3D FDM成形薄板塑料ABS零件連接方法*
2015-07-12 17:16:29李素麗張永軍
新技術新工藝 2015年3期
關鍵詞:方法
李素麗,劉 偉,張永軍
(陜西國防工業職業技術學院,陜西 西安 710300)
3D FDM成形薄板塑料ABS零件連接方法*
李素麗,劉 偉,張永軍
(陜西國防工業職業技術學院,陜西 西安 710300)
3D打印熔滴沉積增材制造技術是一種以離散的二維分層模型文件為基礎,將金屬粉末或金屬絲熔化,通過逐層堆積的方式來成形零件的技術。使用熔滴沉積3D打印技術生產出來的產品是自然無縫連接,結構之間的穩固性和連接強度要遠遠高于傳統連接方法;但是,3D FDM成形薄板塑料ABS零件的連接方法有多種,結合生產成本和零件的具體形狀,通過強度測試得出,膠粘方法是相對比較好的一種連接方法,可以大大提高零部件的表面質量,是未來發展的趨勢。
3D打印;FDM成形;塑料ABS;膠粘
隨著工業生產的迅速發展,塑料以其質量輕、比強度高、耐腐蝕和易加工等優點被廣泛用于國民經濟和人民生活的各個領域[1]。工程上要求塑料焊條材料的成分與被連接材料的成分相同,但材料的強度標號要比被連接材料的強度標號高1個等級,這樣才能保證連接強度。而3D打印的零件具有零件尺寸小、回轉曲面、厚度小和易變性等特點,如果把2個零部件直接用焊槍吹熔,然后壓接上去,會使零件外形尺寸比原來小;所以,尋求一種3D FDM成形薄板塑料ABS零件的連接方法具有重要意義[2]。
1 3D FDM成形薄板塑料ABS零件方法原理
熔融沉積制造法(FDM)快速成形技術是由計算機根據CAD模型確定的二維幾何信息,控制FDM噴嘴,將所使用的材料通過電阻絲加熱的噴頭熔化成液體,使熔化的熱塑材料絲通過噴嘴擠出,噴頭沿零件的每一截面的輪廓準確運動,將擠出熔的融熱塑材料沉積固化成精確的實際部件薄層,覆蓋于已建造的零件之上,每完成一層成形,工作臺便下降一層高度進行下一層材料的建造,這樣逐層由底到頂地堆積成實體模型或零件[3-4]。工藝原理如圖1所示。
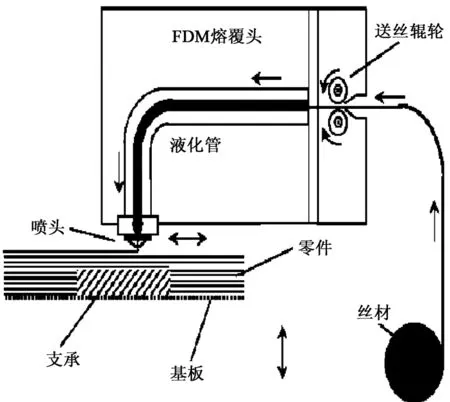
圖1 FDM工作原理
2 3D FDM成形薄板塑料ABS零件連接方法
按照所采用的加熱軟化方式的不同,塑料連接方法可分為外加熱源軟化、機械運動方式軟化和電磁作用軟化3種[5-12]。
2.1 外加熱源軟化
采用外加熱源方式軟化的連接技術主要包括熱板連接、熱風連接和脈沖連接。
1)熱板連接是最簡單的塑料連接技術之一,特別適合于需要大面積連接面的塑料件連接。采用該方法連接裝置簡單,連接強度高,制品、連接部的形狀設計相對來說比較容易;但是,由于依靠熱板產生的熱量使制品軟化,所以周期較長,熔融的樹脂會粘附到電熱板上,且不易清理,時間長了容易形成雜質,從而影響粘接強度,因此需嚴格控制壓力和時間來保證適當的熔融量。
2)熱風連接是當熱風氣流直接吹向接縫區時,導致接縫區與母材同材質的填充焊絲熔化。這種連接方法的連接設備輕巧易攜帶,但對操作者的技能要求比較高。
3)脈沖連接主要用于厚度較小的塑料薄膜的連接。該方法是將2片薄膜緊壓在一起,利用鎳鉻絲產生的瞬間熱量完成連接。
2.2 機械運動方式軟化
采用機械運動方式軟化的連接技術包括摩擦連接和超聲波連接。
1)摩擦連接。利用壓力下的2部分在摩擦過程中產生的熱量使接觸部分的塑料熔融軟化,對正固定直到凝結牢固。
2)超聲波連接。使用高頻機械能軟化或熔化接縫處的熱塑性塑料,超聲波連接過程很快(連接時間<1 s),并且很容易實現自動化。 其是一種自動連接過程,需要專用連接設備,一旦確定了正確的連接參數,即可穩定地進行生產。
2.3 電磁作用軟化
常見的電磁作用軟化連接技術包括高頻連接和激光連接。
1)高頻連接。利用基于電磁感應原理的高頻感應加熱技術,穿透塑料制品對埋藏于塑料件內部的感應體或磁性塑料產生感應加熱,被焊塑料在快速交變電場中可以產生熱量而使需連接部位迅速軟化熔融,繼而填充接口間隙,并輔助以完善的機械裝置達到完美連接。
2)激光連接。將激光產生的光束通過反射鏡、透鏡或光纖組成的光路系統聚焦于待連接區域,形成熱作用區,從而使熱作用區中的塑料被軟化熔融,在隨后的凝固過程中,已融化的材料形成接頭,待連接的部件即被連接起來。
3 3D FDM成形薄板塑料ABS的性能及其零件連接方法對比
塑料ABS由丙烯腈、丁二烯和苯乙烯3種化學單體合成,從形態上看,其是非結晶性材料(見圖2)。塑料ABS是一種綜合性能良好的樹脂,無毒,呈微黃色,在較寬廣的溫度范圍內具有較高的沖擊強度,熱變形溫度比PA和PVC高,尺寸穩定性好,收縮率在0.4%~0.8%,若經玻纖增強后可以減少到0.2%~0.4%,而且很少出現塑后收縮。塑料ABS具有良好的成形加工性,制品表面粗糙度小,且具有良好的涂裝性和染色性,可電鍍成多種色澤[13-15]。由于3D FDM成形薄板塑料ABS零件屬于異形不透光薄板零件(見圖3),采用超聲波、熱風、熱板、摩擦以及通過電磁作用均不可以實現其連接,所以采用膠粘和脈沖連接的方法進行比較。

圖2 塑料ABS 零件 圖3 塑料ABS 零件連接件(左:粘接,右:脈沖)
4 結語
為了更好地了解3D FDM成形薄板塑料ABS零件不同方法的連接性能,采取了標準拉伸截面尺寸(50 mm×20 mm×1 mm),試樣總長為115 mm(見圖4)。通過拉伸設備(見圖5)對3D FDM打印零件、粘接零件以及脈沖連接零件進行拉伸試驗(見圖6),得出拉伸位移與載荷的關系(見圖7)。從表1可以看出,3D FDM打印零件的結合強度好;但是2個相同材料的零部件需要連接在一起時,采用膠水粘接方法比脈沖方法的結合強度要高,而且表面質量較好[16-18]。
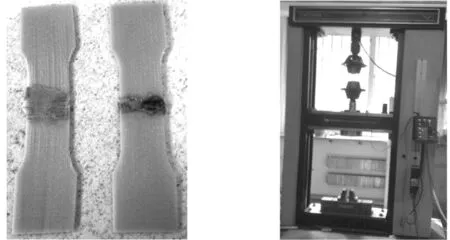
圖4 標準拉伸截面(左: 圖5 拉伸設備粘接,右:脈沖)
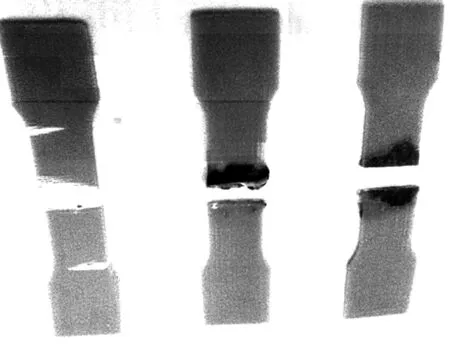
圖6 3種試樣拉斷示意圖(拉伸速度2 mm/min)
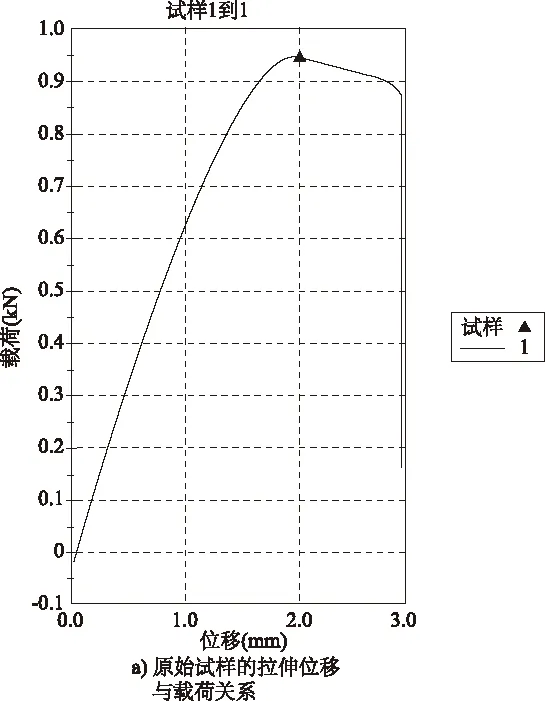


圖7 標準試樣拉伸位移與載荷關系
表1最大載荷對比
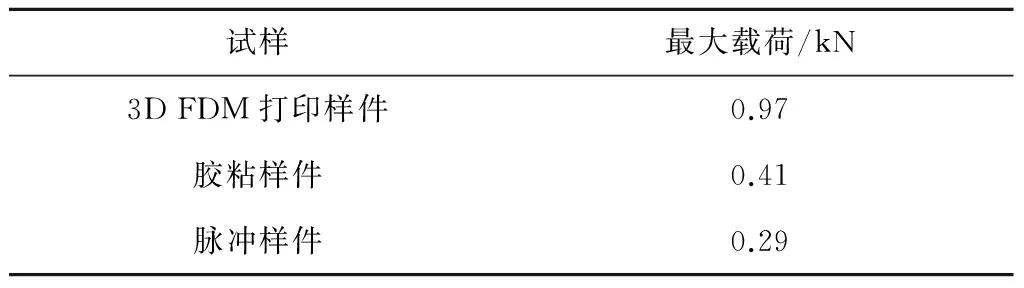
試樣最大載荷/kN3DFDM打印樣件0.97膠粘樣件0.41脈沖樣件0.29
[1] 楊士勤,田修波.國外超聲波塑料焊機使用中的焊頭設計[J].電焊機,1995(5): 25-28.
[2] 林仲茂.20世紀功率超聲在國內外的發展[J].聲學技術,2000,19(2):23.
[3] 蔡惠卿.塑料零件超聲波鉚接裝配工藝及應用[J].繼電器,1999,27(3):12.
[4] 周興鍵.經濟有效的塑料連接工藝[J].國外塑料,1999(2):56.
[5] 許立錦.超聲波加工在汽車工業中的應用[J].重型汽車,1996(2):77.
[6] 唐華.超聲波連接技術的應用[J].電子科技導報,1995(9):10.
[7] 徐佩弦.塑料件的設計[M].北京:中國輕工業出版社,2001.
[8] Jiromaru T, Misugi H, Tetsugi U. Ultrasonic plastic welding using fundamental and higher resonance frequencies[J]. Ultrasonics,2002(40): 375-378.
[9] Kazunari A, Masanaka, M I, Shigeo M. Development of torsional-vibration systems used for high frequery ultrasonic plastic welding[C]. Tokyo:IEEE, 1995.
[10] Jiromaru T, Takako U, Katsuhisa Y, et al. Welding characteristics of ultrasonic plastic welding using two-vibration system of 90 kHz and 27 or 20 kHz and complex vibration systems[J].Ultrasonic, 1998 (36):67-74.
[11] 田修波.國外超聲波連接機的使用及維修[J].電焊機,1995(1): 45-46,47.
[12] 朱紅海.塑料超聲波焊機聲學系統設計及質量檢測方法研究[D].上海:上海交通大學, 2002.
[13] 楊世勤,閻久春.超聲波塑料連接機的能量控制模式[J].連接學報,1995(6):31.
[14] 田修波,楊士勤,閻久春,等.壓力可變的超聲波塑料焊機[J].電焊機,1999,29(12):63.
[15] 周玉生,閻久春,董震,等.塑料超聲波連接過程及質量研究I:連接過程接頭熔化狀態分析[J].材料科學與工藝,1999,7(增刊):87.
[16] 閏久春,周玉生,董震,等.塑料超聲連接頭熔化狀態與強度[J].聲學學報,2001,26(3):90.
[17] 閻久春,周玉生,董震,等. 塑料超聲波連接過程及質量研究II連接接頭熔化膜厚度計算模型[J].材料科學與工藝,1999,7(增刊):22.
[18] 周玉生,閨久春,盧彤,等.塑料超聲波連接過程及質量研究連接接頭質量影響因素分析[J].材料科學與工藝,1999,7(增刊):78.
*陜西國防工業職業技術學院校級資助項目(Gfy14-14)
責任編輯李思文
ConnectionMethodof3DFDMFormingSheetPlasticABSParts
LI Suli, LIU Wei, ZHANG Yongjun
(Shaanxi Institute of Technology,Xi’an 710300, China)
3D printing droplet deposition material manufacturing is a kind of technology based on the discrete two-dimensional layered model file, which melt the metal powder or wire through the accumulation of step by step way to form a part of technology. By using droplet deposition 3D printing technology, the produced products are natural and seamless connection, stability and the connection between the structure strength is far higher than that of traditional methods. But there are many types of connection methods for 3D FDM forming sheet plastic ABS parts, combined with the production costs, the specific shape of the parts, through a variety of methods of strength test, it was concluded that adhesive method is a relatively good connection method, which can greatly improve the surface quality of the parts and components and is the developing trend of the future.
3D printing, FDM forming, plastic ABS, adhesive
TQ320
:A
李素麗(1981-),女,講師,主要從事模具設計及焊接等方面的研究。
2014-04-08
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56