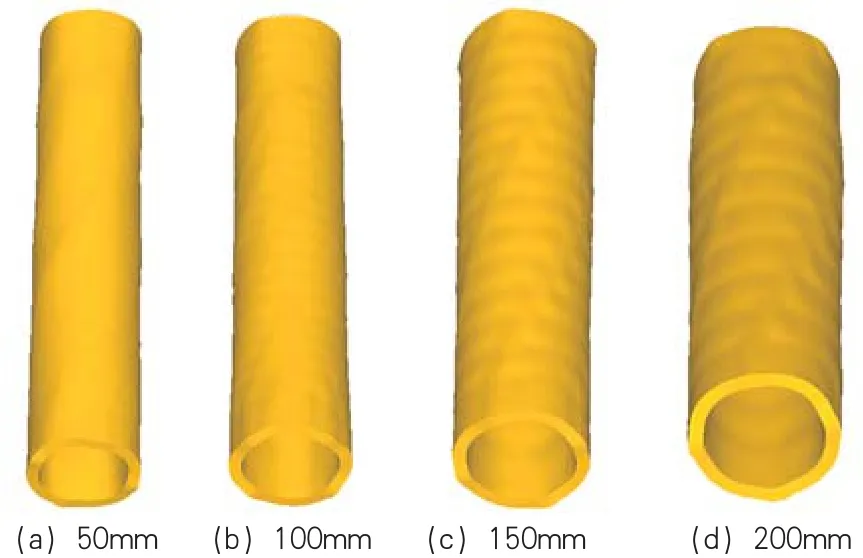
圖5 送進量對鍛件外形的影響
徑向鍛造實驗研究
針對上述模擬結果,在企業進行了實驗驗證。鍛造設備采用公稱壓力為1800t(18MN)的臥式徑向鍛造機,如圖6所示。工藝參數為,錘頭壓入角為10°,錘頭整形段長度為500mm,錘頭打擊頻率為每分鐘200次,單次旋轉角度為25°,軸向送進量為50mm。坯料加熱溫度為1200℃,用夾持裝置將工件夾住,將其放在模座上,調整夾持裝置,鍛出P91厚壁無縫鋼管,如圖7所示,其外徑為φ425.8mm,壁厚為78.96mm。

圖6 臥式徑向鍛造機

圖7 鍛件實物圖
結束語
對于鍛錘形狀,含壓入角的圓弧鍛錘能夠提高鍛件的表面質量。合理的徑向鍛造工藝參數為,錘頭壓入角為10°、錘頭整形段長度500mm、錘頭打擊頻率為200次/分鐘、單次旋轉角度為25°、軸向送進量為50mm。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52