兆瓦級風(fēng)力發(fā)電機(jī)機(jī)艙灌注成型研究
2015-06-27 02:37:49薛浩鵬吳海亮
天津科技 2015年9期
薛浩鵬,吳海亮
(天津東汽風(fēng)電葉片工程有限公司 天津300480)
兆瓦級風(fēng)力發(fā)電機(jī)機(jī)艙灌注成型研究
薛浩鵬,吳海亮
(天津東汽風(fēng)電葉片工程有限公司 天津300480)
指出風(fēng)電技術(shù)在遏制溫室效應(yīng)、改善生態(tài)環(huán)境以及可再生能源利用方面都具有非常重要的現(xiàn)實意義。從分析風(fēng)力發(fā)電機(jī)組機(jī)艙罩體設(shè)計要求、規(guī)范以及主要技術(shù)出發(fā),闡述了兆瓦級風(fēng)電機(jī)艙罩殼采用灌注成型的原因、灌注工藝優(yōu)勢以及設(shè)計改進(jìn)流程。并通過有限元計算優(yōu)化設(shè)計、改進(jìn)工藝等方式,闡述了如何逐步提升機(jī)艙罩殼的經(jīng)濟(jì)性和提高市場競爭力的方法。
機(jī)艙罩殼 灌注工藝 有限元分析 環(huán)境 成本
近年來,風(fēng)電作為一種清潔能源,在全球范圍內(nèi)迅猛發(fā)展。風(fēng)電技術(shù)在遏制溫室效應(yīng)、改善生態(tài)環(huán)境以及可再生能源的利用方面具有非常重要的現(xiàn)實意義。由于國家生態(tài)建設(shè)和經(jīng)濟(jì)發(fā)展的要求,社會市場對于風(fēng)力發(fā)電機(jī)的需求量不斷增加。[1-2]為了適應(yīng)市場需求,機(jī)艙罩殼的生產(chǎn)面臨著提高生產(chǎn)效率、降低生產(chǎn)成本、改善操作環(huán)境等問題。因此,設(shè)計優(yōu)化工藝勢在必行。本文主要按照 GL規(guī)范,通過有限元計算優(yōu)化機(jī)艙結(jié)構(gòu),采用灌注工藝生產(chǎn)機(jī)艙罩,改善原有手糊工藝操作環(huán)境差、材料成本高等問題。
1 主要設(shè)計要求和規(guī)范
1.1 主要設(shè)計要求
風(fēng)力發(fā)電機(jī)組機(jī)艙罩體由幾個部分組成,內(nèi)置風(fēng)電設(shè)備。機(jī)艙罩可以保護(hù)驅(qū)動部件,降低噪聲輻射,保障維護(hù)期間人員的安全。
使用環(huán)境條件如下:①運行溫度范圍-40~50,℃;②需具備一定防鹽霧腐蝕能力(由于機(jī)組暴露于海洋氣候條件下,有鹽霧產(chǎn)生,并且露水經(jīng)常凝結(jié)在機(jī)艙罩殼外表面,內(nèi)部則很少產(chǎn)生露水);③能承受極端風(fēng)載,保護(hù)內(nèi)部發(fā)電設(shè)備不受損壞;④耐紫外,在紫外強(qiáng)度 100,W/m2下,材料不發(fā)生明顯變化;⑤能達(dá)到使用壽命20年。
1.2 設(shè)計規(guī)范
風(fēng)力發(fā)電機(jī)機(jī)組機(jī)艙罩由兩部分組成,在使用過程中,受到永久性載荷(結(jié)構(gòu)自重等)和可變載荷(風(fēng)載荷、雪載荷和安全檢修載荷等)的影響。計算的載荷工況按照 GL2010 Guideline的要求設(shè)置,[3]工況如表1所示:

表1 機(jī)艙罩殼載荷工況Tab.1 Nacelle load conditions
2 主要技術(shù)內(nèi)容
2.1 材料測試及參數(shù)確定
2.1.1 材料測試
按照玻璃鋼樣條實驗標(biāo)準(zhǔn)進(jìn)行制樣,通過萬能試驗機(jī),對樣條進(jìn)行拉伸壓縮剪切實驗,得出材料的力學(xué)性能,作為有限元結(jié)構(gòu)分析的數(shù)據(jù)依據(jù)。
2.1.2 材料參數(shù)確定
復(fù)合材料是正交各向異性材料,單層的強(qiáng)度指標(biāo)有5個。分別為縱向拉伸強(qiáng)度(Xt)、縱向壓縮強(qiáng)度(Xc)、橫向拉伸強(qiáng)度(Yt)、橫向壓縮強(qiáng)度(Yc)和面內(nèi)剪切強(qiáng)度(S)。
單層的失效準(zhǔn)則是用以判別單層在偏軸向應(yīng)力作用或平面應(yīng)力狀態(tài)下是否失效的準(zhǔn)則,本測試采用最大應(yīng)力失效準(zhǔn)則。
在采用最大應(yīng)力準(zhǔn)則下,根據(jù)GL2010采用的安全系數(shù)如表2所示。[3]
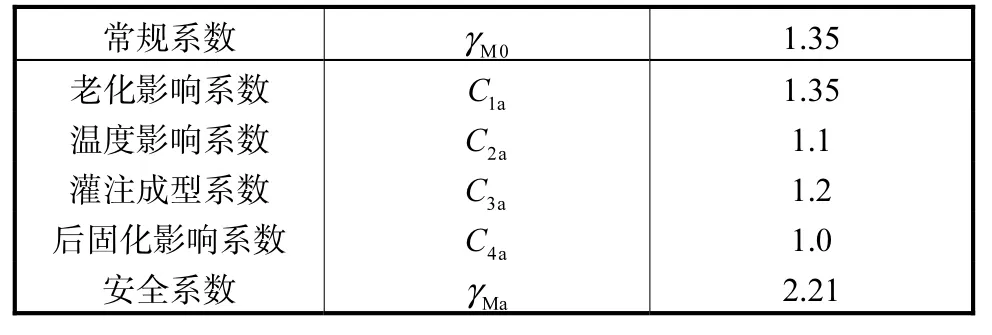
表2 安全系數(shù)組成Tab.2 Composition of safety coefficients
安全系數(shù)為 2.21,對于短切氈、方格布和纖維布復(fù)合材料,由于單層縱方向和橫方向性能相同,則各單層材料的許用應(yīng)力如表3所示。[4-7]
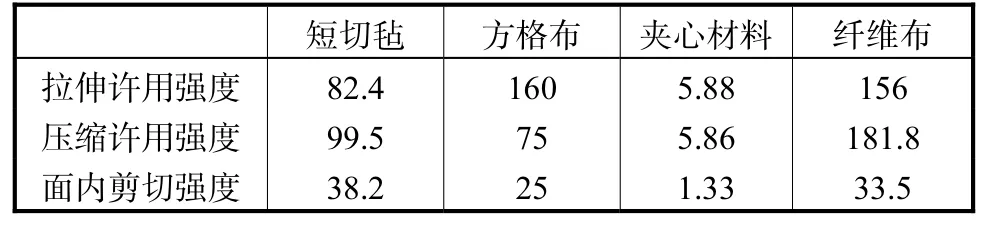
表3 許用應(yīng)力(單位:MPa)Tab.3 Allowable stress(Unit:MPa)
2.2 主要研究內(nèi)容和技術(shù)方案
2.2.1 機(jī)艙罩殼的結(jié)構(gòu)設(shè)計
① 機(jī)艙罩殼網(wǎng)格模型。由于機(jī)艙罩殼為殼體結(jié)構(gòu)且需要承受拉、壓、彎、剪的復(fù)雜載荷,因此采用2,D shell單元建立有限元模型(Shell單元可以承受拉、壓、彎、剪的平面單元,可以定義各向同性板殼材料或復(fù)合材料層合板,用當(dāng)量截面定義單元的抗拉壓、抗彎、抗剪材料和性能)。[8]
② 邊界條件設(shè)置。機(jī)艙罩通過掛件懸掛在主機(jī)架的彈性元件上,因此掛件處即是固定機(jī)艙罩的位置,在有限元模型中需要約束掛件掛孔處全部節(jié)點的 6個自由度。作用在機(jī)艙罩殼上的載荷包括重力、活動載荷和風(fēng)載,必要情況下還需考慮冰雪載荷的影響。[9]
重力通過在有限元模型中施加重力加速度實現(xiàn)加載。只有當(dāng)工人維修機(jī)艙罩時,活動載荷才起作用,工程實踐中的活動載荷樹脂和施加位置按照規(guī)范加載。
風(fēng)載作用在機(jī)艙上的載荷按下式進(jìn)行計算:

其中ρ為空氣密度,1.225,kg/m3;vwind為風(fēng)速,根據(jù)不同風(fēng)區(qū)確定;A為風(fēng)載作用面積;cw為風(fēng)壓系數(shù)。
根據(jù)GL2010 Guidline,對方形結(jié)構(gòu),風(fēng)壓系數(shù)Cw按圖1進(jìn)行簡化:[3]
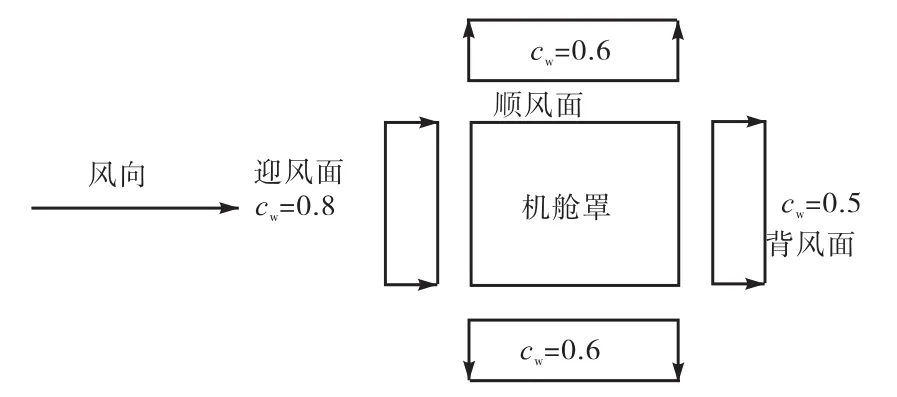
圖1 風(fēng)壓系數(shù)Cw簡化值Fig.1 Simplified value of Coefficient of wind pressure Cw
③ 靜強(qiáng)度計算結(jié)果及分析(見表4)。在考慮2.21的材料安全系數(shù)下,材料的失效系數(shù)小于1,材料在這些工況下不會發(fā)生破壞,機(jī)艙罩殼的靜強(qiáng)度滿足要求。
④ 穩(wěn)定性計算結(jié)果及分析。根據(jù)GL2010 Guideline規(guī)范的要求,對產(chǎn)品在活載下的屈曲因子要求大于等于 2.04。根據(jù)邊界條件,在最大風(fēng)載和最大活載響應(yīng)下的穩(wěn)定性結(jié)果見表5。

表4 靜強(qiáng)度分析結(jié)果Tab.4 Static strength analysis result

表5 穩(wěn)定性分析結(jié)果Tab.5 Stability analysis result
計算結(jié)果均大于 2.04,保證了產(chǎn)品在最大活載下不會發(fā)生結(jié)構(gòu)失穩(wěn)。
2.2.2 工藝改進(jìn)和優(yōu)化
① 灌注工藝簡介。“真空樹脂導(dǎo)入工藝”又稱為“真空輔助樹脂擴(kuò)散模塑工藝”或“真空輔助樹脂轉(zhuǎn)移模塑工藝”。該工藝原理為借助真空的驅(qū)動,把樹脂注入預(yù)制成形的增強(qiáng)材料中,模具由柔性膜和剛性半模組成。由于增強(qiáng)材料為真空所壓緊,樹脂的滲透速度一般較慢,要依靠導(dǎo)流介質(zhì)(導(dǎo)流布或?qū)Я鞴?的幫助。真空樹脂導(dǎo)入的基本原理是利用導(dǎo)流介質(zhì),在部件表面形成高流速的滲透區(qū),使樹脂迅速達(dá)到產(chǎn)品整個表面,浸漬主要是通過厚度方向來實現(xiàn)的,從而大大縮短樹脂的滲透途徑和時間,依靠高真空度,制品的孔隙率可達(dá)1%~1.5%,,纖維體積含量在50%,以上。[10-11]
② 手糊工藝和灌注工藝對比。灌注工藝相比手糊工藝具有以下優(yōu)勢:產(chǎn)品性能優(yōu)良,成品率高;產(chǎn)品質(zhì)量穩(wěn)定,重復(fù)性好;抗疲勞性能提高,可減輕結(jié)構(gòu)重量;環(huán)境友善;產(chǎn)品一體性好;減少了原材料使用,減少用工;產(chǎn)品精度好。
2.2.3 機(jī)艙產(chǎn)品的經(jīng)濟(jì)性研究
雖然灌注工藝在原材料方面比手糊工藝要節(jié)省很多,但由于需要增加真空袋、導(dǎo)流網(wǎng)、脫模布等耗材,因此為了準(zhǔn)確反映出工藝改進(jìn)對于產(chǎn)品經(jīng)濟(jì)性的提升,我們分別采用灌注工藝與手糊工藝進(jìn)行了產(chǎn)品試制。灌注耗材價格約為每套1萬元。通過工藝改進(jìn)優(yōu)化,可降低材料及人力成本至 1.5萬元每套。
根據(jù)測算可以看出,經(jīng)過工藝改進(jìn),每套機(jī)艙罩能降低成本 5,000元。在大型風(fēng)力發(fā)電機(jī)機(jī)艙罩殼上,采用灌注工藝具有很好的經(jīng)濟(jì)性,有比較大的競爭力。
3 結(jié) 語
通過有限元分析,在保證結(jié)構(gòu)強(qiáng)度穩(wěn)定的基礎(chǔ)上,對機(jī)艙結(jié)構(gòu)進(jìn)行優(yōu)化,保證機(jī)艙罩殼滿足 20年的使用壽命。有限元分析結(jié)果為機(jī)艙罩殼的灌注工藝改進(jìn)提供了設(shè)計和理論基礎(chǔ)。 灌注工藝替代手糊工藝,可以使生產(chǎn)對環(huán)境更加友善,并且大大改善工人的操作環(huán)境,實現(xiàn)以人為本的生產(chǎn)理念。通過成型工藝改進(jìn),實現(xiàn)了產(chǎn)品的優(yōu)化并使產(chǎn)品的經(jīng)濟(jì)性得到了提升,在市場中具有更大的競爭力。
綜上所述,對于大型風(fēng)力發(fā)電機(jī)機(jī)艙罩殼,采用灌注工藝成型是發(fā)展趨勢。隨著耗材的國產(chǎn)化和風(fēng)電整體成本的降低,灌注工藝可以應(yīng)用在更多風(fēng)電行業(yè)制品上。■
[1] 沈觀林,胡更開. 復(fù)合材料力學(xué)[M]. 北京:清華大學(xué)出版社,2006.
[2] 葉杭冶. 風(fēng)力發(fā)電系統(tǒng)的設(shè)計、運行與維護(hù)[M]. 北京:電子工業(yè)出版社,2010.
[3] 德國勞氏般級社. 風(fēng)機(jī)認(rèn)證指南(GL2010)[S].
[4] GB/T1447—2005. 纖維增強(qiáng)塑料拉伸性能試驗方法[S].
[5] GB/T1448—2005. 纖維增強(qiáng)塑料壓縮性能試驗方法[S].
[6] GB/T1463—2005. 纖維增強(qiáng)塑料密度和相對密度試驗方法[S].
[7] GB/T3355—2005. 纖維增強(qiáng)塑料縱橫剪切試驗方法[S].
[8] 李偉,段成紅,吳祥. 碳纖維復(fù)合材料強(qiáng)度的有限元模擬[J]. 玻璃鋼/復(fù)合材料,2011(1):20-23.
[9] 李成良,陳淳. 風(fēng)力機(jī)葉片的結(jié)構(gòu)分析與鋪層優(yōu)化設(shè)計[J]. 玻璃鋼/復(fù)合材料,2009(6):50-53.
[10] 張朝輝. ANSYS11. 0結(jié)構(gòu)分析工程應(yīng)用實例解析[M].北京:機(jī)械工業(yè)出版社,2008.
[11] 周祝林,吳伯明,賀志遠(yuǎn),等. 新型 3,D夾層結(jié)構(gòu)復(fù)合材料風(fēng)電用 SEC-W01-1250機(jī)艙罩強(qiáng)度、剛度和穩(wěn)定性設(shè)計計算報告[J]. 玻璃鋼/復(fù)合材料,2010(1):63-66.
On Vacuum Infusion of MW Level Wind Turbine Nacelles
XUE Haopeng,WU Hailiang
(TianJin Dongqi Wind Turbine Blade Engineering Co.,LTD,Tianjin 300480,China)
This paper points out that wind power technology has a great practical significance in containing greenhouse effect,improving ecological environment and promoting the use of renewable energy resources.From the aspects of wind turbine nacelle design requirements,specifications and main techniques,the reason,process advantages and design improvement procedures of the MW level nacelle cover of wind turbine generator system were expounded.Through finite element optimization design and process improvement,methods of gradually improving nacelle cover’s economical efficiency and strengthening their market competitiveness were discussed.
nacelle;vacuum infusion process;finite element analysis;environment;cost
TK83
A
1006-8945(2015)09-0041-02
2015-08-07
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
無機(jī)化學(xué)學(xué)報(2014年4期)2014-02-28 17:31:11
