正交異性鋼橋面板板焊接順序優化分析
2015-06-28 05:54:32周尚猛
結構工程師 2015年5期
周尚猛
(中鐵大橋局集團武漢橋梁科學研究院有限公司,武漢430034)
1 引言
全焊結構是現代鋼橋的一個發展方向。但是,由于焊接工藝及橋梁施工技術發展的限制,栓焊鋼橋仍具有較大的應用空間[1]。大量的公鐵兩用鋼橋采用了栓焊鋼桁梁結構,如武漢天興洲大橋、黃岡長江大橋、平潭跨海大橋等[2]。通常,此類橋梁多采用正交異性鋼橋面板作為橋面傳力構造[3-4]。
東水門大橋采用了支撐于縱橫梁體系上的正交異性鋼橋面板上,縱橫梁體系之間以及縱橫梁體系與主桁之間均采用栓接。因此,橋面板在施工過程中采用分塊吊裝并焊接成型。焊接順序對此類結構性能的影響目前尚無明確研究結論。合理選擇焊接順序既可以滿足高強度螺栓連接定位的要求,也可以控制焊接殘余變形和殘余應力對結構初始應力狀態的影響,提高結構耐久性,使結構成橋狀態滿足設計要求。
目前,焊接殘余變形與殘余應力求解方法主要可歸納為三類:經驗法、解析法和數值模擬法[5]。經驗法通過查找焊接手冊上的經驗公式和數據曲線來進行估計,局限性大。1940年,蘇聯學者對焊接殘余應力和變形進行了理論分析,提出了解析法。在解析法的基礎上,隨著計算機技術的應用,逐步過渡到有限差分和有限單元法[5-6]。
本文將在合理選取焊接分析方法的基礎上,采用應變能密度函數作為目標函數,優選出合理的正交異性鋼橋面板頂板焊接順序。
2 工程背景
重慶市東水門長江大橋主橋為222.5 m+445.0 m+190.5 m雙塔單索面部分斜拉橋,下層為雙線軌道交通,上層為雙向四車道汽車通道。橋型總體布置圖如圖1(a)所示。
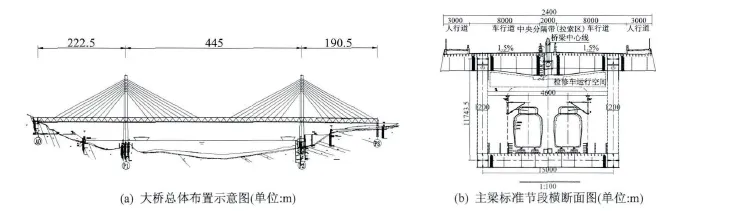
圖1 東水門長江大橋總體布置及剖面圖Fig.1 The overall arrangement and main girder cross section
索塔采用天梭形,采用C50混凝土。P1索塔總高172.61 m。P2索塔塔高162.49 m,下塔墩為單箱多室結構形式,塔柱為單箱單室結構形式。斜拉索采用平行鋼絞線拉索,每個橋塔共錨固9對斜拉索。鋼主梁采用板桁組合結構,全長858 m,桁寬 15 m,主橋上橋面全寬 24.0~39.2 m。主桁采用變高度的三角形桁式,除索塔處節間長度為14.5 m外,其余等節間布置,節間長度16 m,全橋共55個節間,主桁桿件為焊接箱形截面,采用整體節點,橋面板采用正交異性板,大橋剖面如圖1(b)所示。
東水門橋鋼桁梁均采用散拼法架設,其中墩頂三個節間鋼梁采用2 000 t·m大塔吊架設;其余鋼梁采用全回轉架梁吊機對稱懸臂架設。鋼梁架設從主墩向兩側雙向架設,渝中側先架設到位,后南岸側架設到位,最后跨中合龍。
鋼梁構件的懸臂安裝先拼裝主桁桿件,待各片主桁的三角形閉合后再拼裝橋面構件,焊接橋面板的橫向焊縫,安裝聯結系構件,焊接橋面板的縱向焊縫。標準節段安裝工藝流程為:下弦桿→腹桿→下層橋面→腹桿→上弦桿→中縱梁→上層中部橋面板→上層邊部橋面板→安裝前一節段的拉索。
3 焊接過程模擬與應變能密度優化函數
3.1 焊接過程模擬
3.1.1 熱彈塑性有限元法
熱彈塑性有限元方法可綜合分析焊接過程中的幾何非線性、材料非線性和狀態非線性,以及顯微組織和相變轉換對整個過程的影響,求解移動熱源作用下的瞬態溫度場、熱應力場與變形場;更進一步,除了分析焊接殘余應力和變形,也可以分析裂紋、疲勞、斷裂等問題。從理論上講,熱彈塑性有限元方法是焊接過程模擬的一般性方法[7]。
熱彈塑性有限元方法模擬了焊接的全過程,按照一定的時間間隔,求解該時間段內焊接溫度場及由于溫度場引起的應力應變的增量,循環迭代,計算焊接過程最終的殘余應力與變形。該過程涉及到對焊接過程中各個時刻的溫度場進行瞬態分析,計算量大,針對小型構件分析時可以實現;若針對大型構件分析,耗費機時,或由于計算量過大,導致無法求解[8]。本項目分析正交異性鋼橋面板頂板的焊縫焊接順序,需要考慮整個頂板的應力應變分布,故該方法不適用。
3.1.2 固有應變法
焊接應力是熱應變、塑性應變以及相變應變綜合影響的結果。熱應變、塑性應變和相變應變都是焊接變形和應力產生的根源,因而有共同的特征。為了統一分析,最初由日本學者提出了所謂“固有應變”的概念[8]。
將物體處于既無外力也無內力的狀態看作為基準狀態,固有應變ε*就是表征從應力狀態切離后處于自由狀態時,與基準狀態相比所發生的應變,它等于總的變形應變ε減去彈性應變εe,即

在焊接過程中,固有應變將是塑形應變εp,熱應變εT和相變應變εX三者之和。

在焊接完成后固有應變就是塑性應變、熱應變和相應變三者的殘余量之和。對低碳鋼等材料,相變發生在彈性喪失溫度之上。因此,相變應變對最終的殘余應變和應力影響較小。由于加熱和冷卻的熱應變相互抵消,完全冷卻后的焊縫處存在的是塑性應變[9-10]。
固有應變存在于焊縫及其附近,固有應變的大小和分布決定了最終的殘余應力和變形。若已知固有應變的大小和分布,將其作為初始應變置于焊縫及其附近,就可以通過一次彈性有限元求得整個結構的焊接變形。
固有應變大小和分布與焊接參數以及焊件尺寸等有關系。通常殘余變形可用實驗方法測量,對殘余變形采用等效載荷加載即實現了固有應變法加載,通常是在焊縫區施加使焊縫區產生收縮應變的熱荷載ΔT。

式中,ε*和 α分別是橫向固有應變和線膨脹系數。
3.2 應變能密度優化函數
正交異性鋼橋面板頂板焊接導致頂板內部出現初始應力應變場,該應力應變場決定了橋面板頂板的殘余變形與殘余應力,以及與該頂板相鄰的正交異性鋼橋面板的縱梁、橫梁和縱肋等構件的初始受力狀態。
在此過程中,最優的焊接順序需滿足兩個條件:一是焊接殘余變形小,便于施工過程中各個構件的安裝;二是不使構件安裝完成后與設計狀態差異過大,而影響結構的承載能力,或者導致局部應力過大影響結構的疲勞性能。對于前者本文選擇焊接過程中最大位移作為評價指標,對于后者本文選擇施工梁端的應變能密度函數作為評價指標,其表達式如下:

式中,W 表示總應變能;V表示總體積,σij,εij表示考察位置應力與應變。
4 焊接過程建模及焊接順序優化分析
4.1 正交異性鋼橋面板焊接建模
建立兩個節段長度的有限元模型,分析焊接順序的對橋梁的影響。根據對稱性取一半結構分析;考慮到下弦桿、下橋面板和橫梁等對上橋面的焊縫影響較小,建模時只考慮腹桿及以上結構[11]。模型采用Shell63單元分網,單元總數為150 653,節點數為294 974;結構有限元模型及分網情況如圖2所示。
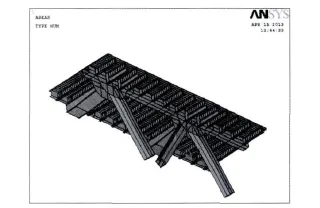
圖2 焊接順序分析模型Fig.2 Welding sequence analysis model
4.2 焊接順序優化分析
兩節段之間的橫焊縫,編號為A;同一節段內,兩橋面板之間的橫焊縫,編號為B;縱向焊縫,編號為C。對A、B和C三個焊縫,按焊接先后順序共有6種類型:A—B—C,A—C—B,B—A—C,B—C—A,C—A—B和C—B—A 。
采用單元生死技術模擬固有應變施加。計算前,將未焊接焊縫單元殺死,弦桿外側橋面及橫梁單元殺死。圖3為焊接前的模型及待焊的焊縫。
為了有針對性地分析正交異性鋼橋面板頂板焊縫的焊接性能,并充分結合現場焊接工藝水平,縱橫向焊縫的固有應變加載值可以通過現場試驗獲取。在現場試驗中,實測了焊縫附近寬度范圍約為10cm區域的應變值,作為固有應變加載值。
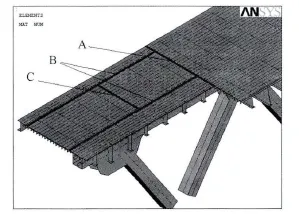
圖3 焊縫編號Fig.3 The number of welding
5 計算結果分析
對每種焊接順序,計算焊接過程中的平均應變能密度和最大位移,并以此為指標比較不同焊接順序對橋梁力學性能的影響。表1給出了6種不同焊接順序的梁段計算結果。
圖4及圖5給出了不同焊接順序梁段的平均應變能密度和最大位移隨焊接順序的變化規律。
從圖中可以看出,結構最大位移和應變能密度函數的變化規律具有一致性。隨著焊接工序的增加,結構的最大位移逐漸增加,應變能密度函數也逐漸增加。
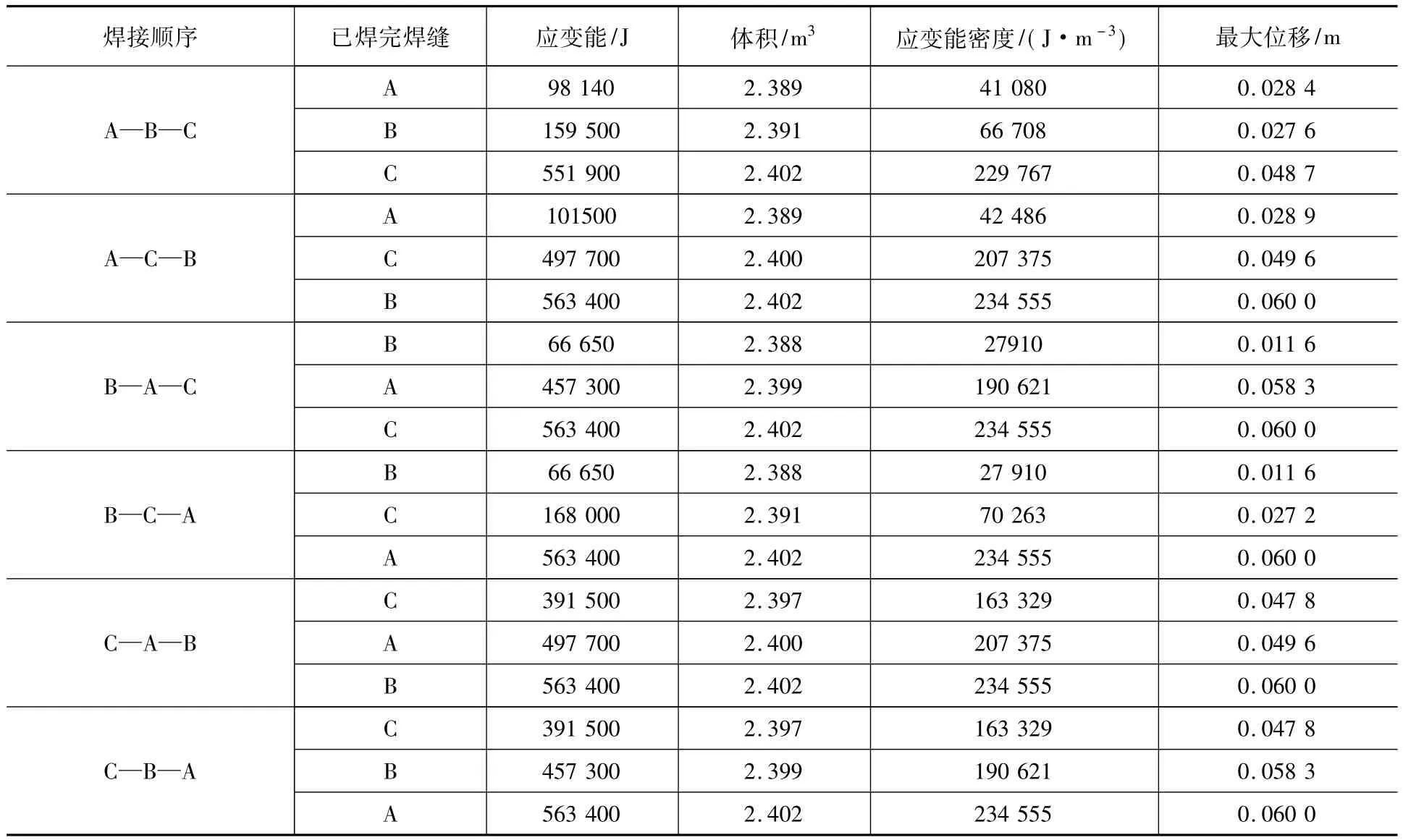
表1 不同焊接順序的結果Table 1 The results of different welding sequence
每道工序導致最大位移的增量及應變能密度函數的增量排序為:節間橫向焊縫(焊縫C)>縱向焊縫(焊縫B)>節段間橫向焊縫(A)。
各個工序完成之后,5個焊接工序的最終最大位移值和應變能密度函數相同,與其余1個工況相應參數值不同。結合圖4和圖5,各個工序焊接過程中參數的變化情況,可以得出不同的焊接工序,將影響最終結構的應力應變狀態。即表明,在焊接工藝相同的情況下,若經歷不同的焊接過程,最終的焊接殘余變形與殘余應力不同。
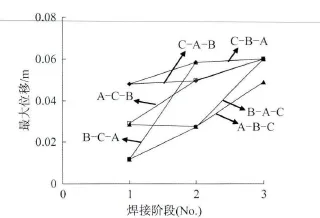
圖4 各焊接順序的最大位移Fig.4 The maximal displacement of each welding sequence
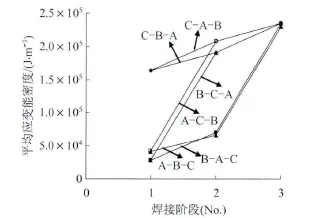
圖5 各焊接順序的平均應變能密度Fig.5 Average strain energy density of each welding sequence
6個焊接順序中,焊接順序A—B—C的焊接過程中最大位移最小,該順序的應變能密度函數也最小。這表明在該順序下,由于焊接導致的殘余應力和殘余變形引起的結構內力響應也最小。從能量的角度來講,焊接過程中外界對結構做功最小,該順序具有較小的結構位移以及較小的應力應變場分布,應為合理焊接工序。
6 結論
本文對東水門大橋標準節段施工過程建立了有限元模型,詳細考察了熱彈塑性有限元方法和固有應變法對于焊接順序優化求解問題的適用性,選取應變能密度函數作為優化評價指標,最終確定了最優的頂板焊接順序,并形成以下結論:
(1)熱彈塑性有限元方法模擬焊接過程,計算規模龐大,耗費機時,求解效率低。相比較而言,固有應變法將整個過程簡化為一次彈性分析求解,經過簡單的測試即可滿足橋梁工程大型構件焊接順序求解要求。
(2)通過采用固有應變法對不同的焊接順序分析求解,結果表明,不同的頂板焊接過程將產生不同焊接殘余應力與殘余應變。其中,起控制作用的工序為節間內部的橫向焊縫。
(3)采用應變能密度函數作為評價指標,通過分析表明,最優的頂板焊接順序為先節段間橫向焊縫,其次縱向焊縫,最后節間橫向焊縫。
本研究課題后續擬通過實驗測試對本文的結論進行進一步的討論分析。
[1] 史永吉.面向21世紀焊接鋼橋的發展[J].中國鐵道科學,2001,22(5):1-10.Shi Yongji.The development of welded steel bridge in the 21stcentury[J].China Railway Science,2001,22(5):1-10.(in Chinese)
[2] 陳伯蠡.中國焊接鋼橋的發展[J].電焊機,2007,37(3):1-5.Chen Boli.State of the art of the welded bridge in China[J].Electric Welding Machine,2007,37(3),1-5.(in Chinese)
[3] 王元良,陳輝.我國焊接鋼橋及其發展[J].鋼結構,2009,24(5),1-7.Wang Yuanliang,Chen Hui.Welded steel bridges and development in China[J].Steel Construction,2009,24(5),1-7.(in Chinese)
[4] 顏飛,陳偉珍.斜拉橋鋼橋面板細節疲勞分析[J].結構工程師,2012,4(28):84-89.Yan Fei,Chen Weizhen.Fatigue analysis of details in steel deck of cable stayedbridges[J].Structural Engineers,2012,4(28),84-89.(in Chinese)
[5] 汪建華.焊接數值模擬技術及其應用[M].上海:上海交通大學出版社,2003.Wang Jianhua.Welding numerical simulation technology and application[M].Shanghai:Shanghai Jiao Tong University Press,2003.(in Chinese)
[6] 汪建華.焊接變形與殘余應力預測理論的發展及應用前景[J].焊接,2001,9:5-7.Wang Jianhua.Developments and application of prediction theory of weldingdistortion and residual stress[J].Welding,2001,9:5-7.(in Chinese)
[7] 汪建華,陸皓,魏良武.固有應變有限元預測焊接變形理論及其應用[J].焊接學報,2002,6(23):36-40.Wang Jianhua,Lu Hao,Wei Liangwu.Prediction of welding based on theory of inherent strain by FEM and its application[J].Transaction of the China Weldinginstruction,2002,6(23):36-40.(in Chinese)
[8] 薛忠明,曲文卿,柴鵬,張彥華.焊接變形預測技術研究進展[J].焊接學報,2003,6(24):87-90.Xue Zhongming,Qu Wenqing,Chai Peng,Zhang Yanhua.Review on prediction weldingdistortion[J].Transaction of the China Welding instruction,2003,6(24):87-90.(in Chinese)
[9] Bachorski A,Painter M J,Smailes A J,et al.Finite-element prediction of distortion during gas metal arc welding using the shrinkage volume approach[J].Journal of Materials Processing Technology,1999,92:405-409.
[10] 張洋.正交異性橋面板焊接變形控制的研究與應用[D].秦皇島:燕山大學,2011.Zhang Yang.The study and applications of mitigating orthotropic bridge deck welding deformations[D].Qinhuangdao:Yanshan University,2011.(in Chinese)
[11] 周聰,陳世鳴,李瑞超,等.鐵路鋼橫梁柔性拱橋鋼橋面階段模型研究[J].結構工程師,2013,5(29):46-51.Zhou Cong,Chen Shiming,Li Ruichao,et al.Segment model analysis of a steel deck for railway steel truss arch bridges[J].Structural Engineers,2013,5(29):46-51.(in Chinese)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24