飛機(jī)蜂窩鋁合金面板零件的成形研究
2015-06-22 14:38:07韓艷彬中航飛機(jī)西安飛機(jī)分公司
鍛造與沖壓 2015年16期
關(guān)鍵詞:變形
文/韓艷彬·中航飛機(jī)西安飛機(jī)分公司
飛機(jī)蜂窩鋁合金面板零件的成形研究
文/韓艷彬·中航飛機(jī)西安飛機(jī)分公司
本文介紹了蜂窩鋁合金面板零件的特點(diǎn),零件成形的工藝特性分析以及成形過程中鼓動產(chǎn)生的原因。根據(jù)飛機(jī)內(nèi)面板類零件實(shí)際制造過程中所遇到的困難、解決辦法,探討蜂窩鋁合金面板零件的成形方法。

韓艷彬,高級工程師,主要從事飛機(jī)鈑金工藝研究,《沖壓技術(shù)叢書》參編作者,主持完成的降低鈑金零件缺陷、提高成形質(zhì)量獲第十屆中國優(yōu)秀六西格瑪項目,擁有1項專利。
某飛機(jī)蜂窩鋁合金面板零件為蜂窩夾芯金屬膠接結(jié)構(gòu),材料為LY12,零件厚度為0.3mm、0.4mm兩種,單架機(jī)共有28項此類零件。如圖1所示,該零件為薄板盒形件,形狀復(fù)雜,由四層鈑金零件和一層金屬蜂窩芯膠接而成。膠接成形前,鈑金零件的配合間隙應(yīng)小于0.2mm,故對薄鋁合金蜂窩盒形面板成形工藝要求很高。

圖1 零件外形圖
此類零件表面質(zhì)量要求嚴(yán)格,面板外觀應(yīng)平整光順,并應(yīng)滿足飛機(jī)的膠接特性,不允許有折痕和鼓動等缺陷。目前我廠生產(chǎn)各類型蜂窩鋁合金面板零件時,現(xiàn)有的生產(chǎn)流程(淬火→校平→液壓→切割交付)要求毛坯在成形過程中經(jīng)過淬火處理,而淬火處理后會造成板料的應(yīng)力分布不均,同時薄板零件由于其自身厚度薄抗壓縮應(yīng)力差,成形底部易出現(xiàn)鼓動,邊緣易出現(xiàn)松動,不能滿足蜂窩膠接特性的要求值,因而影響了金屬面板和蜂窩夾芯的膠接粘結(jié)質(zhì)量,造成福克檢查和聲阻抗檢查等無損檢測通不過,導(dǎo)致昂貴的金屬蜂窩復(fù)材組件報廢。
原因分析
⑴從零件成形的工藝特性分析薄鋁合金蜂窩盒形面板鼓動產(chǎn)生的原因,主要是因為鋁合金對淬火敏感性很高,目前工廠采用的淬火主要在鹽浴爐中進(jìn)行,由于受設(shè)備條件的限制,淬火冷卻速度僅能通過調(diào)節(jié)水溫來予以控制,缺點(diǎn)之一就是淬火轉(zhuǎn)移時間長,板材淬火后翹曲變形大。采用快的淬火速度,雖有利于獲得較高的強(qiáng)度,但由于急劇冷卻帶來板材內(nèi)、外的溫度梯度大,表面金屬冷卻比內(nèi)層快,表層金屬產(chǎn)生拉應(yīng)力,內(nèi)層金屬產(chǎn)生壓應(yīng)力。隨著進(jìn)一步冷卻,內(nèi)層金屬劇冷、急劇收縮,使得最后表層金屬有殘余壓應(yīng)力,內(nèi)層金屬有殘余拉應(yīng)力,即殘留了大量的淬火應(yīng)力,致使板材在淬火期間產(chǎn)生翹曲變形,產(chǎn)生鼓動。
⑵薄鋁合金蜂窩盒形面板的淬火工藝性太差。蜂窩面板的材料太薄,表面積太大,無釋放應(yīng)力的工藝孔和增強(qiáng)抵御變形的工藝加強(qiáng)筋,剛性差,淬火容易劇烈變形,造成板料各點(diǎn)內(nèi)應(yīng)力極不均勻,形成明顯的鼓包;盒形結(jié)構(gòu)成形時盒底封閉,變形時內(nèi)應(yīng)力無處釋放,也會形成鼓包。圖2所示是盒形零件板料淬火鼓包示例。

圖2 盒形零件板料淬火鼓包示例
⑶校平機(jī)校平有一定的不穩(wěn)定性,板料校平后易出現(xiàn)波紋、折痕,液壓成形時會出現(xiàn)鼓包、松動、鼓動,嚴(yán)重的會出現(xiàn)扭曲變形。
⑷零件橡皮成形過程中各點(diǎn)變形不同致使材料產(chǎn)生新的不均勻內(nèi)應(yīng)力。該因素的影響有大有小,需針對零件作具體分析。
⑸橡皮成形過程中模具盆腔氣體的反作用力。毛坯橡皮與型胎底面之間形成一個封閉的腔體,成形過程中空氣被逐漸壓縮,形成一個反作用力。根據(jù)生產(chǎn)經(jīng)驗,由于氣體的可壓縮性,這個反作用力影響有限,工藝上通過增加工裝排氣孔就可以解決。
⑹薄板盆形零件成形工藝過程防護(hù)的要點(diǎn)是要保證成形設(shè)施與零件的接觸面光滑、潔凈,以免設(shè)施傷及零件表面;其次,要保持嚴(yán)謹(jǐn)精細(xì)的操作方法,盡量減少成形過程各環(huán)節(jié)遺留在零件表面的質(zhì)量缺陷。
經(jīng)分析,抑制甚至消除薄鋁合金蜂窩盒形面板淬火變形所產(chǎn)生的鼓動問題,首要解決的問題應(yīng)該是新淬火條件下金屬面板零件形成的鼓動對成形后零件精度的重大影響。通過對薄板類零件成形的鼓動抑制機(jī)理進(jìn)行研究,發(fā)現(xiàn)采用預(yù)拉伸加工,可以明顯降低鋁合金板淬火后產(chǎn)生的殘余應(yīng)力值,并隨著預(yù)拉伸量的增加,殘余應(yīng)力轉(zhuǎn)變成拉應(yīng)力。
其次,薄鋁合金蜂窩盒形面板在橡皮成形過程中產(chǎn)生的鼓動,也是影響因素之一。薄鋁合金蜂窩盒形面板由于其結(jié)構(gòu)為淺拉深盒形件,變形過程的應(yīng)力應(yīng)變狀態(tài)較為復(fù)雜,且要改變其應(yīng)力應(yīng)變狀態(tài)十分困難。通過對工裝(輔助)結(jié)構(gòu)如工藝筋槽等在成形過程中所產(chǎn)生的應(yīng)力應(yīng)變狀態(tài)的改變效果進(jìn)行分析試驗,掌握其對鼓動抑制的作用效果規(guī)律,對模具的結(jié)構(gòu)設(shè)計進(jìn)行改造,制定合理的工藝方案,最大限度地提高零件的成形精度,以解決生產(chǎn)中所面臨的難題。
解決辦法
確定淬火方式
目前工廠淬火主要采用鹽浴爐進(jìn)行,由于受設(shè)備條件的限制,淬火冷卻速度僅能通過調(diào)節(jié)水溫來予以控制。板料淬火時采用卷筒方式,可以防止板料被淬火框硌傷,及被淬火槽液沖擊變形無法使用。
毛料卷筒時長度1000mm以內(nèi)、直徑以φ150mm左右為宜;長度1000mm以上、直徑以φ200mm左右為宜,層間間隙均勻,以減小淬火變形。卷筒均勻捆扎2~3道放入專用小淬火框,再以立式固定在熱處理間的大型通用淬火框內(nèi),如圖3所示。

圖3 淬火方式示例
在淬火時,淬火框的入水轉(zhuǎn)移要求十分平穩(wěn),盡量垂直下水,以防止水的激蕩造成更多的鼓包。尤其是不能絆在淬火槽或水槽邊緣,劇烈的抖動和斜框入水會造成更大的變形扭曲和硌傷。
改進(jìn)零件生產(chǎn)工藝
鼓動,即材料局部纖維長度比其他部位長。為了消除鼓動,一種方法是靠收縮纖維使變長的纖維縮短,可采用收縮機(jī)收縮,還可以采用手工收料的方式;另一種方法是拉伸或手工放料。收縮機(jī)收縮料時雖然某一局部能達(dá)到收料的目的,但從整體來看,材料收縮不均勻,平面度差,而手工放料因為材料薄,表面質(zhì)量要求高,要求鈑金工技術(shù)較高,勞動強(qiáng)度大,效率低。綜合考慮后選擇改進(jìn)零件生產(chǎn)流程,增加拉伸校平工序,確定了薄板新淬火狀態(tài)板料校平的工藝方法,即淬火→校平→拉伸→液壓。
對淬火后的板料進(jìn)行拉伸,無論是受壓應(yīng)力的表層金屬,還是受拉應(yīng)力的內(nèi)層金屬,它們在受到外力的作用后都將發(fā)生變形,當(dāng)給予的拉伸力超過該金屬的彈性極限后,就發(fā)生塑性變形。由于板料的內(nèi)層金屬原來就具有殘余拉應(yīng)力,所以它首先超過彈性極限進(jìn)入塑性變形,這顯然造成了內(nèi)層金屬的變形速度比表層金屬快,但由于板材仍然是一個整體,表層金屬將牽制內(nèi)層金屬的變形,所以在塑性變形發(fā)生后,表層金屬將產(chǎn)生拉應(yīng)力,內(nèi)層金屬產(chǎn)生壓應(yīng)力,這正好和淬火后的殘余應(yīng)力方向相反。如果預(yù)拉伸量選擇恰當(dāng),其內(nèi)力和可以接近于零,消除鼓動。圖4所示為初始應(yīng)變和預(yù)拉伸應(yīng)變的示意圖。
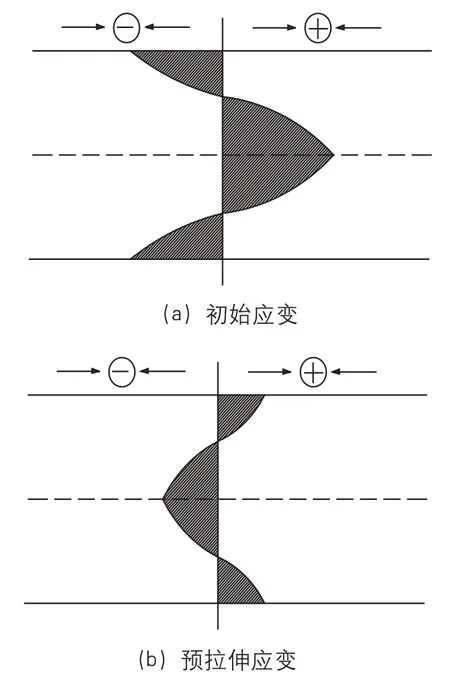
圖4 初始應(yīng)變與預(yù)拉伸應(yīng)變對比
⑴模具的選擇。
校平模結(jié)構(gòu)可采用一般拉形模結(jié)構(gòu),用松木或竹膠板組成框架,內(nèi)部填入環(huán)氧膠砂作為模具基體,工作面粘貼15mm環(huán)氧料面層,表面流線光滑。拉伸方向模胎側(cè)面斜角為15°~20°,模胎圓角半徑為30~50mm,如圖5所示。
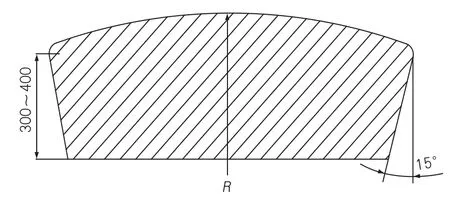
圖5 模具截面圖
拉伸模具R值依據(jù)下面公式進(jìn)行選擇:
R/t≥1/2(z/σS-1)
其中:σS為屈服應(yīng)力;t為材料厚度;z為彈性模量系數(shù)。
計算得出:t=0.3mm,R≥825mm;t=0.5mm,R≥1357mm。考慮加工因素R確定為1400mm。試驗申請通用工裝和通用校平模。
⑵拉伸分析。
拉伸采用單模一次拉形,使材料屈服,產(chǎn)生一定的均勻變形,因零件材料較薄,可采用一次2~4張料一起拉伸。為防止褶皺的產(chǎn)生,可使夾頭鉗口曲線盡量符合模具兩端對應(yīng)曲面的剖面形狀,在操作過程中正確配合夾頭拉伸和臺面上頂?shù)膭幼鳌A硗猓蛇m當(dāng)增加板料寬度,用兩邊余量包容模具圓角,阻止材料下滑。拉伸過程做到勻速、不間斷,有利于提高零件質(zhì)量。拉伸時,施力方向要和材料軋制的纖維方向一致。
⑶拉伸試驗。
板料淬火后,先在校平機(jī)上將其初步校平,利于拉伸時裝夾,校平后在FET1200拉伸機(jī)進(jìn)行拉伸,板料兩端各留100mm的裝夾量,拉伸后板料如圖6所示。由圖可見,拉伸后基本上消除了鼓動及松動。

圖6 板料拉伸后效果
研究工裝結(jié)構(gòu)
為了消除橡皮成形過程中模具盆腔氣體的反作用力,可以采取加排氣孔的辦法。為避免產(chǎn)生壓痕,排氣孔的位置決定開在型胎凹腔的對角拐角處(圖7),孔的大小可采用為φ1,在第一次小壓力液壓的時候可以保證氣體的排出,這樣既不會在零件上留下印痕,也保證了二次液壓時的一次成形,消除鼓動。
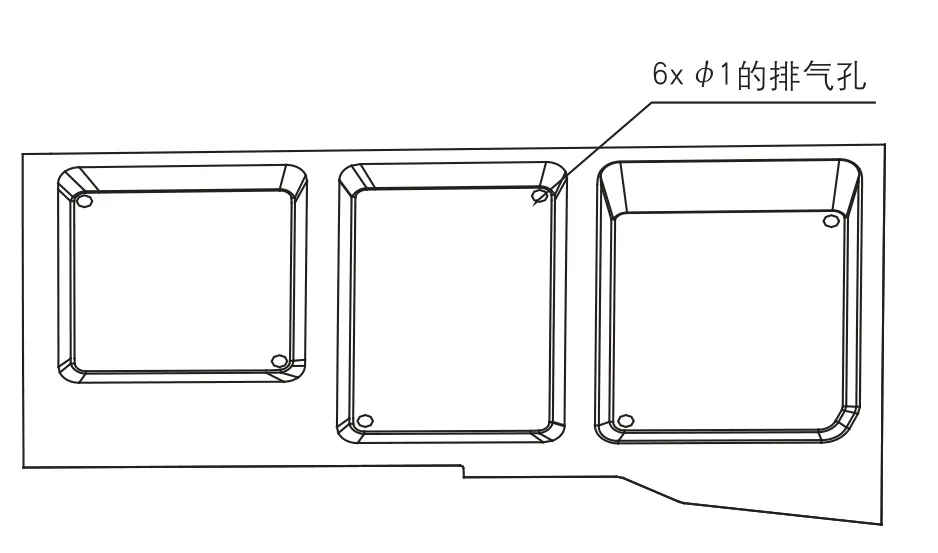
圖7 排氣孔位置圖
由試驗得出零件回彈量在1mm左右,根據(jù)工藝經(jīng)驗可以將型胎凹腔加深0.8mm。另外,試驗過程中零件在兩凹腔之間的回彈量,大約為1~1.5mm,可以將型胎兩凹腔中間筋的最高點(diǎn)降低0.6~0.8mm,兩端不變,將凹腔弧度變大,降低回彈。
液壓方法
液壓成形及校形時,應(yīng)擦拭干凈型胎表面,清理橡皮渣和灰塵屑末,最好采用專用橡皮,以便于保持橡皮潔凈。采用硬度較高的聚氨酯橡膠有利于消除液壓成形及校形時產(chǎn)生的鼓包和松動。
在成形過程中,采用分步液壓成形,避免材料因一次成形劇烈而產(chǎn)生起皺或拉裂。在QFC1.4×4-1000液壓機(jī)上進(jìn)行零件成形試驗,具體分三次進(jìn)行,第一步5MPa,第二步15MPa,第三步25MPa。成形前對模具進(jìn)行檢查,確保模具上無雜質(zhì)顆粒物。
試驗結(jié)果分析
經(jīng)過對飛機(jī)零件試驗統(tǒng)計,在采取以上措施后,取得的效果如下:
⑴零件盆底鼓動、鼓包數(shù)量減少90%以上。
⑵消除了零件表面麻點(diǎn)。
⑶零件邊緣松動輕微,R轉(zhuǎn)角過小會有松動,可以手工修整,表面質(zhì)量得到很大提高,滿足零件圖紙要求。最終成形的零件如圖8所示。
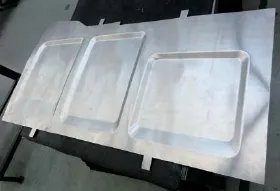
圖8 液壓成形后效果圖
結(jié)束語
蜂窩鋁合金面板零件成形技術(shù)在飛機(jī)機(jī)翼上應(yīng)用很廣泛,其質(zhì)量直接影響到飛機(jī)性能,經(jīng)反復(fù)試驗,掌握了拉伸校平的辦法,消除了局部鼓動及松動,滿足了膠接要求,零件質(zhì)量得到很大程度的提高。以上論述的成形方法希望能給此類零件的制造者提供借鑒。
蜂窩鋁合金面板零件本身工藝性差,成形難度大,零件成形過程中需要液壓多次,表面質(zhì)量要求高。根據(jù)航空產(chǎn)業(yè)的發(fā)展,將來可采用碳纖維復(fù)合材料面板,就不存在鼓動、劃傷等問題了。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36