淺談電腦硬盤中磁盤架的成形與精沖
2015-06-22 14:18:56王祖華武漢華夏精沖技術(shù)有限公司
鍛造與沖壓 2015年24期
文/王祖華·武漢華夏精沖技術(shù)有限公司
淺談電腦硬盤中磁盤架的成形與精沖
文/王祖華·武漢華夏精沖技術(shù)有限公司

王祖華,工程師,華夏精沖公司副總經(jīng)理兼總工程師,從事精密模具的設(shè)計(jì)與制造、維修等工作十多年;對全自動(dòng)液壓精沖機(jī)、厚板精沖工藝及成型技術(shù)有一定的研究;主持并參與的一冶集團(tuán)的項(xiàng)目中,獲得2項(xiàng)三等獎(jiǎng),1項(xiàng)二等獎(jiǎng);參與一項(xiàng)省級(jí)科技項(xiàng)目并通過驗(yàn)收,擁有5項(xiàng)專利。
磁盤架(圖1)是電腦硬盤零部件中重要的功能性零件,種類繁多,通常是由鋁質(zhì)或塑膠材料制成。為了降低硬碟內(nèi)產(chǎn)生的熱量,實(shí)際應(yīng)用中以鋁質(zhì)零件為主。磁盤架的作用是減少空氣的波動(dòng)和噪音,降低音圈馬達(dá)運(yùn)轉(zhuǎn)的阻力,確保并提升盤片運(yùn)轉(zhuǎn)的平穩(wěn)性和可靠性,因此它是形狀復(fù)雜的零件,對厚度公差、形位公差、表面粗糙度等都有較高的要求,局部錐度的加工難度大。

圖1 電腦硬盤磁盤架
傳統(tǒng)的加工磁盤架的方法是,采用機(jī)加工和拉延成形棒料鋸切后鐓形加工法,但效率低、原材料利用率低、成本高,且加工過程中零件產(chǎn)生內(nèi)應(yīng)力而導(dǎo)致變形、斷口凸起、鋸切屑粘連等原因,質(zhì)量難保證,不適合大批量生產(chǎn)。因此開發(fā)一種合適的工藝生產(chǎn)磁盤架零件顯得十分重要。
磁盤架的具體技術(shù)要求和材料選擇
技術(shù)要求
以圖2所示零件為例,磁盤架的技術(shù)指標(biāo)要求為:尺寸厚度公差為±0.0125mm;平行度為0.025 mm;輪廓度為0.04 mm;表面粗糙度Ra為0.2μm;局部細(xì)節(jié)處存在3D立體成形錐度。
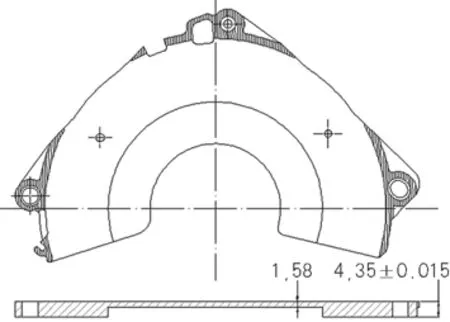
圖2 磁盤架零件圖
由此可見,它是一個(gè)形狀復(fù)雜、精度很高、制造較難的零件。
材料選擇
材料選用鋁鎂合金Al6061-T6(屬Al-Mg-Si系合金),其主要性能為:抗拉強(qiáng)度σb≥195MPa;屈服強(qiáng)度σs≥56MPa;延伸率δ5≥25%;彈性系數(shù)為68.9GPa;泊松比為0.330;料厚S=5.0mm,成品件厚度尺寸S=(4.35±0.015)mm。
材料需做軟化退火處理,硬度達(dá)到HV40~50。
工藝方案
以圖2中所示零件為例,擬采用“精沖+鐓壓成形+機(jī)加工”的綜合加工方法來生產(chǎn),在保證生產(chǎn)質(zhì)量、效率的同時(shí),節(jié)約和降低了成本。其中鐓壓成形分三次進(jìn)行,此過程采用一副適合于鐓壓成形的鐓壓模具,只需更換對應(yīng)的成形凸模和成形凹模,實(shí)現(xiàn)多次鐓壓漸進(jìn)式成形,保證成形形狀和精度,降低模具制造成本。其工藝順序如下:
精沖毛坯件
首先采用單件/模的精沖方法預(yù)沖毛坯件。如圖3所示,毛坯件的輪廓度在0.1mm以內(nèi),沖裁面光亮,沖裁面完好率90%以上。精沖時(shí),用煤油作潤滑劑,這樣有利于后道工序的清洗,生產(chǎn)效率可達(dá)到每分鐘80件。精沖排樣圖如圖4所示,步距為42mm。精沖模沖裁間隙單邊SP=0.015mm;凹模刃口圓角R取值0.2~0.3mm;凸、凹模材質(zhì)選用瑞典一勝百ASSAB88,熱處理到HRC58~61,并且表面經(jīng)TiN處理。
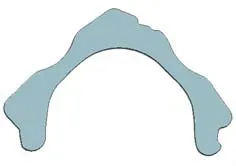
圖3 精沖毛坯件示意圖
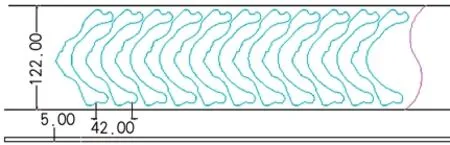
圖4 精沖落料排樣圖
冷鐓壓成形1
在壓力作用下,使毛坯件在模具形腔內(nèi)擠壓,而形成局部凸起;材料厚度為5.0mm,局部凸起的厚度是(5.4±0.10)mm,同時(shí)將毛坯件的平面面積增大,平面處的厚度(2.75±0.10)mm。
冷鐓壓模具沖裁間隙單邊取值SP=0.05mm,凸模材質(zhì)選用瑞典一勝百ASSAB88,熱處理到HRC58~61,凹模選用瑞典一勝百XW42材料,熱處理到HRC55~57,凸、凹模需做DLC表面潤滑涂層(具有干式金屬潤滑膜)處理。生產(chǎn)過程中,每沖壓10000次后,凸、凹模件要進(jìn)行去應(yīng)力退火處理,溫度在(280±5)℃,保溫時(shí)間是300min,達(dá)到提升模具使用壽命的目的,并且確保產(chǎn)品的質(zhì)量。模具在每次去應(yīng)力后需檢測硬度,當(dāng)硬度低于原值3HRC后需重新熱處理,并進(jìn)行模具形腔的精加工。
退火
冷鐓壓成形1后,零件需在熱處理爐中進(jìn)行退火處理,退火工藝如圖5所示。目的是消除應(yīng)力,降低硬度和鐓壓后的材料硬化,便于下道工序成形,提高材料的塑性。
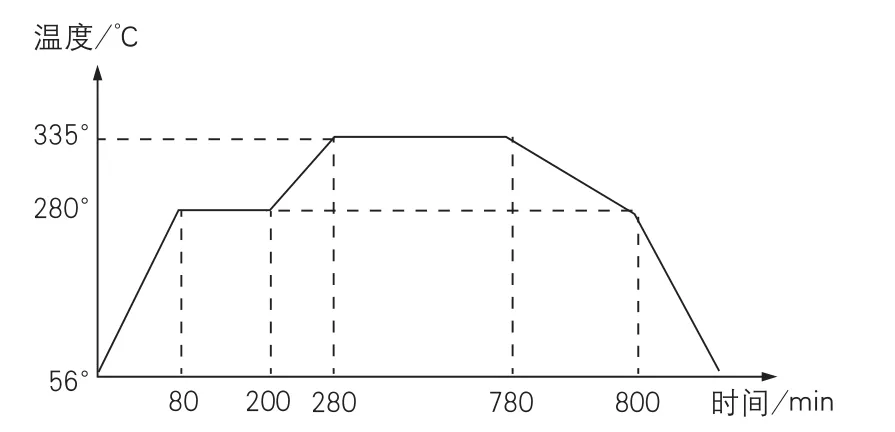
圖5 冷鐓壓成形1后退火處理工藝示意圖
冷鐓壓成形2
進(jìn)行鐓壓成形的第二步,是退火后的粗成形件的局部增厚成形,局部凸起處的厚度由原來的5.3mm增加至5 .5mm,要求零件厚度均勻、平整,大平面處的面積進(jìn)一步增大,其平面處的厚度在(2.25±0.06)mm。
冷鐓壓成形3
冷鐓壓成形3工藝之后,零件不允許有夾層、凹坑等出現(xiàn),在平面處的厚度為(2.00±0.04)mm。
精沖孔、落料
精沖孔、落料的沖切光亮帶需達(dá)到100%,同樣,精沖時(shí)使用煤油作為潤滑油,以便于后道工序清洗;精沖孔、落料后,零件需要進(jìn)行去應(yīng)力處理,溫度在(235±5)℃,保溫時(shí)間是100min。
機(jī)加工(數(shù)控加工中心機(jī)床)
采用高精度的數(shù)控加工中心進(jìn)行精銑加工,得到成品磁盤架零件,滿足各項(xiàng)技術(shù)要求。在數(shù)控精銑加工時(shí),加工的刀具須采用雙層刀組同時(shí)切削,推薦使用陶瓷刀片加工,效果更好,壽命更長。
結(jié)束語
通過對磁盤架的工藝分析,結(jié)合投入與產(chǎn)出的實(shí)際條件情況,采用“精沖→鐓壓成形→機(jī)加工”相結(jié)合的成形工藝方法加工磁盤架零件,達(dá)到了零件的技術(shù)要求,具有投入低、效率高、操作安全、標(biāo)準(zhǔn)化程度高的特點(diǎn)。該方法還可應(yīng)用于其他高精密件的設(shè)計(jì)、制造中,能夠創(chuàng)造更高的社會(huì)經(jīng)濟(jì)效益。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
裝備制造技術(shù)(2020年2期)2020-12-14 03:09:30
裝備維修技術(shù)(2020年15期)2020-11-28 09:45:30
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
智富時(shí)代(2018年12期)2018-01-12 11:51:50
中國機(jī)械工程(2016年21期)2016-12-24 01:54:00
中小企業(yè)管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52