脈沖激光再制造壓縮機薄壁葉片成形工藝試驗優化
2015-06-24 14:31:15董世運任維彬徐濱士閆世興方金祥
裝甲兵工程學院學報 2015年5期
董世運, 任維彬,2, 徐濱士, 閆世興, 方金祥
(1. 裝甲兵工程學院裝備再制造技術國防科技重點實驗室, 北京 100072; 2. 65589部隊, 遼寧 大連 116300)
脈沖激光再制造壓縮機薄壁葉片成形工藝試驗優化
董世運1, 任維彬1,2, 徐濱士1, 閆世興1, 方金祥1
(1. 裝甲兵工程學院裝備再制造技術國防科技重點實驗室, 北京 100072; 2. 65589部隊, 遼寧 大連 116300)
針對壓縮機葉片激光再制造尖部塌陷、裂紋以及熱影響范圍過大的成形難題,提出脈沖輸出模式激光再制造成形薄壁葉片的新方法,優化了脈沖激光成形工藝參數,并設計了防尖端塌陷外接模塊及防輻照銅質墊片2種簡易成形工裝夾具,開展了體積損傷薄壁葉片的激光再制造成形試驗。結果表明:葉片形狀恢復充分,表層無裂紋,尺寸偏差在1 mm以內,角度偏差在3°以內,熱影響區寬度在0.2~0.5 mm內,解決了葉片尖部塌陷、裂紋的成形難題,減小了熱損傷程度,實現了尖部體積損傷薄壁葉片的再制造成形。
脈沖激光;薄壁葉片;成形工藝;壓縮機
工程中廣泛應用的壓縮機葉片受熱應力及氣體腐蝕影響,易萌生裂紋并擴展產生斷裂,使用壽命通常僅有1~3年[1-5]。針對上述問題,國內外學者進行了大量的研究。其中:Macintyre等[6]采用TIG堆焊鈷基合金的方法對體積損傷部位進行仿形修復,但存在熱影響區較大的問題;范毅等[7]通過電弧噴涂、火焰噴熔等方式對葉片表面性能進行強化,但涂層與基體結合強度不高;劉愛軍等[8]設計了特定工作環境下的耐磨彈性梯度材料和耐磨新涂層材料,成本相對較高,且通用性不強;張兵等[9]通過固溶、滲硼、碳氮共滲等措施進行葉片表面功能強化,但難以實現成形尺寸的恢復。激光再制造因其成形精度高、低熱輸入低及成形層力學性能優異等特點,被廣泛應用于重要裝備零件體積損傷部位的仿形再制造[10-12]。
基于此,筆者以恢復薄壁葉片尖部再制造形狀及控制其熱影響區范圍為目標,采用脈沖激光成形工藝優化工藝參數,結合自行設計的防塌陷外接模塊及防輻照銅質墊片,開展再制造成形試驗研究,以驗證相關工藝及方法的合理性。
1 薄壁葉片成形難點
1.1 裂紋及尖部塌陷
激光再制造成形是一個局部的不均勻加熱過程。熔池附近的高溫區域材料因熱膨脹作用而受周圍冷態材料約束,處于壓縮塑性狀態。隨著激光掃描位置前移,熔池附近區域開始冷卻壓縮處于壓縮塑性狀態的熔池及其附近區域又將受到周圍金屬的制約而生產收縮拉應力,當超過成形層金屬所具有的塑性時,就會有裂紋產生,因此成形裂紋的控制成為領域研究難點[13]。
Modonald等[13]試驗獲得殘余應力計算公式為
(1)
式中:E為成形層材料彈性模量;Δα為成形層與基體材料熱膨脹系數差;ΔT為成形層與環境間溫度差;ν為成形層材料泊松比。
由式(1)可知:在材料一定的條件下,成形層內殘余應力由Δα·ΔT決定,而殘余應力性質由Δα決定。因此,ΔT成為控制成形層應力的關鍵。如果溫差過大,成形層內部將產生較大的拉應力,使成形層萌生裂紋或直接開裂;若通過預熱減小溫差,因受工藝限制而難以采用,因而控制成形熱輸入和降低成形層與基體之間溫差成為控制成形層內殘余應力的直接方法。
圖1(a)為體積損傷葉片激光再制造成形后存在的尖部塌陷缺陷,受成形光粉聚焦限制,該部位無法實現補償成形;圖1(b)為對成形后葉片進行著色探傷試驗得到的裂紋缺陷,表明成形過程中因熱輸入過高而導致的成形層表層有大量裂紋萌生。
圖1 體積損傷葉片及激光再制造后成形缺陷
1.2 成形過程熱輸入過大
圖2為體積損傷葉片成形過程中表層及成形后整體形貌。通過對比可知:成形層表面無明顯粘粉,也無明顯裂紋、氣孔等缺陷,但基體靠近成形界面處可觀察到因熱輸入過大而出現的明顯燒蝕氧化輪廓。
激光熱源作用于粉末時,熱源設定為體熱源,能量密度符合高斯函數分布,即
(2)
式中:A為基體材料對激光的吸收系數;P為激光功率;r為位置點與熱源中心距離;ra為峰值密度的光斑半徑。
由式(2)可知:在成形初始階段,基體距離激光熔池較近,受激光光束輻照、高溫熔池傳導以及等離子體的加熱作用,基體溫度迅速升高并與周圍環境空氣接觸,出現較明顯的燒蝕氧化輪廓;隨著成形層數的增加,熱源中心至基體的距離不斷增加,光束對基體的直接熱作用逐漸減小,但在連續輸出模式下各成形層間熱量散失時間較短,導致成形層內熱量不斷累積并向基體傳導,使基體熱影響區不斷擴大,也導致呈現出較為明顯的燒蝕氧化輪廓。
由于粉末和基體成分、熱膨脹系數和熱物理性能存在一定差異,在成形過程中,成形層與基體將發生不同程度的膨脹和收縮,從而產生較大的殘余應力及殘余變形,這將直接影響葉輪修復的形狀尺寸精度,而殘余應力的存在也將增加成形層內部裂紋萌生及開裂的可能。
圖2 體積損傷壓縮機葉片激光再制造成形過程
2 脈沖激光工藝優化
2.1 工藝參數優化
將脈沖激光工作模式分為開啟和關斷2個階段,開啟階段的成形過程與連續輸出模式一致。因此,脈沖激光成形工藝參數優化的關鍵是對與激光關斷過程相關聯的脈寬及脈沖工藝占空比參數進行優化,減少成形過程熱輸入。
利用光纖激光再制造成形系統進行脈沖成形工藝優化,其系統最小脈沖寬度為10 ms,最大脈沖寬度為100 ms。基于已有連續激光成形工藝優化結果[11],選擇脈沖激光成形功率為1.1 kW,掃描速度為5 mm/s,送粉速率為8.1 g/min,載氣流量為150 L/h,試驗采用單道成形的工藝方式進行,利用GX-51金相顯微鏡測量成形層幾何特征參數,試驗工藝參數及測量結果如表1所示。
成形后單道工藝形貌如圖3所示。可以看出:除樣本5、6、7、11外,其他樣本的成形均不充分,其主要是由成形過程中脈沖占空比過小、能量輸入過低所引起。
進一步對比工藝樣本5、6、7、11知:4個工藝樣本稀釋率都處于5%~20%之間,但樣本7熔高及熔寬相對較大,具有相對更高的成形效率,在再制造成形過程中可減少成形層數,降低成形層間的熱量累積。因此,確定脈沖激光再制造成形優化工藝參數為:激光功率1.1 kW,掃描速度5 mm/s,送粉速率8.1 g/min,載氣流量150 L/h,脈寬100 ms,占空比 10∶1。
表1 脈沖激光成形工藝優化試驗參數
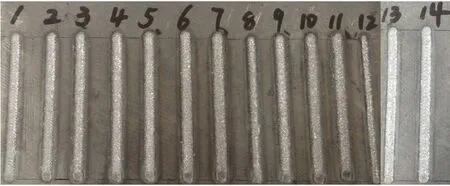
圖3 工藝樣本單道成形整體形貌
根據表1數據,繪制得到熔寬、熔高及熔深與占空比之間關系曲線,如圖4所示。
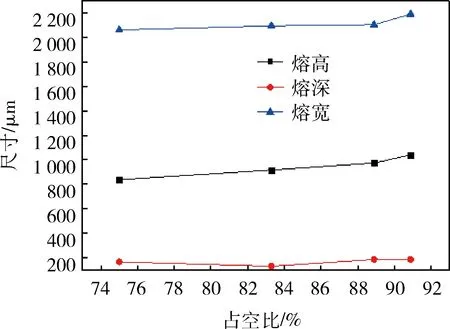
圖4 熔寬、熔高及熔深與占空比關系曲線
可以看出:在脈寬一定的前提下,熔寬、熔高及熔深均隨占空比的增加而呈遞增趨勢。這是因為:在相同成形時間內,占空比高的工藝參數成形能量輸入相對較大,成形形狀尺寸更為充分,這在體積損傷再制造成形過程中將減少再制造成形層數,實現成形過程熱輸入和熱影響區范圍的控制。
2.2 防缺陷工裝夾具設計
2.2.1 防塌陷外接模塊設計
為進一步簡化成形過程,減少成形補償,并實現逐層堆積的快速成形,設計了一種簡易基體材料外接模塊,將可能存在的頂部塌陷缺陷通過單層成形長度的增加,轉移至成形部位以外,葉片尖端再制造成形效果如圖5所示。

圖5 葉片尖端再制造成形效果
其中,外接基材模塊的尺寸設計及固定應注意以下幾點:
1) 為保證單層成形形狀充分性和便于激光光斑對中,設計模塊厚度略大于葉片壁厚,尺寸余量控制在0.5 mm以內;
2) 為保證模塊與葉片基體連接牢固,并避免金屬膠卷裹進熔池,影響成形界面成分及性能,在成形界面以下3 mm范圍內不應有金屬膠。
從圖4可知:外接模塊的添加不僅有效地避免了成形部位邊緣塌陷缺陷的存在,同時也提高了成形效率。
2.2.2 銅質防輻照散熱墊片
為進一步減少激光直接照射葉片基體而引起的燒蝕氧化,同時加強基體的散熱,降低熱傳導作用,需要設計一種固定簡單、具有一定柔性的銅質防輻照散熱墊片。
葉片的材料選擇和尺寸設計依據如下。
1) 為實現墊片自身不被激光燒熔及滿足基體的防激光直接輻照和快速散熱,選擇熔點高、導熱快的銅質材料作為墊片材料;
2) 為實現與葉片非規則型面的貼合,0.8 mm厚度的銅質材料也具有充分的柔性,符合以上工藝要求;
3) 為實現成形熱影響區的充分覆蓋和保護,防止激光光束對該區域的直接輻照,設計墊片的寬度為5 mm;
4) 10 mm的長度可充分滿足成形尺寸要求,并可根據實際需要進行折疊。設計所得的銅質防輻照散熱墊片的裝夾如圖6所示。

圖6 銅質防輻照散熱墊片的裝夾
3 脈沖激光工藝成形
基于已有再制造成形路徑規劃[14],采用脈沖輸出模式激光工藝,配合防塌陷外接模塊及防輻照銅質墊片,對尖部體積損傷壓縮機薄壁葉片進行激光再制造成形試驗,成形后葉片整體形貌如圖7所示。

圖7 尖部體積損傷薄壁葉片成形形貌
從圖7可知:葉片形狀恢復充分,表層無裂紋。利用PowerScan藍光精密型三位反求測量儀對成形后葉片進行尺寸測量[15],測量結果表明:成形后形狀尺寸精度在1 mm以內,角度尺寸精度控制在3°以內,熱影響區范圍控制在0.2~0.5 mm。
[1] 夏仁波,劉偉軍,王越超. 影響激光直接制造金屬零件精度的因素及其閉環控制研究進展[J].機械科學與技術,2004, 23(9):1085-1089.
[2] 羅永要,王正偉,梁權偉. 混流式水輪機轉輪動載荷作用下的應力特性[J].清華大學學報:自然科學版,2005, 45(2):235-238.
[3] Lee B, Suh J, Lee H, et al. Investigations on Fretting Fatigue in Aircraft Engine Compressor Blade[J].Engineering Failure Analy-sis,2011,18(7):1900-1908.
[4] Farrhi G H, Tirehdast M, Masoumi K A, et al. Failure Analysis of a Gas Turbine Compressor[J]. Engineering Failure Analysis, 2011, 18(1):474-484.
[5] 支金花,張海存, 盧正欣,等. 軸流壓縮機葉片斷裂分析[J]. 流體機械,2011,31(2):47-51.
[6] Macintyre R M. The Use of Lasers in Rolls-Royce[M]∥Draper W C,Mazzoldi P.Laser Surface Treatment of Metals.Berlin:Springer Netherlands,1986:545-549.
[7] 范毅,丁彰雄,張云乾.納米WC/12Co涂層在軸流式引風機葉片防磨上的研究[J].武漢大學學報,2006,39(3):135-139.
[8] 劉愛軍,劉德順,周知進.礦井風機葉片磨損機理與抗磨技術研究進展[J].中國安全科學學報, 2008, 18(11), 169-176.
[9] 張兵,曹雪剛,劉昌奎.單晶高溫合金再結晶的抑制方法研究進展[J].失效分析與預防,2013,8(3):191-196.
[10] 徐濱士. 裝備再制造工程的理論與技術[M].北京:國防工業出版社,2007:1-25.
[11] 董世運,張曉東,徐濱士,等. 45鋼凸輪軸磨損凸輪的激光熔覆再制造[J]. 裝甲兵工程學院學報,2011,25(2):85-87.
[12] 閆世興,董世運,徐濱士,等. Fe314合金粉末激光快速成形組織與力學性能分析[J].中國激光,2009, 36(11):3074-3078.
[13] Modonald G,Hpendricks R C.Effect of Thermal Cycling on ZrO2-Y2O3Thermal Barrier Coating[J].Thin Solid Films,1980,73:491-496.
[14] 任維彬,董世運,徐濱士,等. FV520(B)鋼葉片模擬件激光再制造成形試驗分析[J]. 紅外與激光工程,2014,43(10):3301-3306.
[15] 任維彬,董世運,徐濱士,等.激光沉積成形修復薄壁葉片模擬件的三維形變分析[J]. 焊接學報,2015,36(6): 52-56.
(責任編輯: 尚菲菲)
Experiment Optimization of Impulse Laser Remanufacture Forming Process for Compresssor Thin-wall Blade
DONG Shi-yun1, REN Wei-bin1,2, XU Bin-shi1, YAN Shi-xing1, FANG Jin-xiang1
(1. National Defense Key Laboratory for Remanufacturing Technology, Academy of Armored Force Engineering, Beijing 100072, China; 2.Troop No.65589 of PLA, Dalian 116300, China)
Aiming at the forming aporia of blade tip collapse, cracks and the large extent of the heat-affected zone for the laser remanufacture of compressor blades, the new method of pulsed laser is put forward for remanufacture forming, the process parameters of pulsed laser are optimized, and two fixtures of attached anti-collapse module and irradiation protected copper gasket are designed, the experiment of remanufacture forming for thin-wall blade with volume damage is developed. The experiment results show that the shape recovery is adequate, there is no crack in the surface, the dimensional precision of the formed part can be controlled within 1 mm, the angle precision of the formed bilateral bend slope is controlled within 3°, the extent of the heat-affected zone is 0.2-0.5 mm, the problems of remanufacture forming are solved, the thermal damage caused by laser irradiation is reduced, the blade with volume damage in the tip is realized for remanufacture forming.
pulsed laser; thin-wall blade; forming process; compressor
1672-1497(2015)05-0097-05
2015-07-20
國家“973”計劃項目
董世運(1973-),男,研究員,博士。
TP391.4
A
10.3969/j.issn.1672-1497.2015.05.020
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
