基于VERICUT軟件的數控加工中兩道工序合并翻面模擬仿真及參數設置
2015-07-12 17:16:34陳貞奇
新技術新工藝 2015年3期
關鍵詞:程序
陳貞奇,劉 濤
(西安北方光電科技防務有限公司 機加車間,陜西 西安 710043)
基于VERICUT軟件的數控加工中兩道工序合并翻面模擬仿真及參數設置
陳貞奇,劉 濤
(西安北方光電科技防務有限公司 機加車間,陜西 西安 710043)
介紹了VERICUT數控加工模擬過程,并針對兩道工序合并的翻面模擬方法及參數設置,利用軟件的仿真功能,對加工工件進行了全局的運動仿真,進而調整加工參數和進行NC程序優化,縮短了加工時間,延長了刀具壽命,改進了表面質量,檢查過切、欠切現象,防止出現機床碰撞和超行程等錯誤,降低了加工成本,達到了保證零件加工精度的目的。
兩道工序合并;運動仿真;加工程序驗證
VERICUT軟件是美國CGTECH公司開發的數控加工仿真系統,被譽為世界最強的數控模擬仿真軟件之一。可仿真數控車床、銑床、加工中心、線切割機床和多軸機床等多種加工設備的數控加工過程,還可仿真自編宏程序,也能進行NC程序優化,從而縮短加工時間,延長刀具壽命,改進表面質量,檢查過切、欠切現象,防止出現機床碰撞和超行程等錯誤,具有真實的三維實體顯示效果[1]。可以對切削模型進行尺寸測量,并能保存切削模型,供檢驗和后續工序的切削加工。
1 2道工序合并翻面模擬的特點
1) 在加工盒體和箱體類零件時,經常會用到兩道或更多工序合并翻面加工,需要模擬、驗證程序的正確性,因為盒體零件一般較復雜,加工內容多,各種孔、型腔和凸臺較多,一道工序加工完成后,如果凸臺加工低了或型腔、孔加工深了,并且沒有被發現和檢測出,在加工第2道翻面工序時往往在零件銑通、銑透后才發現原因,但此時已造成一批零件報廢,損失巨大[2]。
2)2道工序合并翻面模擬在一般程序模擬軟件中是很難實現的,需要將第1道工序加工模擬后的三維模型文件單獨保存,并在下一道模擬時通過毛坯定義調用提取出來,2道工序編程零點設置不一致時容易發生錯誤。
2 2道工序合并翻面模擬的參數設置[3]
1)2道工序合并翻面采用數控機床加工,根據零件的不同形狀編制刀具加工運動軌跡,采用刀補運動軌跡提高零件加工精度,補償加工誤差。
2)VERICUT軟件可以實現常用的數控系統直接調用,如FANUC、SIEMENSHAAS和HEIDENHAIN等。
3)VERICUT軟件可以實現數控機床直接從機床庫調用,從三軸到五軸簡單方便。
4)第1道工序加工完成后不需要保存三維模型,只需翻轉毛坯即可。
3 案例分析
為了更好地反映2道工序合并翻面模擬的幾何參數設置,通過如圖1所示案例來具體說明模擬步驟。
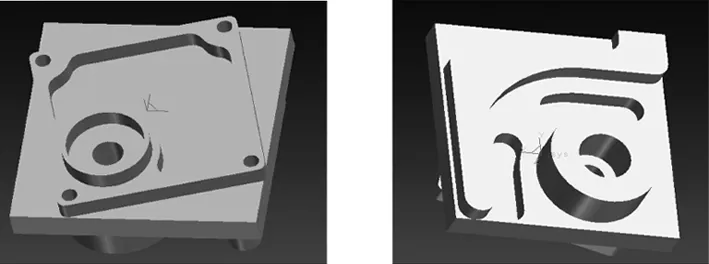
圖1 翻面加工的零件
1)打開軟件,新建項目,單位默認為mm,進入模擬加工環境。
2)雙擊數控機床的下一級菜單“控制”,在工作目錄下找到控制系統庫,選擇和程序匹配的控制系統。
3)雙擊數控機床的下一級菜單“機床”,在工作目錄下找到數控機床庫,選擇適合的三、四或五軸數控機床,選擇正確參數后,該選項就由紫色變為藍色,如圖2所示。

圖2 選擇控制和機床選項
4)右鍵單擊Fixtures,選擇“添加模型”→“模型文件”,在右側下拉菜單中選擇“樣本”→選擇“3_axis_mill_fanuc_body_fxt.stl”和“3_axis_mill_fanuc_jaw_fxt.stl”,提取2個軟件自帶的模型文件,本文選擇的夾具是虎鉗(見圖3)。

圖3 選擇夾具
5)右鍵單擊“stock”設置毛坯,選擇添加“模型”→“方塊”,軟件默認為25×25×25,現改為120×120×40。
6)雙擊“碰撞”,勾選“碰撞檢測”選項,點擊“應用”,選擇“關閉”默認選項。
7)雙擊“行程極限”,勾選“超程錯誤日志”選項,點擊“應用”,選擇“關閉”默認選項。
8)單擊“坐標系統”,選擇添加新的坐標,出現配置坐標系統(Csys1對話框),單擊“到”后面的對話框(選中后變為黃色),這時直接在右側圖形窗口1(View1-Stock(工件)窗口)選中工件上的程序坐標系零點,出現紅色移動方向箭頭,左鍵單擊一次,返回Csys1對話框配置坐標系統,然后單擊“移”圖標可發現, Csys1坐標系已移至工件上的程序坐標系零點,切記勾選“激活的坐標系”選項,否則坐標系統是沒激活狀態。設置坐標系統如圖4所示。
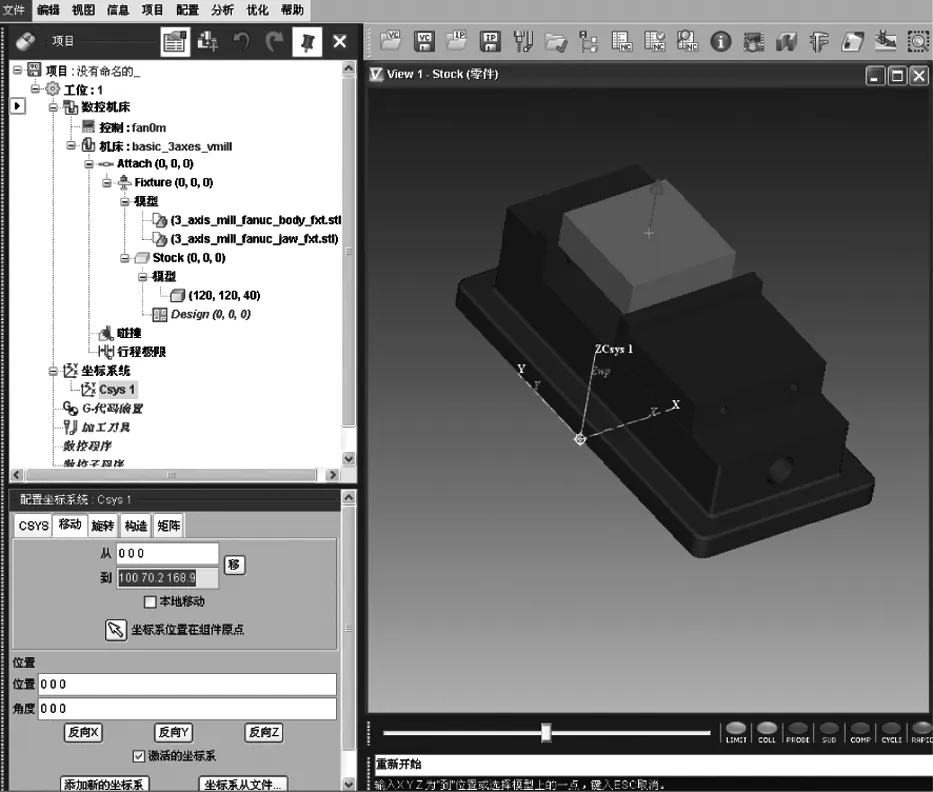
圖4 設置坐標系統
9)單擊“G-代碼偏置”,選擇偏置名“程序零點”,單擊添加,出現配置程序零點對話框,單擊“從組件名字”下拉對話框,從中選擇Tool(刀具),單擊下面“到坐標原點”下拉對話框,從中選擇Csys1(工件坐標系),設置G-代碼偏置如圖5所示。
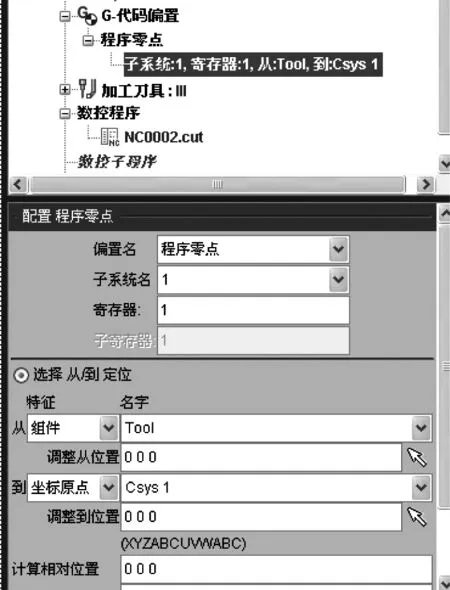
圖5 設置G-代碼偏置
10)添加刀具和數控程序不是難點,這里不過多贅述。需要說明的是,這里添加的刀具是2道工序共同使用的全部刀具,而程序只是第1道所用的加工程序,添加完這2項內容就可仿真模擬第1道工序,如圖6所示。
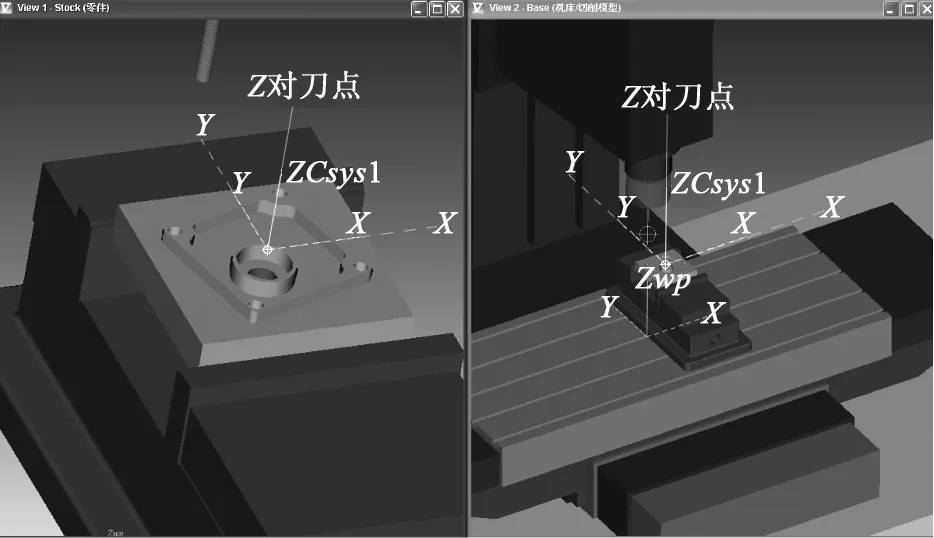
圖6 工件完成第一道工序模擬
11)第2道工序需要翻面模擬,先將“工位1”拷貝粘貼,自動生成“工位2”,單擊“開始模擬”按鍵開始模擬第1道工序,第1道工序模擬完成后會自動停止,這時將第1道模擬完成后的毛坯即“加工毛坯”拷貝至工位2(見圖7)。
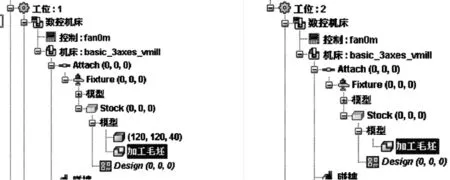
圖7 拷貝工位1加工模擬后的毛坯
12)翻轉毛坯,單擊工位2的“加工毛坯”,出現配置模型對話框,選擇旋轉選項,單擊“旋轉中心”圖標,設置增量值為180°,單擊“X+”或“X-”圖標,可以看到毛坯已旋轉了180°,如果Z方向零點不在毛坯的回轉中心上,還需要移動毛坯,選擇移動選項,選擇“到0 0 -10”即毛坯向Z軸負方向移動10 mm,X、Y軸方向不移動。需要注意的是,旋轉和移動毛坯后一定要單擊“保留毛坯轉變”圖標,如圖8所示。

圖8 旋轉和移動毛坯
13)添加第2道工序的數控程序后就可以仿真模擬第2道工序了,如圖9所示,還可通過軟件中的“視圖”→“剖切面”來進一步觀察型腔深度。

圖9 兩道工序翻面模擬
4 結語
工件加工程序編制完成后,利用VERICUT軟件進行仿真模擬,其整個仿真過程包含程序驗證、分析,機床仿真、優化和模型輸出等,對于提高工件合格率,減小首件試切的成本和企業的加工成本起到了至關重要的作用。
[1] 楊勝群. VERICUT數控加工仿真技術[M]. 北京:清華大學出版社,2013.
[2] 李海霞, 姬東偉, 郭長永, 等. VERICUT 7.2數控加工仿真技術培訓教程[M]. 北京: 清華大學出版社,2013.
[3] 李云龍,曹巖. 數控機床加工仿真系統VERICUT[M]. 西安:西安交通大學出版社,2005.
責任編輯李思文
NCProcessingwithTwoStepsProcessSimulationandParameterSettingbasedonVERICUTSoftware
CHEN Zhenqi, LIU Tao
(Machine Shop,Xi′an North Photoelefricity Technology Defense Co.,Ltd.,Xi′an 710043,China)
The paper introduced the Vericut machining process simulation, according to the two processes with turning simulation method and parameter setting and the usage of simulation software, the whole motion simulation of global for processing a workpiece was down to adjust processing parameters and optimize NC program, which can shorten processing time, extend tools life, and improve surface quality, inspected overcut and undercut, prevent the errors like machine tool claps, over stroke, and so on, lower the processing costs, got the goal of ensuring workpiece machining precision.
two step integration, motion simulation, processing program verification
TG 659
:A
陳貞奇(1963-),男,工程師,主要從事機械加工技術等方面的研究。
2014-12-09
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40