影響QFN封裝器件焊接質(zhì)量的因素
2015-07-12 17:18:41張冬梅
新技術(shù)新工藝 2015年5期
張冬梅
(中國(guó)電子科技集團(tuán)公司 第十研究所,四川 成都 610036)
影響QFN封裝器件焊接質(zhì)量的因素
張冬梅
(中國(guó)電子科技集團(tuán)公司 第十研究所,四川 成都 610036)
QFN封裝具有體積小、質(zhì)量輕以及良好的電和熱性能等優(yōu)點(diǎn)。由于QFN封裝的元件底部沒(méi)有焊料球,其與PCB的電氣和機(jī)械連接是通過(guò)在PCB焊盤上印刷焊膏,回流焊接形成焊點(diǎn)而實(shí)現(xiàn)的;因此,對(duì)PCB焊盤設(shè)計(jì)和表面組裝工藝技術(shù)提出了新的要求和挑戰(zhàn)。本文從印制板設(shè)計(jì)、QFN器件保護(hù)、印刷工藝以及回流焊溫度曲線設(shè)置與控制等方面,闡述了影響QFN封裝焊接技術(shù)的各個(gè)因素,以提高QFN封裝器件焊接質(zhì)量及可靠性。
QFN;間距;印制電路板;回流焊;表面組裝
1 概述
方形扁平無(wú)引腳 (Quad Flat Non-lead,QFN)器件呈正方形或矩形,封裝底部中央位置有一個(gè)大面積裸露焊盤用來(lái)散熱,圍繞大焊盤的封裝外圍四周有實(shí)現(xiàn)電氣連接的導(dǎo)電焊盤,如圖1所示。
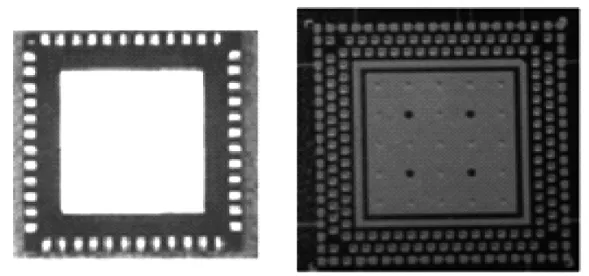
圖1 QFN器件
由于QFN封裝具有體積小、質(zhì)量輕以及良好的電和熱性能等優(yōu)點(diǎn),使得其在電子產(chǎn)品的應(yīng)用中得以快速增長(zhǎng)。由于QFN器件與PCB焊盤的電氣和機(jī)械連接是通過(guò)器件底部焊端與印制板焊盤焊點(diǎn)實(shí)現(xiàn)的, 其焊接質(zhì)量的好壞不能依靠可見(jiàn)焊點(diǎn)的外觀形狀進(jìn)行判斷,給焊點(diǎn)檢測(cè)和返修帶來(lái)了困難;因此,QFN這種結(jié)構(gòu)給整個(gè)表面組裝工藝技術(shù)帶來(lái)了很大的挑戰(zhàn),本文將對(duì)影響QFN封裝器件焊接質(zhì)量的各因素進(jìn)行分析。
2 影響QFN焊接質(zhì)量的因素
2.1 設(shè)計(jì)因素
2.1.1 QFN在印制板上的布局
QFN封裝器件底部沒(méi)有焊料球,其焊接方式是通過(guò)鋼模板印刷焊膏到印制焊盤上,將器件底部焊端與印制板焊盤焊為一體。由于QFN為扁平結(jié)構(gòu),并且鋼網(wǎng)漏印的焊膏量有限,因此印制板變形對(duì)QFN的四周焊點(diǎn)質(zhì)量影響較大。如果印制板在回流焊過(guò)程中變形量大,就會(huì)造成QFN器件焊接不良。
由于印制板布線設(shè)計(jì)上不可能做到印制導(dǎo)線分布的100%均勻,因此加工好的印制板不同位置的吸熱能力是不一致的。在回流焊過(guò)程中,印制板上印制導(dǎo)線越密集處吸收熱量越多,反之其吸收熱量越少,印制板上不同位置之間的這種吸收熱量差別越大,越容易導(dǎo)致印制翹曲變形;因此,為避免回流焊接過(guò)程中印制板在高溫下因吸收熱量不均衡變形翹曲,QFN器件在印制板的布局上,除了要滿足設(shè)計(jì)需求外,還應(yīng)盡量使印制板上的熱容量均勻分布,布線設(shè)計(jì)時(shí)應(yīng)避免在QFN器件周圍敷設(shè)高密度印制導(dǎo)線或大面積接地等。
2.1.2 QFN焊盤設(shè)計(jì)
隨著元器件封裝技術(shù)的不斷發(fā)展,QFN封裝引腳間距越來(lái)越小,由0.8 mm向0.5 mm甚至0.4 mm發(fā)展,器件焊端也由單排向雙排、多排方向發(fā)展,其對(duì)應(yīng)的印制板焊盤尺寸設(shè)計(jì)也逐漸向小型化調(diào)整。
QFN封裝間距減小,首先需改善的問(wèn)題是QFN組裝焊接中出現(xiàn)的短路問(wèn)題。器件貼片后緊貼PCB板,焊盤上的焊膏受到擠壓后,容易導(dǎo)致相鄰的焊盤之間形成焊錫橋,器件引腳間距越小,越容易出現(xiàn)這種橋連缺陷;因此,為避免QFN器件橋連缺陷的發(fā)生,從印制板設(shè)計(jì)上應(yīng)保證器件焊盤之間的間距要足夠,并在QFN封裝的焊盤間印刷阻焊油墨,阻隔不同焊盤之間熔融焊料的結(jié)合,最終到達(dá)降低短路風(fēng)險(xiǎn)的目的。
除了焊料短路外,還應(yīng)注意QFN散熱焊盤焊接空洞問(wèn)題。在回流焊接過(guò)程中,由于QFN封裝貼片后沒(méi)有與封裝體分離,與PCB板面的空隙很小,助焊劑揮發(fā)形成的氣體無(wú)法逸出,容易造成焊點(diǎn)空洞。要減少散熱焊盤的焊接空洞,必須設(shè)計(jì)出有效的讓焊錫膏中助焊劑分解產(chǎn)生的氣體能夠及時(shí)逸出的通道;因此,為進(jìn)一步改善散熱焊盤焊接后的空洞問(wèn)題,在接地焊盤總面積不小于芯片熱焊盤尺寸70%的情況下,可將PCB板上設(shè)計(jì)為口字形狀的散熱焊盤改為網(wǎng)格井字形狀,如圖2所示。由于每個(gè)小的、相對(duì)獨(dú)立的接地焊盤之間存在阻焊,這樣就為回流焊過(guò)程中助焊劑分解氣體提供了有效的逸出通道,降低了散熱焊盤的焊點(diǎn)空洞率。
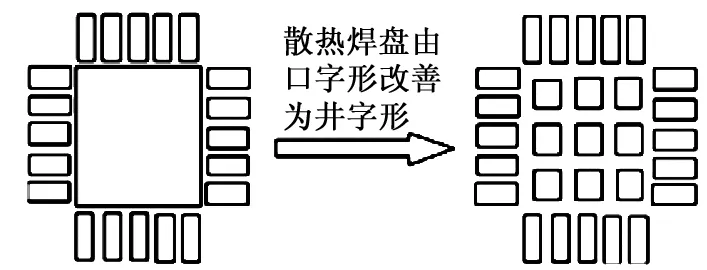
圖2 散熱焊盤改善示意圖
2.2 印制電路板質(zhì)量
2.2.1 印制電路板鍍層
印制板的焊盤材料一般是銅,為防止銅氧化造成焊盤的可焊性差,所有的焊盤表面都經(jīng)過(guò)了保護(hù)涂層或鍍層處理。可焊性是指在適當(dāng)溫度下,被焊金屬材料與焊錫能形成良好結(jié)合的合金性能。PCB焊盤的可焊性對(duì)器件焊接質(zhì)量影響非常大,可焊性不好會(huì)引起虛焊。印制板焊盤的可焊性主要受焊盤鍍層的影響,在常用的幾種鍍層中,錫鉛合金鍍層的可焊性最好,耐氧化,化學(xué)成分與焊接用的焊料一樣,焊接時(shí)與焊料溶為一體,不易產(chǎn)生虛焊;因此,為了增強(qiáng)印制電路板焊盤的可焊性,應(yīng)盡可能采用錫鉛合金鍍層。
2.2.2 印制電路板焊盤污染
除了印制板焊盤表面保護(hù)鍍層的成分對(duì)焊盤的可焊性有影響外,印制板焊盤的清潔度和氧化程度也會(huì)影響印制板的可焊性。為了使焊錫和焊件達(dá)到良好的結(jié)合,焊接表面一定要保持清潔。即使是可焊性良好的焊件,由于存貯或被污染,都可能在焊件表面產(chǎn)生對(duì)焊料潤(rùn)濕有害的氧化膜和油污。若印制板存貯不當(dāng),導(dǎo)致元器件引腳和印制板電路板在空氣中暴露時(shí)間過(guò)長(zhǎng),表面氧化嚴(yán)重,在焊接前或焊接過(guò)程中無(wú)法借助助焊劑把氧化膜清除干凈,使得印制板焊盤的可焊性變差,器件焊接質(zhì)量也很難達(dá)到要求;因此,印制板生產(chǎn)檢驗(yàn)合格后,應(yīng)以密封包裝形式保存在溫度為(23±5) ℃,相對(duì)濕度≤75%的環(huán)境中,以保證其不受潮及氧化,并且印制板包裝開(kāi)封后一周內(nèi)必須裝配完成。
2.3 QFN器件
2.3.1 QFN器件焊端氧化
在實(shí)際生產(chǎn)中,要求QFN器件焊端外觀應(yīng)光亮,不能有發(fā)暗、發(fā)黑和變色等現(xiàn)象。如果QFN器件焊端氧化,在焊接過(guò)程中,氧化膜會(huì)阻礙焊料和器件焊端焊接在一起[1],造成器件焊端虛焊。而在實(shí)際生產(chǎn)過(guò)程中,由于器件封裝和儲(chǔ)存不當(dāng)?shù)仍蛟斐善骷付搜趸那闆r經(jīng)常發(fā)生,這對(duì)器件焊接質(zhì)量的影響非常大。要避免這樣的問(wèn)題就需要在整個(gè)生產(chǎn)流程中對(duì)器件包裝、使用時(shí)間控制和存儲(chǔ)條件等方面做到有效管理。
2.3.2 QFN器件受潮
QFN器件如果受潮,在回流焊過(guò)程中容易產(chǎn)生封裝開(kāi)裂或封裝內(nèi)部芯片關(guān)鍵界面的分層,最嚴(yán)重的情況就是元件鼓脹和爆裂,即所謂的“爆米花”現(xiàn)象。這是因?yàn)镼FN器件在空氣中很容易受潮,在回流焊焊接過(guò)程中,器件封裝體內(nèi)的水分由于溫度升高而氣化,氣化后水分體積快速膨脹就會(huì)出現(xiàn)封裝體內(nèi)外部的壓力差,導(dǎo)致器件封裝體開(kāi)裂、分層、引線連接損傷以及芯片內(nèi)部鍵合金絲斷裂等缺陷。有些嚴(yán)重缺陷在出廠前能檢查出來(lái),而一些器件內(nèi)部的細(xì)微損傷,在外觀檢查及功能檢測(cè)時(shí)沒(méi)法排除,在后續(xù)的使用中,造成產(chǎn)品可靠性和使用壽命降低,影響企業(yè)的聲譽(yù);因此,應(yīng)按IPC J-STD-033《潮濕/再流焊敏感表面貼裝器件的操作、包裝、運(yùn)輸及使用》標(biāo)準(zhǔn)的相關(guān)要求對(duì)QFN器件采用真空包裝,并控制其儲(chǔ)存條件,防止器件受潮。
2.4 工藝技術(shù)
2.4.1 鋼模板設(shè)計(jì)
能否得到完美可靠的焊點(diǎn),印刷焊膏的鋼模板設(shè)計(jì)是關(guān)鍵,尤其是對(duì)雙排和多排QFN器件。QFN器件鋼模板設(shè)計(jì)包括中間散熱焊盤和周邊導(dǎo)電焊端兩部分,根據(jù)器件焊端所需焊膏量的區(qū)別,鋼模板厚度按器件焊端間距的大小進(jìn)行確定。通常引腳間距≤0.5 mm的QFN選用0.12 mm厚的鋼模板,并且器件焊端鋼模板開(kāi)口寬度為對(duì)應(yīng)導(dǎo)電焊端焊盤的90%~95%,避免焊膏量偏多造成引腳之間的橋連缺陷;而引腳間距≥0.65 mm的QFN選用0.15 mm厚的鋼模板,器件焊端模板開(kāi)口寬度與對(duì)應(yīng)導(dǎo)電焊盤尺寸相同即可[2]。器件中間的散熱焊盤若在PCB上設(shè)計(jì)為如圖2所示的網(wǎng)格狀的井字形,則模板開(kāi)孔對(duì)應(yīng)為PCB焊盤即可;若散熱焊盤在PCB上設(shè)計(jì)為整體的口字形,則對(duì)應(yīng)的模板開(kāi)孔應(yīng)采用網(wǎng)格狀井字形,開(kāi)孔的總面積為PCB焊盤的70%~80%。對(duì)于雙排和多排QFN器件,建議將引腳焊盤開(kāi)口為不規(guī)則的四邊形,以便改善焊膏的釋放。2.4.2 焊膏印刷
在焊膏印刷過(guò)程中,如果出現(xiàn)印刷焊膏偏移、焊膏厚、焊膏薄、拉尖和印刷焊膏短路等缺陷,會(huì)造成后續(xù)的QFN器件焊接出現(xiàn)短路和虛焊等焊接缺陷。為了保證QFN器件的焊接合格率,應(yīng)正確設(shè)置焊膏印刷參數(shù),并應(yīng)對(duì)鋼模板進(jìn)行有效的清潔。印刷參數(shù)的設(shè)置應(yīng)充分考慮QFN封裝器件特性,印刷壓力以剛好刮干凈模板為宜,印刷速度應(yīng)為20~25 mm/s,脫模速度應(yīng)選用慢速模式,通常脫模速度為0.5~1.0 mm/s。器件引腳間距越小時(shí),應(yīng)選擇較慢的脫模速度。印刷焊膏拉尖、漏印、焊膏量不足和焊膏印刷短路等缺陷是不允許存在的,如果發(fā)現(xiàn)上述焊膏印刷不良缺陷,應(yīng)在找出原因并解決后,才能繼續(xù)進(jìn)行焊膏印刷。
在焊膏印刷過(guò)程中,通常每印刷10塊印制板需對(duì)鋼模板底部進(jìn)行一次清洗,以除去其底部附著物。鋼模板連續(xù)印刷4 h后,應(yīng)從印刷機(jī)上取下進(jìn)行徹底清洗,烘干后再使用。通過(guò)良好的制程控制,能避免塌陷、連錫、拉尖和少錫等焊膏印刷缺陷,獲得滿意的QFN器件焊膏印刷效果,降低焊膏印刷不良造成的焊接缺陷。
2.4.3 表面貼裝
對(duì)于QFN等底部焊端器件,不僅需控制貼裝精度,還要控制貼裝壓力,避免器件過(guò)度下壓造成底部焊端焊錫橋連。目前的表面貼裝設(shè)備,貼裝精度完全能滿足QFN器件的貼裝精度要求,但貼片壓力的設(shè)定是否合適,需根據(jù)貼片后焊錫塌陷效果和回流焊后效果進(jìn)行調(diào)整。通常小型QFN器件的貼片壓力設(shè)定為3~4 N較為合適。在實(shí)際生產(chǎn)中,由于QFN器件的重要性,在器件貼裝完成回流焊以前,應(yīng)對(duì)QFN器件的貼裝質(zhì)量進(jìn)行抽檢,以便于發(fā)現(xiàn)貼裝過(guò)程中可能出現(xiàn)的器件極性方向裝反、器件偏移和焊錫橋連等器件貼裝缺陷。通過(guò)對(duì)貼裝過(guò)程的嚴(yán)格控制,可以避免上述缺陷。
2.4.4 回流焊溫度曲線設(shè)置
回流焊接是QFN器件組裝工藝的關(guān)鍵環(huán)節(jié),在此過(guò)程中通過(guò)熔化預(yù)先分配到印制焊盤上的焊錫膏,實(shí)現(xiàn)器件焊端與印制板焊盤之間的機(jī)械及電氣連接。回流焊溫度曲線設(shè)置不當(dāng)是目前表面貼裝生產(chǎn)中造成QFN器件焊接不良的最重要原因。回流焊溫度曲線設(shè)置的依據(jù)如下:1)參考焊膏廠商提供的溫度曲線,因?yàn)楹父嘀械暮辖鸪煞譀Q定了熔點(diǎn)助焊劑的成分,性質(zhì)決定了其活化溫度范圍;2)確認(rèn)印制板材料及其上的表貼器件所能承受的最高極限溫度,尤其是QFN等特殊貴重元件。
回流焊曲線設(shè)置的關(guān)鍵,在于將表面安裝板上的溫度最高點(diǎn)和溫度最低點(diǎn)找出,通過(guò)對(duì)回流焊爐溫的控制使這2點(diǎn)的溫度設(shè)置在焊膏性能要求的范圍內(nèi),并使安裝板上的溫度最高點(diǎn)和溫度最低點(diǎn)溫差最小[3]。通常安裝板上的QFN等底部安裝器件的底部中心升溫相對(duì)滯后邊緣焊點(diǎn)的升溫速度;因此,測(cè)試溫度曲線時(shí),爐溫測(cè)試儀的熱電偶不僅需測(cè)試表面安裝板上不同位置元件體表面溫度,還需要測(cè)試底部焊接器件的底部中心或相應(yīng)焊點(diǎn)溫度。這樣所測(cè)的溫度曲線才能真實(shí)反映整個(gè)表面安裝板上不同位置器件焊點(diǎn)的受熱情況,通過(guò)反復(fù)測(cè)試及溫度參數(shù)調(diào)整,得到滿意的焊接溫度曲線,以保證器件回流焊接質(zhì)量。
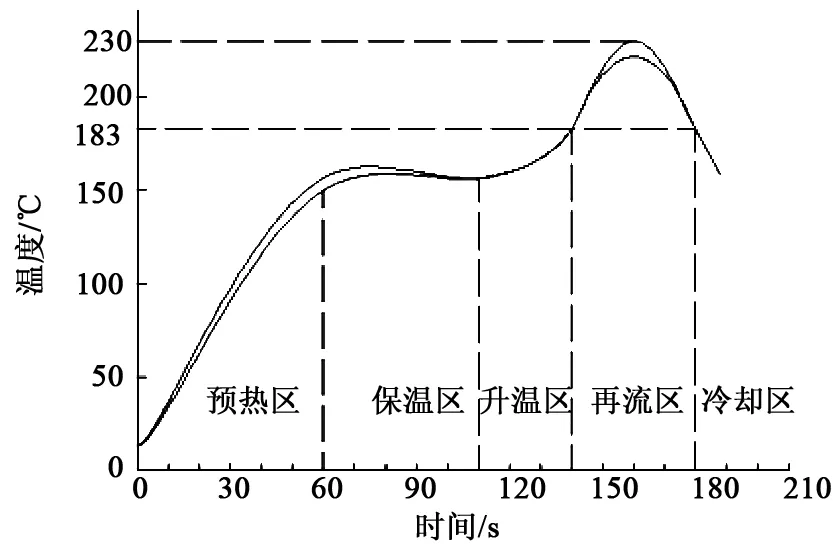
圖3 有鉛回流焊溫度曲線示意圖
圖3所示為推薦的有鉛回流焊溫度曲線,預(yù)熱區(qū)從室溫上升到150 ℃,升溫速率控制在2~2.5 ℃/s,升溫時(shí)間為50~60 s;保溫區(qū)為150~160 ℃,時(shí)間為40~50 s,有利于安裝板上的器件之間的溫度均衡,便于助焊劑充分發(fā)揮作用;升溫區(qū)的溫度迅速升高達(dá)到焊膏熔點(diǎn),助焊劑進(jìn)一步發(fā)揮作用;回流區(qū)的溫度超過(guò)焊膏熔點(diǎn),焊膏熔化成液體,浸潤(rùn)元器件引腳及印制焊盤形成良好的焊點(diǎn);冷卻區(qū)焊膏開(kāi)始凝固,元器件被固定在安裝板上,固化前最大冷卻速率≤3 ℃/s。
正確設(shè)置合理的溫度曲線,實(shí)現(xiàn)溫度的準(zhǔn)確控制是保證QFN器件回流焊接質(zhì)量的關(guān)鍵。合理的回流焊溫度曲線能有效減少焊接缺陷。在實(shí)際生產(chǎn)中,應(yīng)綜合考慮器件、印制板、焊膏特性和回流焊爐性能等后進(jìn)行溫度曲線的設(shè)置, 并根據(jù)溫度測(cè)試數(shù)據(jù)反復(fù)調(diào)整,使溫度曲線達(dá)到理想狀態(tài)。
3 結(jié)語(yǔ)
總之,影響QFN器件焊接質(zhì)量的因素很多,涉及印制板設(shè)計(jì)和質(zhì)量、QFN器件以及表面組裝工藝技術(shù)等;因此,只有從多個(gè)方面進(jìn)行,才能提高QFN器件焊接質(zhì)量和可靠性。
[1] 王文利,吳波,梁永生.QFN器件組裝工藝缺陷的分析與解決[J].電子工藝技術(shù),2007,28(5):261-263.
[2] 鮮飛.QFN封裝元件組裝工藝技術(shù)研究[J].電子元件與材料,2005,11(24):52-55.
[3] 鄧北川,申良.SMT回流焊工藝分析及其溫控技術(shù)實(shí)現(xiàn)[J].電子工藝技術(shù),2008,28(1):30-32.
責(zé)任編輯馬彤
FactorsofInfluencingQFNComponentSolderingQuality
ZHANG Dongmei
(The 10thInstitute of CETC, Chengdu 610036, China)
The QFN package has the advantages of small volume, light weight, good electrical and thermal properties. At the bottom of the QFN package components there is solder ball, the electrical and mechanical connection between QFN component and PCB are achieved by paste printing on the PCB pad and reflow soldering,therefore, some new requirements and challenges to the PCB pad design and surface mount technology have been put forward. Considering the printed circuit board design, QFN device protection, printing technology, reflow soldering temperature curve setting and control etc., the paper expounds the factors influencing the QFN package of welding technology, and then improves the welding quality and reliability of QFN packaging device.
QFN,pitch,printed circuit board,reflow soldering,surface mount
TN 605
:A
張冬梅(1972-),女,工程師,主要從事電子裝聯(lián)技術(shù)等方面的研究。
2014-12-09
