激光加工中硅片晶圓的自動(dòng)對(duì)準(zhǔn)切割研究
2015-07-04 03:29:02張文斌連軍莉譚立杰雒曉文
電子工業(yè)專用設(shè)備 2015年5期
關(guān)鍵詞:晶片
張文斌,連軍莉,譚立杰,雒曉文
(中國(guó)電子科技集團(tuán)公司第四十五研究所,北京101601)
激光加工技術(shù)是隨著激光技術(shù)發(fā)展而興起的一種新型加工工藝。由于激光具有高亮度、高方向性、高單色性和高相干性四大特性,因此激光加工就帶來(lái)了一些其它加工方法所不具備的特性:可控性強(qiáng)、能量穩(wěn)定集中、光束方向性好、光束細(xì)等,是新型陶瓷切割處理的理想工具[1]。但隨著激光加工工藝的發(fā)展以及自動(dòng)化控制技術(shù)的不斷提升,對(duì)激光加工設(shè)備的切割效率及提高設(shè)備自動(dòng)化程度的要求越來(lái)越高,單純的手動(dòng)控制模式已經(jīng)越來(lái)越難以滿足客戶和市場(chǎng)的需求,對(duì)此,本文針對(duì)近年來(lái)不斷興起的GPP 材料的激光加工切割,深入研究了一種基于圖像識(shí)別技術(shù)的自動(dòng)晶片切割道校位以及自動(dòng)設(shè)置切割街區(qū)功能的實(shí)現(xiàn)方法,使激光加工這一新型加工技術(shù)更加完善地融入到現(xiàn)代工業(yè)生產(chǎn)之中。
1 軟件主體控制時(shí)序
該型激光加工平臺(tái)是應(yīng)用紅外激光束,經(jīng)激光導(dǎo)光聚焦系統(tǒng)產(chǎn)生聚焦光斑,并通過(guò)圖像視覺(jué)模塊完成晶片的橫向/ 縱向切割街區(qū)的校位之后,然后控制工作臺(tái)運(yùn)動(dòng),對(duì)晶片進(jìn)行直線切割。
本軟件控制系統(tǒng)主要由機(jī)器視覺(jué)模塊、運(yùn)動(dòng)控制模塊和激光器控制模塊組成。機(jī)器視覺(jué)模塊用來(lái)處理CMOS 攝像頭的工作臺(tái)圖像;運(yùn)動(dòng)控制模塊用來(lái)控制工作臺(tái)X、Y 軸、旋轉(zhuǎn)向電機(jī)運(yùn)動(dòng);激光器控制模塊用來(lái)控制激光器重復(fù)頻率、功率百分比的設(shè)定,3 個(gè)模塊共同配合來(lái)完成晶片的自動(dòng)切割。
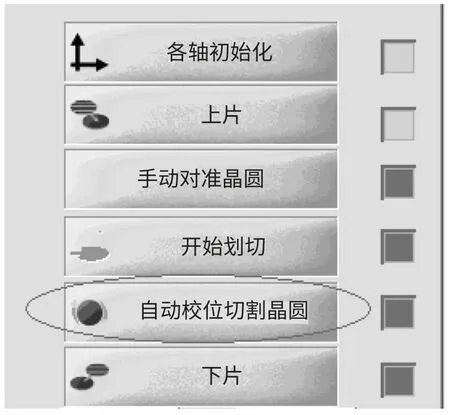
圖1 控制界面示意圖
在整個(gè)軟件系統(tǒng)中的機(jī)器視覺(jué)模塊、運(yùn)動(dòng)控制模塊分別初始化完成之后,先將工作臺(tái)移出加工位,把晶片放置于工作臺(tái)中心,完成上片之后,需要根據(jù)晶片的規(guī)格參數(shù)來(lái)編輯并設(shè)置激光加工參數(shù)(這些參數(shù)主要包括:晶片的直徑、橫向/ 縱向切割道的間距等)。
以上操作完成之后,點(diǎn)擊“自動(dòng)校位切割晶圓”,如圖1 所示,軟件開(kāi)始執(zhí)行自動(dòng)旋轉(zhuǎn)校位切割晶片的模塊。
2 自動(dòng)旋轉(zhuǎn)校位切割功能的設(shè)計(jì)與實(shí)現(xiàn)
自動(dòng)校位切割功能模塊主要包括:晶片切割街區(qū)的校位識(shí)別以及切割街區(qū)的設(shè)定,然后開(kāi)始晶片的自動(dòng)切割,最終實(shí)現(xiàn)自動(dòng)校位切割,見(jiàn)圖2 所示。
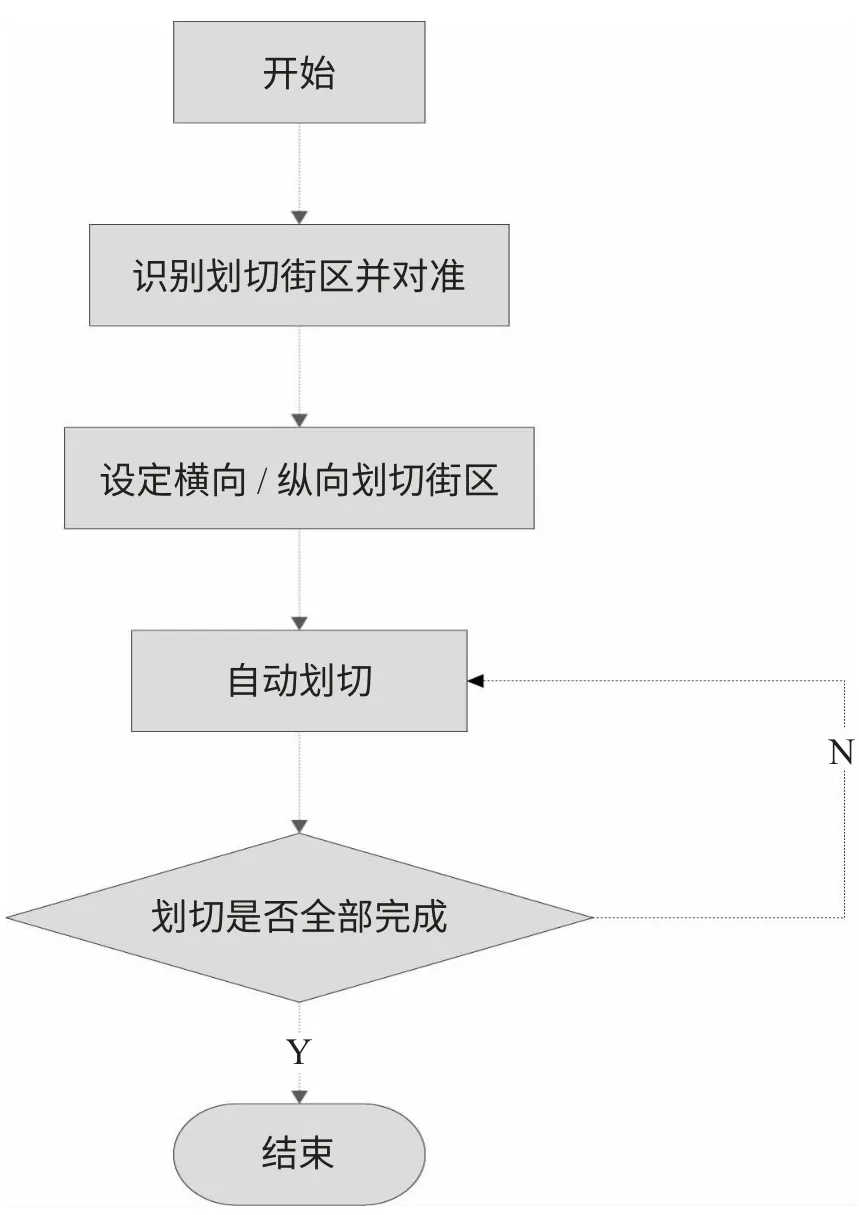
圖2 自動(dòng)校位切割功能的設(shè)計(jì)
2.1 識(shí)別切割街區(qū)并旋轉(zhuǎn)校位
晶片自動(dòng)旋轉(zhuǎn)校位的實(shí)現(xiàn),主要通過(guò)圖像對(duì)比技術(shù)進(jìn)行處理,因此,在自動(dòng)對(duì)準(zhǔn)的主控制流程開(kāi)始之前,需要手工對(duì)準(zhǔn)并截取一幅晶片街區(qū)與工作臺(tái)直線切割方向一致的識(shí)別模板原圖,如圖3 所示。

圖3 晶片角度校正模板示意圖
當(dāng)晶片在手動(dòng)放置到工作臺(tái)上之后,其切割道方向會(huì)與工作臺(tái)的直線切割方向存在一定的角度偏差,如圖4 所示。
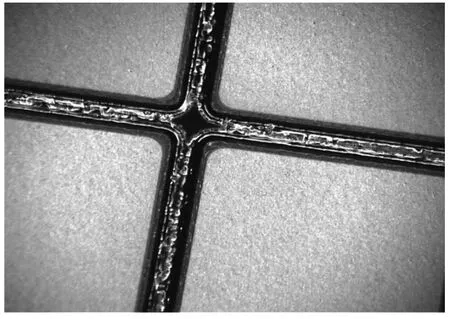
圖4 晶片角度校正前示意圖
這時(shí),將相機(jī)實(shí)時(shí)采集到的圖4 與之前保存的模板圖3 進(jìn)行對(duì)比識(shí)別處理,可得到其街區(qū)與工作臺(tái)切割方向的大致偏轉(zhuǎn)角度,然后控制旋轉(zhuǎn)向電機(jī)運(yùn)動(dòng),使晶片街區(qū)與工作臺(tái)切割方向趨于一致,這樣就完成了晶片的一次粗對(duì)位。
在整個(gè)校位過(guò)程中,主要分為一次粗調(diào)和三次精調(diào)。在粗調(diào)完成以后,晶片街區(qū)與工作臺(tái)切割方向已大致趨于一致,但仍然存在一定的微小角度偏差,以致達(dá)不到晶片的切割要求,這時(shí),如果再使用晶片角度粗調(diào)的圖像處理方法已無(wú)法發(fā)現(xiàn)并消除該角度偏差,所以需要另外添加控制流程,來(lái)找到并消除該角度偏差。
正是基于這種控制需求,在原有一次晶片角度粗調(diào)的基礎(chǔ)上,添加并實(shí)現(xiàn)了三次晶片偏轉(zhuǎn)角度的精調(diào)。其原理為找到實(shí)時(shí)采集到的某一幅晶片圖像中某一個(gè)十字街區(qū),通過(guò)圖像對(duì)比處理技術(shù),與圖3 的晶片模板進(jìn)行對(duì)比處理,進(jìn)而得到該實(shí)時(shí)采集到的晶片圖像中十字街區(qū)的中心坐標(biāo),然后在相機(jī)位置不變的基礎(chǔ)上,移動(dòng)工作臺(tái),通過(guò)該技術(shù)再?gòu)脑摼耐粰M向或縱向街區(qū)的不同位置提取一個(gè)十字街區(qū)的中心坐標(biāo),然后通過(guò)得到的這兩個(gè)中心坐標(biāo)計(jì)算晶片街區(qū)與工作臺(tái)劃切方向之間的角度偏差,并控制旋轉(zhuǎn)向電機(jī)運(yùn)動(dòng),使晶片街區(qū)與工作臺(tái)劃切方向更趨于一致。再重復(fù)上述晶片角度精調(diào)步驟兩次后,如圖5 所示,晶片街區(qū)與工作臺(tái)劃切方向的角度偏差已經(jīng)可以減小到滿足晶片切割精度的水平,這時(shí),進(jìn)入下一操作步驟。
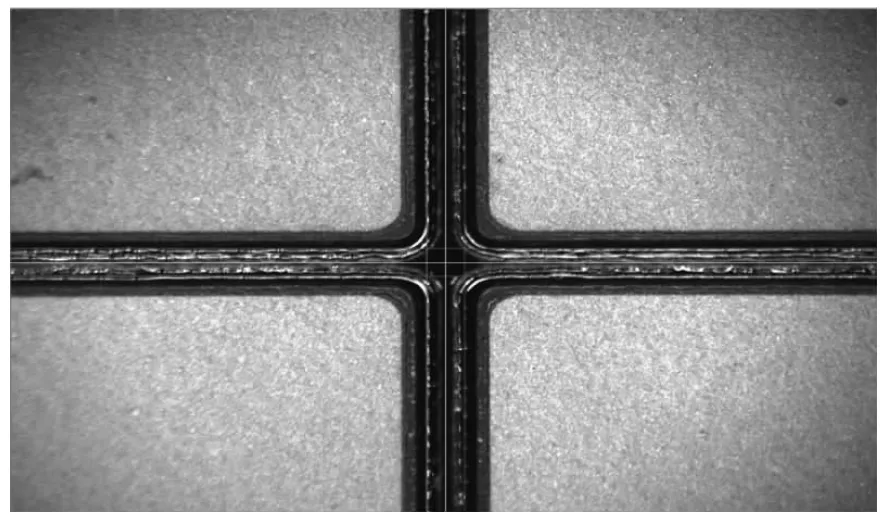
圖5 晶片角度校正后示意圖
2.2 設(shè)定橫向/縱向切割街區(qū)
在校正完晶片街區(qū)與工作臺(tái)切割方向的角度偏差之后,只是使晶片旋轉(zhuǎn)位置滿足了工作臺(tái)的切割精度要求,但其晶片角度偏差校正完成之后的晶片切割道所在位置并沒(méi)有得到,這時(shí),需要分別設(shè)定晶片的橫向/縱向切割道所在位置。
使用相機(jī)采集一幅該晶片的某十字切割道的圖像,如圖6 所示,通過(guò)圖像對(duì)比處理技術(shù),處理后結(jié)果如圖7 所示,與圖3 模板示意圖進(jìn)行比較處理,進(jìn)而計(jì)算得到晶片橫向/ 縱向切割道的所在位置,結(jié)合劃切參數(shù)設(shè)置中設(shè)定的晶片規(guī)格參數(shù),分別通過(guò)軟件控制程序計(jì)算得到晶片的整體雙向切割數(shù)據(jù)并保存,然后進(jìn)入下一操作步驟。
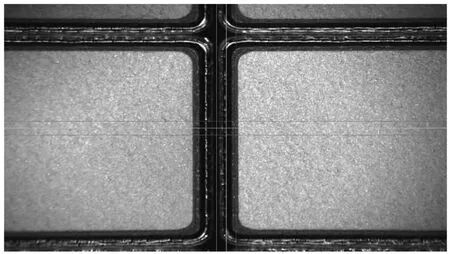
圖6 十字切割道圖像
2.3 自動(dòng)切割
以上步驟完成之后,通過(guò)計(jì)算得到的晶片每一條切割道的位置數(shù)據(jù),就可以開(kāi)始晶片的自動(dòng)切割。在加工過(guò)程中,軟件自動(dòng)判斷切割是否全部結(jié)束,如果切割完成,則退出自動(dòng)校位切割功能模塊。

圖7 圖像處理效果圖
3 實(shí)驗(yàn)數(shù)據(jù)驗(yàn)證
通過(guò)上述算法設(shè)計(jì)并編程實(shí)現(xiàn),上機(jī)調(diào)試完成之后,在同一晶片初始位置及初始切割道偏轉(zhuǎn)角度相同的情況下,進(jìn)行晶片自動(dòng)旋轉(zhuǎn)校位切割測(cè)試,分別記錄了十次測(cè)試結(jié)果,實(shí)驗(yàn)數(shù)據(jù)分別記錄。
3.1 偏轉(zhuǎn)角度粗調(diào)數(shù)據(jù)
進(jìn)行十次自動(dòng)旋轉(zhuǎn)校位切割測(cè)試,其偏轉(zhuǎn)角度粗調(diào)的自動(dòng)識(shí)別結(jié)果,其數(shù)據(jù)記錄如表1所示。
對(duì)于表1 中十次旋轉(zhuǎn)校位粗調(diào)角度按照下面公式(1)求取平均值:
得出的結(jié)果為6.6674°。
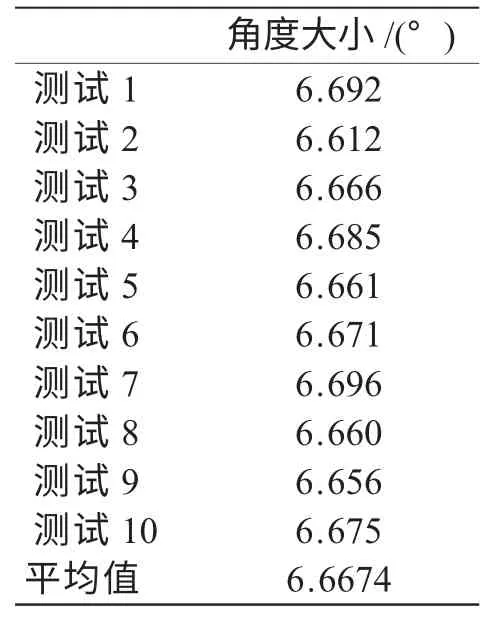
表1 旋轉(zhuǎn)校位粗調(diào)角度角度大小/(°)
3.2 三次精調(diào)實(shí)驗(yàn)數(shù)據(jù)
進(jìn)行十次自動(dòng)旋轉(zhuǎn)校位切割測(cè)試,其三次精調(diào)的自動(dòng)識(shí)別位置信息及計(jì)算得到的偏轉(zhuǎn)角度結(jié)果記錄,分別如表2、3、4 所示。
根據(jù)表2 中十次旋轉(zhuǎn)校位精調(diào)的兩個(gè)位置信息,按照下面公式(2)求取其偏轉(zhuǎn)角度:

再根據(jù)其偏轉(zhuǎn)角度,按照公式(1)計(jì)算其平均值為-0.0579°,按照公式(3)計(jì)算其晶片半徑為50 mm 時(shí),其平均旋轉(zhuǎn)誤差為-0.051 mm,超出誤差允許范圍,需再次進(jìn)行精調(diào):

根據(jù)表3 中十次旋轉(zhuǎn)校位精調(diào)的兩個(gè)位置信息,按照公式(2)求取其偏轉(zhuǎn)角度。
再根據(jù)其偏轉(zhuǎn)角度,按照公式(1)計(jì)算其平均值為0.008°,按照公式(3)計(jì)算其晶片半徑為50 mm時(shí),其平均旋轉(zhuǎn)誤差為0.007 mm,滿足誤差要求,但其最大偏轉(zhuǎn)角度為0.024°,根據(jù)公式(4)計(jì)算其最大旋轉(zhuǎn)誤差為0.021 mm,超出誤差允許范圍,仍需再次進(jìn)行精調(diào):
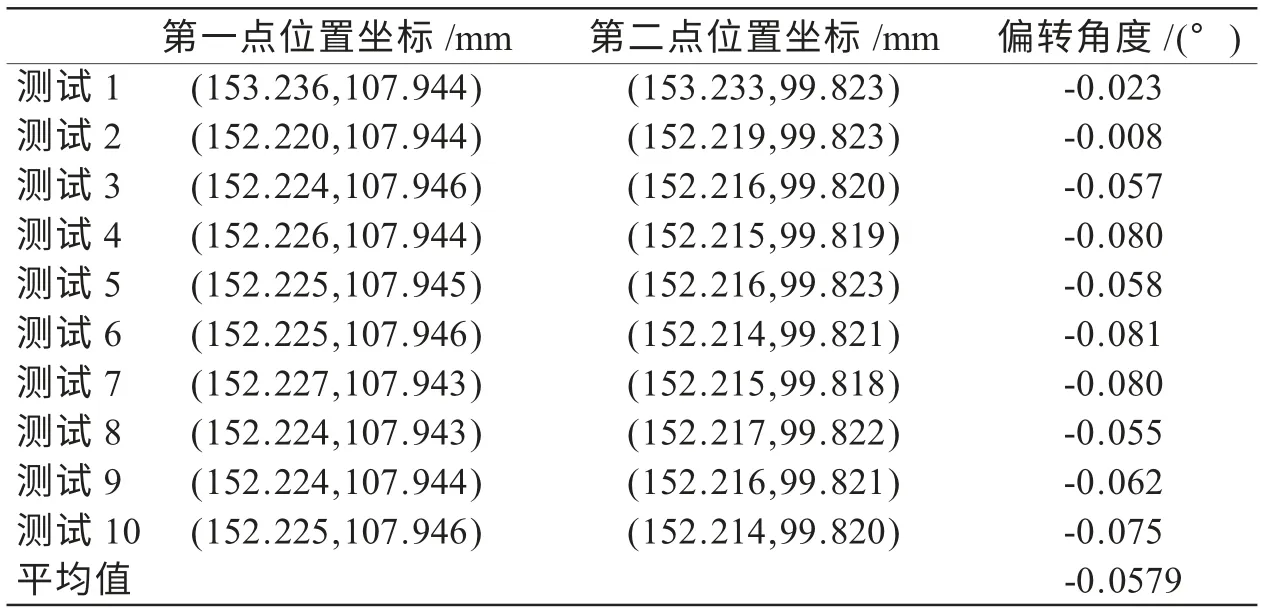
表2 第一次精調(diào)位置記錄及計(jì)算得到的偏轉(zhuǎn)角度
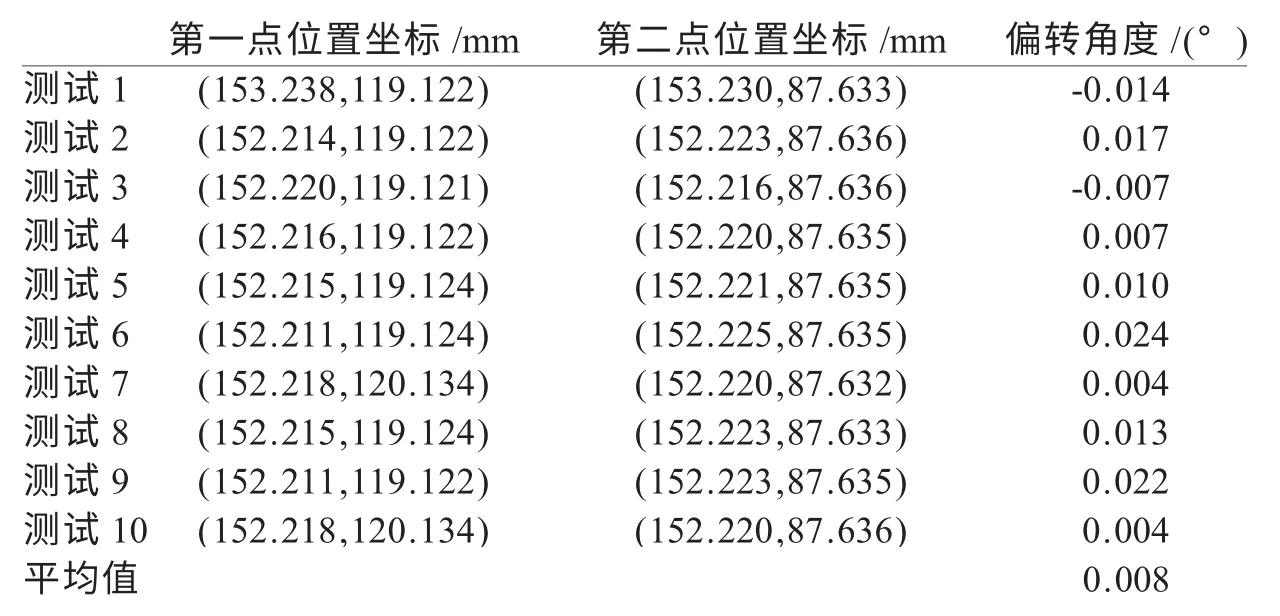
表3 第二次精調(diào)位置記錄及計(jì)算得到的偏轉(zhuǎn)角度

根據(jù)表4 中十次旋轉(zhuǎn)校位精調(diào)的兩個(gè)位置信息,按照公式(2)求取其偏轉(zhuǎn)角度。

表4 第三次精調(diào)位置記錄及計(jì)算得到的偏轉(zhuǎn)角度
再根據(jù)其偏轉(zhuǎn)角度,按照公式(1)計(jì)算其平均值為0.0025°,按照公式(3)計(jì)算其晶片半徑為50 mm 時(shí),其平均旋轉(zhuǎn)誤差為0.002 mm,滿足誤差要求,其最大偏轉(zhuǎn)角度為0.006°,根據(jù)公式(4)計(jì)算其最大旋轉(zhuǎn)誤差為0.005 mm,滿足誤差要求,無(wú)需再次進(jìn)行精調(diào)。
4 結(jié)束語(yǔ)
自動(dòng)校位切割功能的實(shí)現(xiàn)是通過(guò)圖像對(duì)比識(shí)別技術(shù)來(lái)GPP 晶片的表面數(shù)據(jù),并在此基礎(chǔ)上,進(jìn)行數(shù)據(jù)處理,得到所需結(jié)果的。今后我們將繼續(xù)改進(jìn)設(shè)計(jì)并不斷優(yōu)化軟件設(shè)計(jì)思想、邏輯流程,以保證設(shè)備的可靠性和穩(wěn)定性,提高設(shè)備的生產(chǎn)效率,滿足客戶的自動(dòng)化需求。
[1] 殷人昆. 數(shù)據(jù)結(jié)構(gòu):用面向?qū)ο蠓椒ㄅcC++描述[M].北京:清華大學(xué)出版社,2002.
[2] 張國(guó)順. 現(xiàn)代激光制造技術(shù)[M]. 北京;化學(xué)工業(yè)出版社,2005.
[3] 楊松濤,韓微微,張文斌,等. 355 nm 激光新型陶瓷加工研究[J]. 電子工業(yè)專用設(shè)備,2011(2):8-11.
猜你喜歡
電子器件(2021年4期)2021-10-26 12:27:18
海洋工程裝備與技術(shù)(2020年6期)2020-03-09 00:17:16
兵器裝備工程學(xué)報(bào)(2019年6期)2019-07-05 00:40:48
測(cè)控技術(shù)(2018年8期)2018-11-25 07:42:16
電子工業(yè)專用設(shè)備(2016年8期)2016-08-24 09:39:59
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
振動(dòng)、測(cè)試與診斷(2014年1期)2014-03-01 01:13:42
航天器環(huán)境工程(2011年4期)2011-06-08 05:03:08
電子工業(yè)專用設(shè)備(2011年10期)2011-06-04 04:36:48
