CAXA制造工程師軟件在五軸定軸銑加工中的應用研究
2015-07-12 17:15:58劉艷申
新技術新工藝 2015年3期
關鍵詞:程序
劉艷申
(陜西工業職業技術學院, 陜西 咸陽 712000)
CAXA制造工程師軟件在五軸定軸銑加工中的應用研究
劉艷申
(陜西工業職業技術學院, 陜西 咸陽 712000)
五軸加工的應用可大幅度提升數控機床的加工范圍,但五軸加工零件并不是必須采用五軸聯動才能完成。五軸定軸銑是五軸加工中比較常見的加工方式,其可以極大地簡化五軸加工零件程序的編制。五軸定軸銑加工是通過改變主軸方向來實現的,利用CAXA制造工程師軟件進行自動編程時,通過添加輔助坐標系,并將在輔助坐標系下生成的走刀路線在世界坐標系下生成G代碼,形成最終的加工程序。
五軸定軸銑;CAXA制造工程師;自動編程
在數控銑削加工中,五軸加工改變了加工模式,增強了加工能力,提高了被加工零件的復雜程度和加工精度,解決了許多復雜零件的加工難題[1],但五軸加工并不一定就是需要進行五軸聯動加工。由于三軸加工具有操作簡單、編程簡單和易于控制等特點,因此很多五軸加工零件都是通過五軸定軸銑的方式將五軸加工轉換為類似的三軸加工。
五軸聯動機床是在3個線性坐標軸(X、Y、Z)的基礎上再增加2個旋轉坐標軸,以實現零件的五軸加工。五軸定軸銑加工是指在五軸機床上將2個旋轉軸按照需求旋轉一定角度,一般為刀具垂直或者平行被加工工件表面,讓加工過程類似于三軸加工。
CAXA制造工程師是國產比較知名的CAD/CAM軟件,在歷次全國數控技能大賽中被指定作為官方的參賽軟件,其可以完成數控銑削(包含加工中心)從零件造型設計、選擇合適的加工方案到生成加工程序的三軸到五軸聯動加工的自動編程任務。
1 多面體零件造型
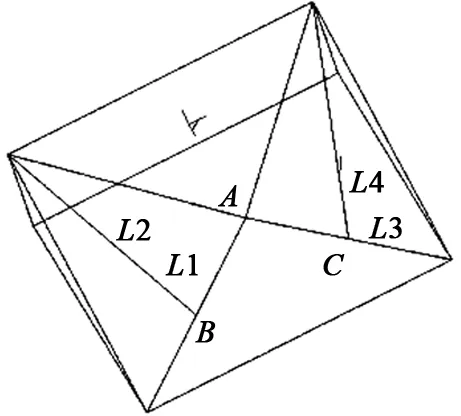
圖1 線框圖繪制

圖2 建立輔助坐標系
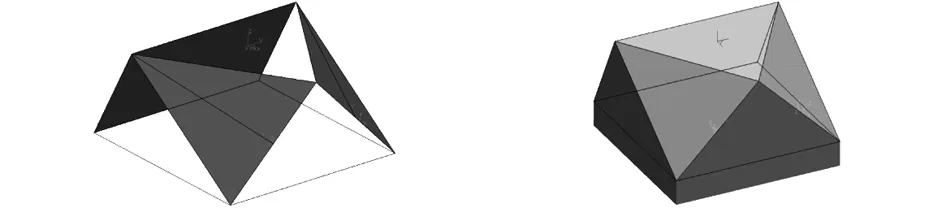
圖3 曲面生成 圖4 多面體生成

7)以坐標系2中的XY平面作為草繪平面,繪制1個半徑為30 mm的半圓,半圓的定位位置在坐標系2中的坐標值為(0,45,0);利用旋轉除料方式得出半圓形凹槽,如圖5所示。在斜面上自行定義刻字的內容和位置,如圖6所示。

圖5 放樣體及半圓槽生成 圖6 創建文字
2 編寫多面體零件的加工程序
五軸定軸銑的零件在編程過程中需增加輔助坐標系,該輔助坐標系中Z軸的設定應能保證采用三軸加工可完整、正確和高效地加工出所需的加工部位。毛坯設定為200 mm×200 mm×130 mm的長方體。
2.1 含放樣體斜面加工
激活坐標系1。由于在坐標系1中放樣體及其上下面為三軸加工內容,因此其加工可采用等高線粗加工(采用立銑刀)、平面精加工(采用立銑刀)和等高精加工(采用R3球頭銑刀)來完成。在等高線粗加工[2]的“區域參數”中,選擇三角形斜面的3條邊作為加工的邊界,設置刀具中心和加工邊界的關系為“重合”。含放樣體斜面加工走刀路線及實體仿真如圖7所示。
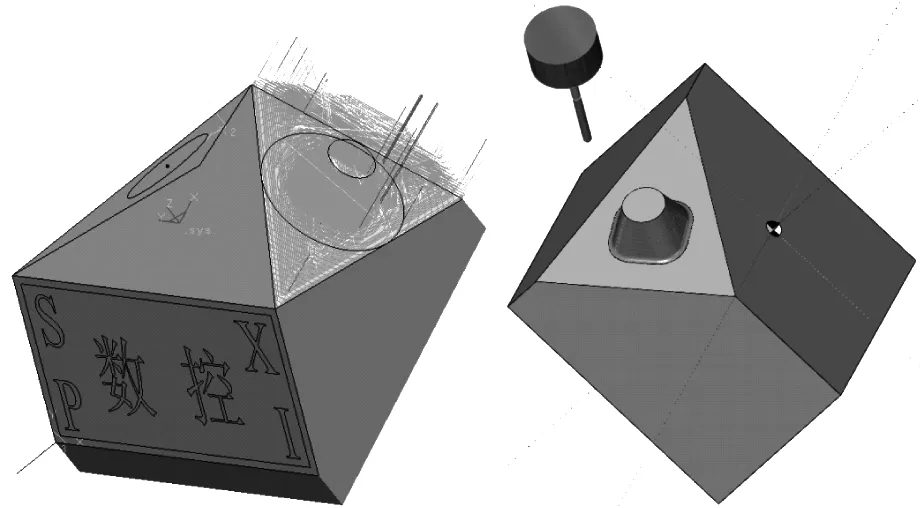
圖7 含放樣體斜面加工走刀路線及實體仿真
2.2 含半圓槽斜面及半圓槽加工
激活坐標系2。采用等高線粗加工(采用立銑刀)、平面精加工(采用立銑刀)和等高精加工(采用R3球頭銑刀)實現含半圓槽斜面及半圓槽加工。等高線粗加工參數設置參照含放樣體斜面的參數設置。半圓槽斜面加工走刀路線及實體仿真如圖8所示。

圖8 半圓槽斜面加工走刀路線及實體仿真
2.3 帶字斜面加工及刻字
在帶字斜面上創建坐標系3。采用等高線粗加工(采用立銑刀)和平面精加工(采用立銑刀)完成斜面加工,采用多軸加工中的“單線體刻字”(采用雕刻刀)完成刻字加工。含字斜面加工走刀路線及實體仿真如圖9所示。

圖9 含字斜面加工走刀路線及實體仿真
加工中所用的立銑刀直徑和切削用量等參數可根據實際情況設置,但在該例中,球頭刀直徑不能隨意設置,以免造成零件不能完整加工。
2.4 后置處理生成加工程序
激活世界坐標系,選擇合適的數控系統生成加工程序[3]。需要注意的是一定要設置“五軸定向銑選項”(見圖10)。對刀時應按照CAXA制造工程師軟件上世界坐標系和工件的位置關系來進行。對于“假五軸”(不具備RTCP或者RPCP功能)的機床,因其操作較復雜,生成程序之前應先在數控機床上安裝毛坯,將工件坐標系定義在2個旋轉軸的交點處,測出擺長后,返回CAXA制造工程師軟件中,重新設置生成程序的坐標系。加工程序如圖11所示。

圖10 定向銑選項

圖11 加工程序
3 結語
在五軸定軸銑加工自動編程時,利用CAXA制造工程師軟件,通過設置輔助的坐標系來限制主軸軸線與被加工位置始終成一定角度,在這個輔助坐標系下自動編程時可以采用常規三軸的加工策略去實現。由于設置該坐標系只起到改變主軸軸線方向的作用,并不是裝夾的坐標系,因此最終生成加工程序時,應先激活世界坐標系,并將世界坐標系作為裝夾坐標系來生成加工程序,這樣在輔助坐標系下得到的走刀路線生成的加工程序中,會按照輔助坐標系和世界坐標系的關系添加主軸旋轉指令,在加工時主軸就會在旋轉指令的作用下自動旋轉到合適的方向進行正確的加工。
[1] 錢華勇. CAXA制造工程師軟件在常見曲面造型中的應用[J].機械工程師,2014(9):67.
[2] 王曉霞,梁國勇,李焱,等. 基于CAXA制造工程師的復雜曲面數控加工[J].煤礦機械,2013(7):133-135.
[3] 楊明珠. CAXA制造工程師在數控加工中的應用[J].機械工程師,2014(1):72-73.
責任編輯馬彤
ResearchonApplicationofAxisMillingofCAXAManufacturingEngineerinFive-axis
LIU Yanshen
(Shaanxi Polytechnic Institute,Xianyang 712000,China)
Five-axis machining makes the range of CNC machining greatly enhance. Five axis machining parts does not necessarily have to use five-axis linkage to complete, five shafts fixed milling is relatively common processing method of five axis machining, which can greatly simplify the programming of five axis machining parts. Five shafts fixed milling spindle automatic programming need to change direction to realize, is achieved by adding the auxiliary coordinate system can take the form of CAXA manufacturing engineer software, resulting in the auxiliary coordinate system of the moving path to generate G-code in the world coordinate system for machine tools.
five-axis fixed axis milling,CAXA manufacturing engineer,automatic programming
TH 164
:A
劉艷申(1981-),男,講師,主要從事數控技術等方面的教學與研究。
2014-08-18
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40