基于SIEMENS802D系統數控銑床的對刀方法探析
2015-07-12 17:16:08周宏菊
新技術新工藝 2015年3期
關鍵詞:方法
周宏菊
(陜西國防工業職業技術學院,陜西 西安 710300)
基于SIEMENS802D系統數控銑床的對刀方法探析
周宏菊
(陜西國防工業職業技術學院,陜西 西安 710300)
基于SIEMENS802D系統數控銑床,介紹了數控加工中幾種實用的對刀方法,通過具體案例對幾種方法進行了比較探析。結果表明,可以根據零件表面質量、加工精度和加工效率等因素,針對SIEMENS802D系統數控銑床,為被加工工件選擇一種合適快速的對刀方法。
SIEMENS802D系統;對刀原理;對刀方法
SIEMENS數控系統由德國西門子公司研制,其應用范圍較廣泛,具有功能強大和可靠性高等優點。目前,我國生產的數控機床和進口的數控機床大都配置了SIEMENS系統, SIEMENS802D數控系統屬于SIEMENS系統系列中的一種,其能控制4個數字進給軸和1個主軸以及PLC I/O模塊,具有藍圖式循環編程、切削、銑削和鉆削工藝循環等功能,可為復雜加工任務提供智能控制,是一個具有免維護,能將CNC、PLC、人機界面和通信等功能集成于一體,可靠性高的全數字伺服控制系統,具有質量高、可靠性高和調試簡單的特點。目前,該系統被廣泛應用于各類切削和銑削等數控機床中。本文基于SIEMENS802D數控系統數控銑削機床進行了幾種對刀方法的研究探討[1-3]。
1 數控銑床對刀原理
為了便于編程,通常要建立工件坐標系,確定工件坐標系原點(也稱編程零點)。對于在數控銑床上加工的具體零件來說,必須通過一定的方法把工件坐標系原點(實際上是工件坐標系原點所在的機床坐標值)體現出來,并把這個機床坐標值輸入到系統的偏置存儲器中,這個過程就稱為對刀。對刀的準確性可直接影響到零件的加工精度,因此所采用的對刀方法要和零件的加工精度相適應[4-5]。
2 對刀方法
常用的對刀方法有試切法和輔助工具對刀法2種。試切法對刀是利用銑刀與工件相接觸產生的切屑或摩擦聲音來判斷找到工件坐標系原點的機床坐標值,其適用于對工件表面及精度要求不高的場合;輔助工具對刀法常用偏心式尋邊器或光電式尋邊器來進行X、Y軸零點的確定,利用Z軸設定器來進行Z軸零點的確定,一般適用于對模具或表面要求較高的工件場合對刀。因此,在實際生產加工中,要根據生產的批量大小和工件的幾何公差要求來選擇合理的對刀方法,這樣不僅能縮短對刀時間,提高加工效率,而且還能確保工件的加工質量。
下述以SIEMENS802D系統數控銑床為基礎來介紹幾種實用的對刀方法。具體案例以工件坐標系X、Y向的工件坐標原點在工件對稱中心處,Z向的工件坐標原點在工件上表面來進行闡述。
2.1 試切法對刀

圖1 工件坐標系
2.1.1 雙邊試切法對刀
所采用的SIEMENS802D系統數控銑床為立式數控銑床,設需加工工件尺寸為100 mm×100 mm×30 mm,選擇φ12立銑刀,工件坐標系X、Y向原點在工件中心處,如圖1所示,Z向原點在工件上表面,并用G54建立工件坐標系。
裝好刀具和夾具,將工件通過平口虎鉗裝夾在工作臺上,4個側面留出足夠的對刀余量。
雙邊試切法X、Y向對刀前的準備工作如下:1)使機床回到參考點;2)將方式選擇開關旋轉到手動方式,按“OFFSETPARAM”打開“零點偏移”窗口,設置 “基本設定”里的X、Y、Z全為零,如圖2所示;3)在“零點偏移”窗口打開“刀具表”窗口,設置刀具半徑補償值為6,如圖3所示。

圖2 “零點偏移”窗口
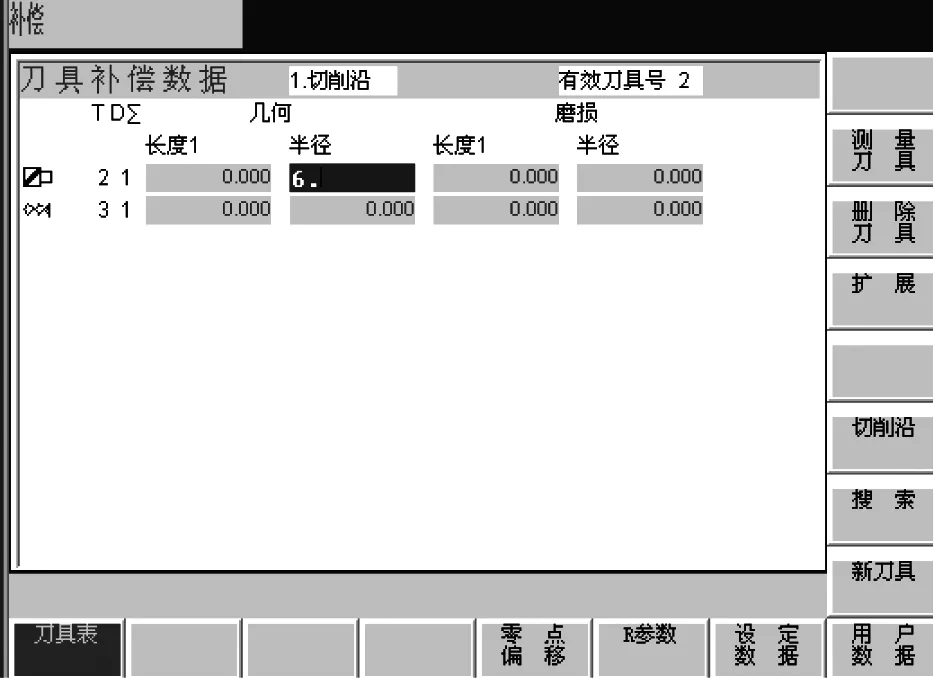
圖3 “刀具表”窗口
雙邊試切法X、Y向對刀的步驟如下。
1)在MDA方式下,使主軸正轉速度為500 r/min。
2)將刀具移至圖1所示工件右側的1號位置(Y向為3號位置)附近時,調低進給倍率至最低檔位X1或改用手控盒來操作更為方便,使刀具緩慢接近工件,直至觀察到切屑或聽到切削聲,即刀具接觸到工件右側。此時,使刀具沿+Z方向抬起至工件表面上方一個安全高度,對刀軸X(Y)軸不能動,根據對刀原理,機床系統找到X(Y)軸在機床坐標系1處(3處)的坐標值。
3)按下“JOG”按鈕,在“基本設定”狀態下,將X(Y)坐標清零,X(Y)坐標清零的目的是為了便于后面計算器的計算。
4)將刀具移至圖1所示工件左側的2號位置(Y向為4號位置)附近時,同步驟2,此時系統找到X(Y)軸在機床坐標系2處(4處)的坐標值,并記錄此時的坐標值。
5)同時按下數控操作界面中的“上檔鍵”和“等號鍵”,計算器自動彈出,然后將步驟4中記下的坐標值除以2得到1個新坐標值,這個新坐標值即為工件X(Y)軸中心。
6)將刀具移動至步驟5新坐標值上, 單擊“測量工件”軟鍵,出現如圖4所示X軸對刀界面,在參考點下方選G54工件坐標系,在“距離”上輸入0,然后點“計算”按鈕。至此,X軸坐標對好。Y軸同理。
7)復位,主軸停止轉動,至此,X向對刀(Y向對刀)結束。
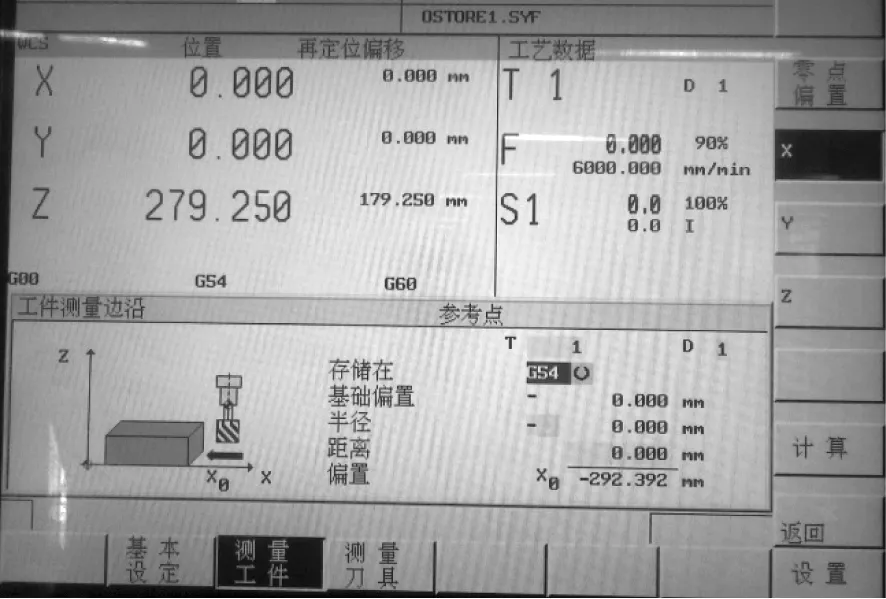
圖4 “測量工件”窗口
Z向對刀法步驟如下。
1)在MDA方式下,使主軸正轉速度為500 r/min。
2)將刀具快速移至工件表面上方一定安全距離,在將要接觸到工件上表面時,改用手控盒最低倍率來緩慢接近工件,直至觀察到切屑或聽到切削聲,停止移動Z軸。
3)在“JOG”方式下,單擊“測量工件”軟鍵,出現如圖4所示對刀界面,選擇“Z”坐標,并在參考點下方選擇G54工件坐標系,在“距離”上輸入0,然后單擊“計算”按鈕。至此,Z軸坐標對好。
雙邊試切法對刀方法是在以往試切法的基礎上,針對SIEMENS802D系統數控銑床總結出來的一種改進方法,它用到了“JOG”、“基本設定”,將X(Y)軸坐標清零,使機床找到了X(Y)坐標軸在機床坐標系的位置,但不需記下此點的坐標值,因為此時此點的坐標值為零;另外,還用到了機床中的計算器,只需將步驟4中的坐標值除以2進行計算,使計算變得快速準確。本方法較之以往常用的試切法,是一個可行、快速、較準確的試切對刀法。
2.1.2 單邊試切法對刀
本文所講的單邊試切法對刀是在深刻理解機床坐標系和如圖4所示 “測量工件”窗口關系的基礎上總結出來的一種簡單快速的試切對刀法。對刀步驟的前提條件同雙邊試切法對刀,工件坐標系X、Y向原點在工件中心處,單邊對刀法分別選取1點位置為X軸對刀處,3點位置為Y軸對刀處(此點位于工件前方,靠近操作人員,便于觀察),如圖5所示。
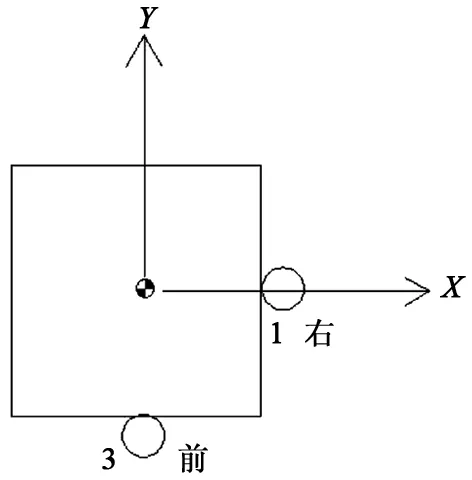
圖5 工件坐標系
Z向原點在工件上表面,且單邊試切法X、Y向對刀前的準備工作同雙邊試切法。
X(Y)向對刀的步驟如下。
1)步驟1和步驟2同雙邊試切法的步驟1和步驟2。
2)用游標卡尺量取工件的左、右(前、后)邊長,將值除以2,得到結果50。
3)在“MDA”和“JOG”模式下,打開“測量工件”窗口,如圖4所示,在參考點下方選G54工件坐標系,在距離上輸入50,對于X坐標,在“半徑”上輸入“-”號,而對于Y坐標,在“半徑”上輸入“+”號;然后單擊“計算”按鈕。至此,X坐標對好,Y坐標同理。
4)復位,主軸停止轉動,至此,X向對刀(Y向對刀)結束。
Z向對刀的步驟同雙邊試切法。
由此可知,單邊試切法是在深刻理解對刀原理且針對SIEMENS802D系統數控銑床總結出來的一種快速、簡單、易操作的方法,但其對刀精度相對較低,適用于快速但對工件表面質量和精度要求不高的場合。
2.2 工具對刀法
采用輔助工具對刀,對于X、Y向對刀可采用偏心式尋邊器,方法同雙邊試切法,不同點在于由偏心式尋邊器取代刀具裝在主軸上,由尋邊器和工件的左、右(前、后)兩邊相接觸,且尋邊器上、下成一條直線后,再沿Z坐標抬起。
Z向對刀方法同雙邊試切法,不同點在于Z向可采用高為50的Z軸設定器放于工件表面之上,由刀具和Z軸設定器接觸(避免刀具劃傷工件),并且在“測量工件”窗口默認狀態下,將“距離”輸入-50即可。
此外,工具對刀還可采用其他輔助工具來進行對刀,如對刀儀等。這種方法對刀精度較試切法高,適合SIEMENS802D系統數控銑床銑削對零件表面質量及精度要求較高的場合。
3 結語
在數控加工中,對刀是數控加工的前提,是一項重要的技能,對刀的選取直接關系到生產效率和被加工工件的質量。本文用具體案例介紹了基于SIEMENS802D系統數控銑床的幾種實用對刀方法,其中,雙邊試切法和單邊試切法是在以往試切法的基礎上,專門針對SIEMENS802D系統數控銑床而研究總結出來的,單邊試切法快速、簡單、易操作,但影響表面質量和表面粗糙度;雙邊試切法較單邊試切法能使被加工工件有更好的表面質量,同時也比較簡單、快速。本文研究的輔助工具對刀法是在雙邊對刀法的基礎上采用輔助工具來對刀,可以獲得更好的表面質量和精度。因此,對于SIEMENS802D系統數控銑床,操作者可以根據其不同的特點,在恰當的時候選取不同的對刀方法,以獲得更好的效率和效果。
[1] 嚴磊.探討數控銑床的對刀[J].裝備制造技術,2014(5):31.
[2] 魯淑葉.數控銑削加工對刀原理及對刀技巧探析[J].工具技術,2012(46):23.
[3] 韓鴻鸞.數控銑工加工中心操作工[M].北京:機械工業版社,2012.
[4] 李志梅.銑削加工中心對刀方式分析及案例探討[J].沙洲職業工學院學報,2012(3):56.
[5] 周信安,張立昌.數控加工實訓[M].西安:西安交通大學出版社,2013.
責任編輯李思文
AnalysisofSettingToolMethodsforCNCMillingMachinebasedonSIEMENS802DSystem
ZHOU Hongju
(Shaanxi Institute of Technology,Xi′an 710300, China)
Several practical methods of presetting cutter in NC machining based on the SIEMENS802D system of CNC milling machine was introduced in the paper, through specific cases, carried on the comparison and analysis of several methods. The results showed that according to the factors of the surface quality, precision and processing efficiency, one suitable and fast method for cutter workpiece to SIEMENS802D milling machine CNC system could be chosen.
SIEMENS802D system, tool setting principle, tools setting methods
TG 547
:A
周宏菊(1981-),女,碩士,助教,主要從事機械及數控等方面的研究。
2014-12-09
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56