自動化沖壓生產線雙件生產升級改造
2015-06-22 14:38:07馬昌波奇瑞汽車股份有限公司制造工程院
鍛造與沖壓 2015年16期
文/馬昌波·奇瑞汽車股份有限公司制造工程院
自動化沖壓生產線雙件生產升級改造
文/馬昌波·奇瑞汽車股份有限公司制造工程院

馬昌波,助理工程師,主要從事沖壓設備規劃、設計、調試、維修工作。
更高的生產效率、更低的生產成本以及更大的產能需求是所有汽車生產企業生存發展的動力,目前新建的自動化沖壓線均能夠適應單/雙件生產,因而早期僅能生產單件的自動化沖壓線已不能滿足需求。
系統組成
本沖壓線主要包括以下工位:垛料小車、磁性皮帶機、磁性過渡皮帶機、清洗機、涂油機、對中臺、1~7號機器人、1~5號壓機、線尾輸送裝置。本文主要涉及自動化系統。
其中各部分的主要作用如下:
⑴垛料小車負責堆放、分離板料,并將板料送至沖壓生產區域中以便1號機器人抓取。
⑵1號機器人將兩輛垛料小車上的板料依次分張抓送到磁性皮帶機上。
⑶磁性皮帶機將板料傳送至對中臺,途經清洗機、涂油機(依具體情況而定)。
⑷清洗機對板料進行清洗。
⑸涂油機對板料進行涂油。
⑹對中臺用于放置磁性皮帶機傳送過來的板料,并進行精確對中,以便2號機器人抓取。
⑺板料依次在1~5號壓機及3~7號機器人之間進行沖壓與搬運,完成生產。
⑻線尾皮帶輸送機負責將7號機器人搬運過來的板料傳送出來。
改造前狀況
奇瑞三號沖壓車間部分生產線僅適應生產單件,因為拆垛機器人有且僅有一個雙料檢測器,如圖1所示,對中臺也只能拍打單件板料。

圖1 單件生產
改造后狀況
為適應雙件板料生產,通過更換雙通道雙料控制器,同時增加一個雙料傳感器并改造電氣線路,根據機器人程序號及板料厚度在雙料控制器中設定相應參數,這樣在生產時,就可以根據不同板料厚度直接調用程序號來滿足生產需求,如圖2所示。

圖2 根據機器人程序號進行雙料生產
在對中臺增加一對拍打桿,通過調整電機動作,使其可在左右方向自動或手動移動,滿足不同寬度雙件板料的生產,如圖3所示。同時在對中臺前側增加一個雙料傳感器用來對板料進行檢測。

圖3 在對中臺上增加一對拍打桿
改造后操作方法
單件生產
⑴根據需要,選擇使用拆垛機器人上的雙料檢測器。
⑵在對中臺上選擇“單件生產”動作,對中臺上的兩個雙料傳感器可選擇使用與否,如圖4所示。
雙件生產
⑴根據需要,選擇使用拆垛機器人上的雙料檢測器。
⑵在對中臺上選擇“雙件生產”動作,選擇使用對中臺上的兩個雙料傳感器,如圖4所示。
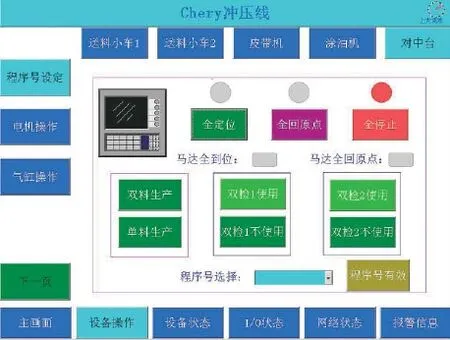
圖4 單、雙件生產操作方法
結束語
沖壓自動化的形式多樣而復雜,本文主要介紹了在原有設備基礎上進行的改造,重點說明了由生產單件板料改造成能夠適應單/雙件生產的自動化沖壓線的過程及操作方法。
目前奇瑞三號沖壓車間的3條生產線,經過自動化改造后,生產效率有了明顯提升,生產成本(包含動能消耗等)亦同比降低,已經能夠彌補產能的不足。
猜你喜歡
裝備制造技術(2020年9期)2021-01-26 00:15:12
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
同煤科技(2015年2期)2015-02-28 16:59:14
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
河南科技(2014年23期)2014-02-27 14:18:55
河南科技(2014年6期)2014-02-27 14:06:33
大眾科技(2004年7期)2004-04-29 13:31:35