北美沖壓件的精細設計
2015-06-22 14:18:56王成璞昆山麥格納汽車系統有限公司
鍛造與沖壓 2015年24期
關鍵詞:設計
文/王成璞·昆山麥格納汽車系統有限公司
北美沖壓件的精細設計
文/王成璞·昆山麥格納汽車系統有限公司
汽車零部件中,不論是車身及其覆蓋件,還是底盤中的車架,以及門鎖、玻璃升降器、座椅等,到處都有沖壓件。因此,要想生產出質量好的汽車,作為汽車中重要零部件種類之一的沖壓件,也必須要有一個好的質量。
而一個質量好的零件,不僅僅是制造出來的,更是設計出來的。
那么,如何能設計出一個好的產品?這不僅取決于零件的結構設計、材料選用,在很大程度上,還取決于零件的設計是否精細,包括零件形位公差的設計選取是否合理。
筆者根據在工作中接觸到的一些歐美、日韓以及國內企業的沖壓件產品圖樣,從零件的細化設計這一角度來看,北美的沖壓件產品圖樣相對國內企業以及日韓企業的沖壓件圖樣,明顯要好得多。
北美企業沖壓零件的設計特點
北美企業沖壓零件的設計,早已采用三維設計。結構形狀設計完成后,還需將這個零件置于其所在的組裝環境、工作狀態中進行驗證確認,根據沖壓件應該具有的功能及動作,查看評估其在裝配或運動狀態下,是否會與其他零件發生干涉等。需要時,還會對其進行CAE分析。
完成上述工作后,便會依據零件的3D數模,直接導出2D圖樣,并由設計人員將其設計意圖精細地反映在2D圖樣上,即:在2D圖樣上進行適當的標注(包括尺寸、形位公差以及一些必要的文字)。
對面輪廓度的重視
北美企業對沖壓件的設計以及尺寸和形位公差標注,通常采用的是三基面體系基準,并盡可能多地采用面輪廓度和位置度這兩種形位公差的標注方式。而國內或日韓等企業設計的沖壓件中,位置度雖偶有使用,但面輪廓度的應用幾乎沒有。
實際上,在三坐標已普遍應用的今天,筆者認為,在沖壓件等零件設計中,尤其是對一些曲面或曲線有公差要求的,應用面輪廓度是一種非常有效且較為嚴謹的方法,同時對于檢測來說,也是非常方便的一種方法。對于面輪廓度的應用,筆者已有專文論述,此處不再贅述。
需要提及的一點是,在面輪廓度的應用中,有些表面或曲面,根據零件使用狀況及功能,并非是整個表面或曲面均需有較高要求。此時,北美企業在零件圖樣上便會對有要求之處(即局部區域)標注具體要求,有時對某一區域的面輪廓偏差要求為非等稱時,也會對此加以區分,如圖1所示。

圖1 零件圖上的面輪廓度標注
以“塌角所在面”表示沖壓方向
對于沖壓件的沖壓方向,國內企業的沖壓件圖樣上,通常是沒有詳細要求的;一些德國企業的沖壓件圖樣中常會標以“stamping direction(沖壓方向)”;而北美沖壓件圖樣上則會標以“die roll side(塌角所在面)”(圖2)。對于“stamping direction”和“die roll side”,筆者以為,“die roll side”更為嚴謹。

圖2 “die roll side”(塌角所在面)標注示例
因為,對于一個沖壓件來說,采用單動模沿沖壓件周邊整體落料和采用連續模沿沖壓件周邊分段沖切這兩種不同的工藝方案,在其沖壓方向一致時,其零件周邊的塌角所在面或毛刺所在面是不一樣的。其實,就是單動沖裁模,也有凸模在上、凹模在下的正裝結構和凹模在上、凸模在下的倒裝結構之分,這兩種結構的模具也會造成沖壓件周邊的塌角所在面不一致。而對于設計人員來說,從沖壓件的功能和裝配角度考慮,其關注的應是沖壓件本身的塌角(或毛刺)在哪一邊,而非沖壓工藝上所謂的“沖壓方向”。所以,“die roll side”更為嚴謹。
重要尺寸及形位公差的標注
北美企業的沖壓件圖樣與國內的沖壓件圖樣還有一點不同之處,即:不是所有的尺寸均標注在圖樣上,而是只標注了設計人員認為相對較為重要的尺寸,以及一些與形位公差相關的理想尺寸。對于其中一些涉及到安全、功效等更為重要的尺寸或形位公差,還會引入質量體系中的安全系數概念,在圖樣中的相關尺寸或形位公差旁,對其進行重要性分級標識。如圖1中的“LV3”,“LV”為“level”的縮寫,此外還有“LV1”、“LV2”級。
尺寸編號
對于標示的尺寸,還會對其逐一編號。這個編號盡管簡單,但在實際工作中,卻帶來了極大的便利,尤其是當一個沖壓件圖樣中有幾個相同尺寸或形位公差,以及對其尺寸進行討論的幾方人員不在一處時。
其他標注習慣
對一些沖壓件沖裁斷面有要求時,如輪廓度或是粗糙度等,則不論是沖裁斷面的直面段還是曲面段,都會在圖樣中標注相應要求。在做這類標識時,通常均會以區域目標(也就是局部區域)的方式來體現。如圖1所示。
沖壓件中,由于其沖裁的特性,會使沖壓件的沖裁輪廓或孔產生沖裁毛刺。而從零件裝配、使用的角度看,有些沖裁毛刺又是有害的。對此,北美的沖壓件圖樣上,常會對需去除毛刺的輪廓或孔標識以“coin burrs”或“coin break side”以及“remove burrs”或“no burrs and sharp edges”。“coin burrs”或“coin break side”表示需用模具倒角的方式去除毛刺;而“remove burrs”或“no burrs and sharp edges”則表示對去除毛刺或銳邊的工藝方式沒有具體限制,不論是用模具倒角,還是振光研磨等,只要去除毛刺和銳邊即可。
對于需去除毛刺的輪廓或孔,有時還會對倒角大小進行限制,通常在圖樣上標識以“coin R0.5min”或“coin C0.5X0.5min”,如圖3所示。

圖3 對倒角大小的標注
還有一種對沖壓件的沖裁輪廓或孔去除毛刺的標示方法,即在某一段輪廓或某一個孔的相關尺寸旁,標以一個特殊符號,同時,對這一符號予以說明,如圖4所示。

圖4 符號說明
北美企業在一些較大、較薄的沖壓件圖樣中,對測量時的壓緊位置、壓緊力,有時都會詳細說明和規定。因為,這種較大、較薄的沖壓件在測量時,會隨著壓緊位置的不同或壓緊力的變化,使得沖壓件的測量結果有較明顯的差異,為避免這種測量時因壓緊位置和壓緊力的不同及變化,而造成測量結果的變異, 北美企業在沖壓件圖樣中,便作了相關規定。
汽車上的沖壓件中,還有一些翻孔,其內會裝有轉動零件,對這類翻孔,除了有尺寸公差約束外,北美的圖樣上還會標以“bearing surface(支承面)”,如圖2所示,以提示工藝及模具工程師,在考慮工藝和設計模具時,注意保證該孔內壁較為光滑。
對一些彎曲成形的沖壓件,由于零件的結構形狀,會使一些孔靠近彎曲變形區域,或是成形件彎曲成形邊緣有材料增厚或者拉薄的現象,對于這類有要求的孔和彎曲成形的邊緣,北美企業的沖壓件圖樣上,也常常會在對其標注尺寸或形位公差的同時,再附加標注一句話,如:“distortion allowed in this area(此區域允許變形)”。可別小看了這一句話,它一方面反映了設計人員對沖壓工藝的了解程度,另一方面為該沖壓件能夠更方便、更經濟的制造提供了依據,為沖壓件的工藝方案制定明確了方向。
對于北美企業沖壓件圖樣中的尺寸標注,筆者認為有下列幾個主要特點:其不僅使圖樣標注簡化、簡潔,突出重點;同時可使沖壓件在批量生產過程中的質量控制成本相應降低。具體情況,我們可以通過下述的實例分析來了解。
實例分析
圖5所示的零件,為汽車門鎖里的一個沖壓件,材料厚度為2.5mm。從該件的圖樣中可看出,此件雖不大,但其中有沖孔、彎曲、成形等幾道工序,且一些彎曲、成形面及其上的孔,均有一些要求相對較高的面輪廓度和孔位置度的要求。
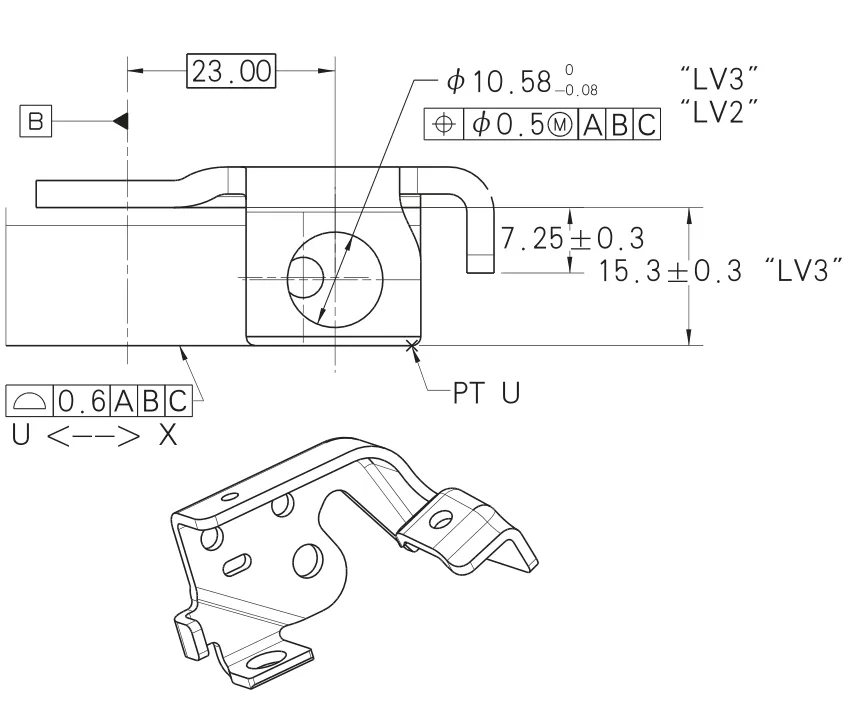
圖5 汽車門鎖沖壓件產品圖樣
由于此件產量較大,所以工藝上準備采用連續模進行沖壓。在對產品圖樣分析后,發現其中小折彎邊上直徑10.58mm的孔,若采用沖壓的方式,成0.08形較為困難。原因是其靠近折彎線,若先沖孔后折彎,則孔靠近彎曲變形區域的部分將會有變形,直徑10.58mm在此處無法確保;若先彎曲后沖孔,0.08由于此件的結構限制,使其也無法進行。為此,一度曾想對該件沖壓后,再對此孔進行機械加工(用鉆床和鉆夾具加工此孔)。但采用此方案也有問題,一是多增加一道工序,且鉆加工的生產節拍與沖壓加工的生產節拍差距較大;二是鉆孔后,孔口處的鉆削毛刺清除也頗為困難,無論從技術上、經濟上看,此方法都不是一種好的方案。
后來,參考了北美企業其他類似零件的產品圖樣,發現其圖樣中,在此孔靠近彎曲線處,標注有:“distortion allowed in this area(此區域允許變形)”,工藝人員豁然開朗。經了解,此孔內需裝配一個凸臺襯套,需要控制的是此孔的作用尺寸,于是,將此孔的工藝定為:先沖孔后折彎。
可見,沖壓件的精細設計是多么重要。
結束語
綜上所述,沖壓件的精細設計,其優點是不言而喻的。它不僅可更清晰地反映設計者的設計意圖,為后續的加工、測量帶來很大的便利,而且可使沖壓件的工藝性更加合理,測量更為準確有效。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04