熱處理爐爐膛溫度測量過程的實現與確認
2015-07-02 20:11:32譚吉芳
科技資訊 2015年7期
關鍵詞:實現
譚吉芳

摘 要:測量過程的實現是測量管理體系的重要過程之一,測量過程的實現包括測量過程策劃、設計、確認、實施與控制等五項主要活動。測量過程控制是選擇合適的測量方法來得到正確的測量結果。測量過程定義為確認量值的一組操作。文章以大連高合金線材公司臺車式熱處理爐爐膛溫度測量過程為例總結歸納了測量過程設計、確認的基本步驟。
關鍵詞:測量過程 計量要求 熱處理 實現
中圖分類號:TB94 文獻標識碼:A 文章編號:1672-3791(2015)03(a)-0128-02
測量過程的實現并不是簡單地選擇好適用的測量設備就可以得到正確的測量結果。設計一個測量過程應首先確定工藝過程的計量要求,然后識別測量過程的要素和影響量,判斷測量過程的重要程度,依據重要程度進行分類管理、評定測量不確定度,最后對測量過程進行有效性確認。下面舉例說明測量過程涉及到的步驟。
1 確定測量過程的計量要求
1.1 生產工藝要求
大連高合金線材公司臺車式熱處理爐,該爐有效長度為12.3 m,寬3 m;最大裝量為50 t。要求溫度控制精度為±10℃,各測量點之間的溫差<10℃。主要用于1~4Cr13、430、GCr15鋼材的熱處理,如GCr15熱處理工藝,見表1。
從表1可以看出:臺車式熱處理爐在升溫和降溫階段,重點要求的是升降溫度的速度。而在保溫階段,要求溫度波動范圍控制在±10℃之間。另外,工藝要求還提出退火的最高溫度不超過1 100℃。為達到這些要求,先決條件就是要有準確的溫度測量值。
1.2 工藝要求轉換成計量要求
計量要求可表示為最大允許誤差、允許不確定度、測量范圍、穩定性、分辨力、環境條件或操作者技能要求。
該工藝的計量要求只是對測量范圍、測量的最大允許誤差、允許不確定度給予要求。
測量范圍要求應覆蓋被測對象的最小測量點M小、最大測量點M大,根據工藝要求,爐中退火溫度最高不超過1 100℃,因此,選擇K型熱電偶的測量范圍0~1 100℃作為一次測溫元件,完全滿足生產工藝要求。
根據工藝要求,保溫階段的溫度控制在810~830℃,則控溫點的公差T為:T測=830-810=20℃。
最大允許誤差:△允=T測×(-)=20×=4℃。
配備測量設備時,應根據被測對象的公差要求導出的最大允許誤差來選用測量設備。因此,測量設備選用Ⅱ級K型熱電偶、相對應的補償導線、PLC以及計算機控制系統。按照設備選型表配置測量設備后,對各測量設備進行檢定、測試或按國家標準規定得出其計量特性,所選測量設備的計量特性需滿足表2的要求。將測量設備的計量特性與工藝計量要求進行比較,經計量驗證后方可投入使用。設備選型見表2。
1.3 測量過程允許不確定度推導
溫度測量過程的允許不確定度,需采用過程測量能力指數CP來推導允許不確定度。
過程測量能力指數:CP===式中:CP為過程測量能力指數;T為工藝或技術要求的容差范圍;B為測量能力,以測量過程合成標準測量不確定度的6倍表示;為標準偏差,這里為測量過程合成標準不確定度。
CP值的大小反應了測量能力對產品工藝要求的滿足程度,由于退火爐溫度測量過程作為產品質量控制環節,因此,我集團公司質量管理里體系中,將所有鋼材熱處理退火爐作為重要過程進行控制,如果失控可能直接導致產品不合格。這里查表3,當1.67≥CP>1.33時,表示過程能力充裕。因此,Cp取1.33來推導出計量要求:標準偏差(測量過程合成標準不確定度):。
2 識別過程要素和影響量
對每一個測量過程都要識別有關過程要素和影響量,必須從人、機、料、法、環、測方面進行分析。因此,重要的要素是操作者,控制方法是要對操作者進行上崗培訓,使操作者具有退火工藝操作的基本技能;重要的影響量是環境溫、濕度。所以必須控制好儀表操作室的溫度、濕度,滿足PLC、計算機的對溫、濕度的要求。
3 測量不確定度評定
在鋼材熱處理退火爐控溫系統中,影響測量爐膛溫的準確度因素很多,除了爐子的保溫性、溫場的均勻性、測量設備安裝與使用方法、環境條件或其他干擾等外,一般在退火爐和控溫方式確定后,影響測量爐膛溫準確度的主要原因是測量過程的誤差,它包括:一次測溫元件、顯示系統和之間相連接的補償導線的誤差等。本例中測量不確定度的評定如下:
3.1 數學模型
Y=f(X1+X2+X3)(Y——是被測溫度;X1——是一次元件(K型熱電偶)生產的熱電勢;X2——是PLC和計算機系統的顯示;X3——是補償導線的信號傳輸)。
3.2 測量不確定度來源
(1)一次元件K型熱電偶引入的測量不確定度分量;(2)PLC和計算機系統的顯示引入的測量不確定度分量;(3)補償導線誤差引入的測量不確定度分量。
3.3 溫度測量過程不確定度評定
根據臺車式熱處理爐工藝曲線要求,GCr15退火的保溫溫度為820±10℃。
(1)一次元件K型熱電偶引入的測量不確定度分量u1。
熱電偶工作溫度T1=820℃選用的精度等級Ⅱ級,允許誤差為±0.75% t。采用B類不確定度評定方法,按正態分布K=3則熱電偶引入的標準不確定度:
u1=T1×0.75%/3=820×0.75%/3=1.8℃
(2)PLC和計算機系統的顯示引入的測量不確定度分量u2。
計算機顯示的量程是T2=1100℃精度等級±0.2%FS,采用B類不確定度評定方法,按均勻分布k=,則PLC和計算機系統的顯示引入的標準不確定度:
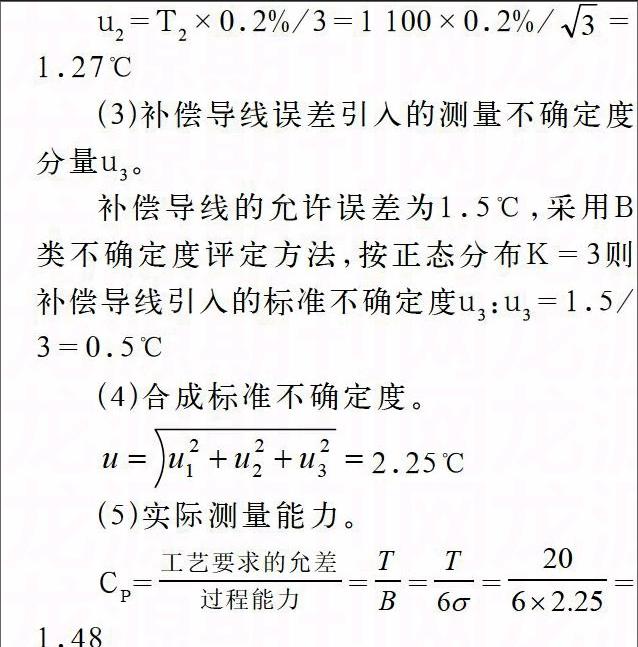
u2=T2×0.2%/3=1 100×0.2%/=1.27℃
(3)補償導線誤差引入的測量不確定度分量u3。
補償導線的允許誤差為1.5℃,采用B類不確定度評定方法,按正態分布K=3則補償導線引入的標準不確定度u3:u3=1.5/3=0.5℃
(4)合成標準不確定度。
2.25℃
(5)實際測量能力。
CP===== 1.48
3.4 測量能力評定
經過上述的分析、計算,大連高合金線材公司臺車式熱處理爐溫度測量過程測量不確定度評定結果和從工藝要求導出的允許不確定度比較:工藝計量要求(允許測量不確定度):2.5℃,評定結果(合成標準不確定度):2.25℃,實際測量能力:1.48,可以看出目前選擇的測量設備的合成標準不確定度滿足測量過程的工藝計量要求。
4 測量過程的有效性確認
測量管理體系標準要求,測量過程設計與實現后,必須進行驗證。因此,對測量過程的有效性確認是測量過程設計的重要過程,也是測量管理體系技術工作審核的重要內容之一。測量過程的有效性確認方法主要有:(1)與其他已確認有效的過程結果比較;(2)與其他測量方法的結果比較;(3)測量系統分析。
前兩種方法是比較常見的,都是通過最終結果的比較來確認,但是,沒有對過程進行分析。
而第三種方法測量系統分析是通過過程特征的連續性分析來確認測量過程是否有效。嚴格的來說,必須是具有復現性的測量系統才可運用本方法進行測量過程有效性確認,而生產過程中退火保溫階段的溫度值不可復現。為了對其進行確認,需設計適用的實驗方法,進行測量系統分析,確定該測量系統是否可以接受。
可采用%GRR來評價測量系統是否可接受。%GRR是測量系統變差占總變差的比例,是評價測量系統能否被接受的指標。判斷要求:
(1)%GRR≤10%測量系統可接受;
(2)10%≤%GRR≤30%測量系統有條件可接受:是否改進測量系統,由使用風險、測量儀器的成本、修理成本等因素綜合考慮;
(3)%GRR≥30%測量系統不可接受,應努力全面改進測量系統。
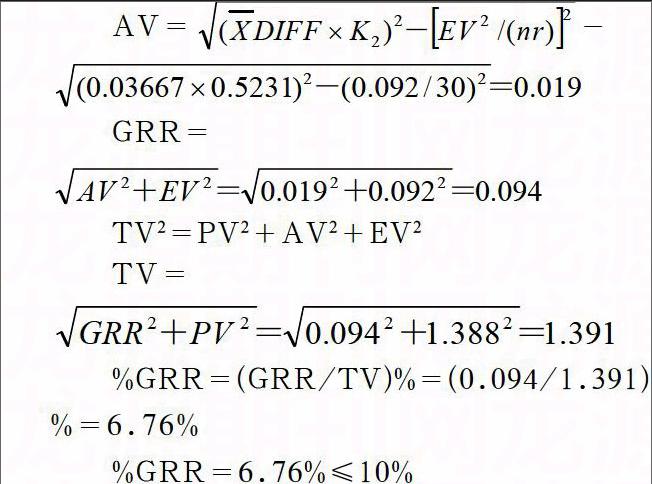
計算公式如下:TV2=PV2+AV2+EV2、GRR=、%GRR=(GRR/TV)%
式中:PV——被測對象的變差,主要考察被測對象的波動及測量引起的波動;AV——再現性,主要考慮操作者在測量技術上的變差;EV——重復性,主要考察測量儀器引起測量結果的波動性。
5 本爐爐膛測溫過程的測量系統分析
按照測量系統分析的要求,選定3名測量人員,在保證爐子溫場均勻性的前提下,將爐溫升到820℃后保溫,在重復性條件下,3名記錄人員對十個測量點分別記錄,每半個小時記錄一次,共記錄三次,將測量值記錄在《量具重復性和再現性數據收集表》中,見《測量系統分析》參考手冊、第三版、第101(圖12)。按表內公式進行計算,最后結果如下:
從得出的數據來看,大連高合金線材公司臺車式熱處理爐爐膛溫控系統是可接受的,因此,該測量過程的有效性進一步得到確認。
參考文獻
[1] GB/T19022—2003/ISO10012:2003,測量管理體系.測量過程和測量設備的要求[S].中國標準化協會,2003.
[2] 國家質量監督檢驗檢疫總局計量司/中國計量測試學會.現代企業計量工作指導手冊(修訂版)[S].北京:中國標準出版社,2005.
猜你喜歡
青年時代(2016年29期)2016-12-09 22:50:42
農業與技術(2016年20期)2016-12-08 21:47:44
科學與財富(2016年26期)2016-12-01 21:03:28
中國新技術新產品(2016年22期)2016-11-29 04:53:54
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 20:54:58
讀與寫·上旬刊(2016年10期)2016-11-25 16:11:23
科學與財富(2016年15期)2016-11-24 16:21:10
辦公室業務(2016年9期)2016-11-23 10:44:30
辦公室業務(2016年9期)2016-11-23 09:15:57
電腦知識與技術(2016年25期)2016-11-16 13:21:48