鍍層螺紋旋合性控制方法研究
2015-07-12 17:15:47王敏
新技術新工藝 2015年3期
王 敏
(長治清華機械廠,山西 長治 046012)
鍍層螺紋旋合性控制方法研究
王 敏
(長治清華機械廠,山西 長治 046012)
螺紋表面大多鍍覆防腐蝕或裝飾層,如何保證螺紋鍍覆后的旋合性是許多企業遇到的一大難題。分析了螺紋表面鍍層對螺紋幾何參數的影響,歸納和總結了螺紋鍍前尺寸的控制方法。在實際應用中,根據鍍層厚度選擇螺紋鍍前尺寸控制方法,以保證鍍層螺紋的旋合性。
鍍層;螺紋;旋合性
為了使螺紋零件防腐蝕,需要進行鍍覆工作,如航空用螺紋零件中70%~80%都需進行鍍覆保護層工作。隨著工業技術的不斷發展,對螺紋零件提出了更多、更高的要求,如耐磨、減摩、導電和隔熱等,螺紋零件的鍍覆層品種及厚度不斷增加,從而對鍍層螺紋的配合提出了更高的要求,給螺紋零件的加工及鍍后旋合性控制帶來了一定困難[1]。
1 鍍層對螺紋幾何參數的影響
鍍層在螺紋表面的散布狀態與工藝方法、鍍層材料、牙形、螺距和表面質量等諸多因素相關,以電鍍為例,螺紋牙型頂部與牙型根處的鍍層厚度會存在差異,即牙型頂部的鍍層厚度會稍大些,而牙型根部的鍍層厚度會稍小些。為便于分析,假設鍍層厚度在螺紋表面呈均勻分布,并以常用的國家標準規定的60°牙型角的普通螺紋為例進行研究。
普通螺紋公差標準對螺紋大徑、中徑和小徑均規定了公差,但大徑和小徑在配合中間隙大,不影響配合性質,而中徑尺寸是影響螺紋旋合性的主要因素,所以應計算出鍍層厚度引起的螺紋中徑尺寸的變化量。以外螺紋為例,鍍層對螺紋中徑尺寸產生的影響如圖1所示。

圖1 螺紋鍍覆前后示意圖
螺紋鍍后中徑尺寸變化量△d為:
△d=d1-d=2t1=4t
式中,d1是鍍后中徑;d是鍍前中徑;t1是鍍層徑向厚度;t是鍍層厚度。
螺紋鍍后中徑尺寸的變化量為鍍層厚度的4倍,同理,內螺紋鍍后中徑尺寸的變化量也為鍍層厚度的4倍。相互配合的外螺紋和內螺紋都進行鍍覆且鍍層厚度一致時,螺紋鍍后中徑尺寸的變化量為鍍層厚度的8倍,這說明即使鍍層很薄,其也將明顯影響螺紋件的配合公差。為使螺紋鍍后能順利旋合,應控制螺紋鍍前尺寸,保證在鍍前留有足夠容納鍍層厚度的間隙。
2 旋合性控制方法
2.1 以標準配合螺紋作為鍍前螺紋
2.1.1 薄涂鍍層
GB/T 197-2003《普通螺紋 公差》標準針對薄涂鍍層螺紋規定:內螺紋推薦公差帶(G、H)能與外螺紋推薦公差帶(g、f、e、h)形成任意組合,為了保證內、外螺紋間有足夠的螺紋接觸高度,推薦完工后的螺紋零件宜優先組成H/g、H/h或G/h配合。如無其他特殊說明,推薦公差帶適用于涂鍍前螺紋。涂鍍后,螺紋實際輪廓上的任何點不應超越公差位置H或h所確定的最大實體牙型[2]。
按照GB/T 197-2003《普通螺紋 公差》標準規定,薄涂鍍層螺紋可根據鍍層厚度的大小來選用G、g、f、e的基本偏差作為H和h偏差螺紋的鍍前尺寸。為了確保鍍后尺寸合格,根據H和h尺寸制造標準量規,對鍍后的螺紋進行檢驗,以確保鍍層厚度的控制和螺紋的可旋入性。
2.1.2 較厚鍍層
當螺紋鍍覆層較厚時,在GB/T 197-2003《普通螺紋 公差》標準范圍內,可選擇G/e、G/f等配合螺紋作為鍍前螺紋,利用鍍前配合已有的間隙容納鍍覆層, G/g、G/e和G/f配合螺紋可容納鍍層示意圖如圖2所示。
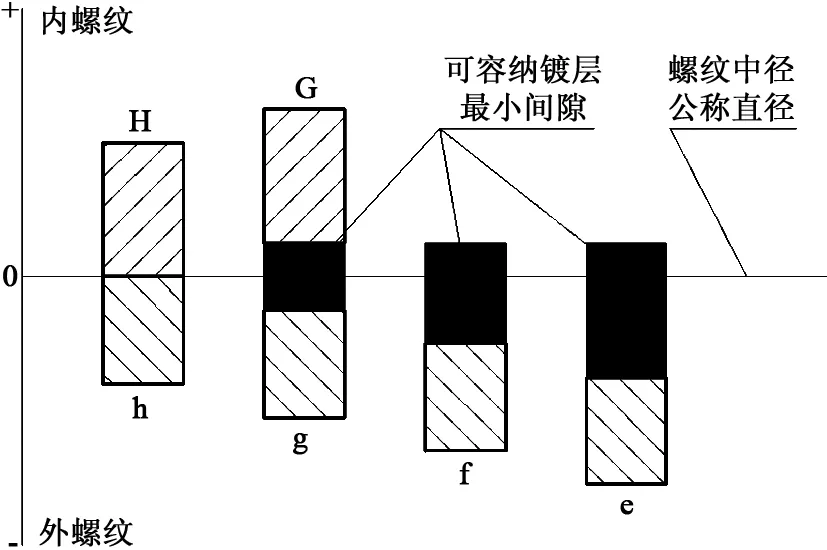
圖2 可容納鍍層示意圖
由于內螺紋鍍后實際輪廓上的公差位置可能超越公差位置H所確定的最大實體牙型,鍍后不易用標準量規檢測。可通過采用標準量規控制鍍前螺紋,同時控制鍍覆層厚度,從而保證鍍后的旋合性。
2.2 改變螺紋尺寸
當鍍層厚度大于標準配合螺紋間隙可容納鍍層厚度時,采用標準配合螺紋作為鍍前螺紋將不再適用。以容納鍍層厚度的間隙為依據,確定非標準配合螺紋的鍍前尺寸,通過修正鍍前尺寸,采用移動公差帶或尺寸合并等方法,改變螺紋尺寸,將螺紋尺寸制出特殊的公差。
實際應用中,非標準配合外螺紋可通過三針測量法較精確地測出螺紋中徑,而非標準配合內螺紋較難測量;故相互配合的內外螺紋同時鍍覆時,為了使問題簡化,可將內螺紋鍍前需扣除的鍍層厚度尺寸部分或全部在外螺紋鍍前尺寸上扣除。內螺紋鍍前采用標準配合螺紋,外螺紋鍍前采用三針測量法控制其中徑尺寸,控制鍍層厚度即可較好地保證鍍后的旋合性。

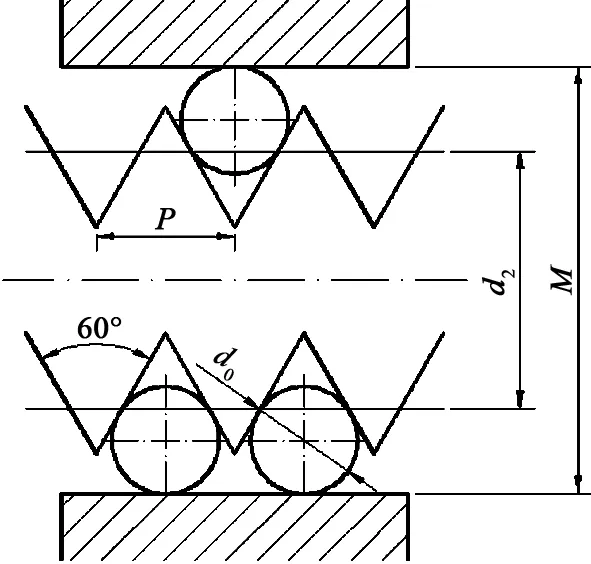
圖3 三針測量法示意圖
從圖3可以得出:
d2=M-3d0+0.866P
式中,d2為螺紋中徑;M為輔助尺寸;d0為量針直徑;P為螺距。
2.3 化學方法
有些溶液在可控的條件下能以給定的速率剝離金屬,可采用這種特殊的工藝方法控制螺紋鍍前尺寸。以化學拋光為例,將金屬零件在化學拋光溶液中進行化學浸蝕,侵蝕過程中,金屬微觀表面形成不均勻的鈍化膜,從而使表面微觀凸出部分的溶解速度顯著大于微觀凹入部分,使金屬表面被浸蝕而獲得較平整光亮的外觀。根據化學拋光的特點,采用化學拋光方法可使螺紋零件在溶液中有規則地溶解,對螺紋表面進行溶解和整平,可代替機械加工,在螺紋零件表面留出鍍層厚度,以達到鍍前規定尺寸。
生產中,可根據化學溶液及零件需鍍覆的厚度計算溶解時間,并通過生產試驗驗證控制螺紋鍍覆前的尺寸。采用化學方法,可使粗糙的表面得到平整,同時去除螺紋處的毛刺,改善螺紋的旋合性。
3 結語
根據鍍層在螺紋上的散布狀態,螺紋鍍前中徑應預留大于4倍鍍層的厚度,當內外螺紋均要求鍍覆且鍍層厚度一致時,內外螺紋鍍前中徑應預留大于8倍鍍層的厚度。鍍層較薄時,選用標準配合螺紋作為鍍前螺紋;鍍層較厚時,可根據實際情況選擇標準配合螺紋作為鍍前螺紋;當鍍層厚度大于標準配合螺紋間隙可容納鍍層厚度時, 通過改變螺紋尺寸或化學方法對螺紋鍍前尺寸進行控制。本文論述的是60°牙型角的普通螺紋,其基本概念和方法對其他形式的螺紋也具有參考價值。
[1] 李洪. 機械加工工藝手冊[M].北京:北京出版社,1990.
[2] 詹益騰.對采用尺寸化學拋光解決電鍍螺紋件配合公差的探討[J].電器新技術,1986(2):23-26.
責任編輯李思文
ResearchonScrewingPerformanceControlMethodofCoatingThread
WANG Min
(Changzhi Qinghua Machinery Factory, Changzhi 046012, China)
Thread surface is mostly coated with anticorrosive or decorative coating. It is a difficult problem in many companies about how to ensure the screwing performance of coating thread. The paper analyzed the impact of thread surface coating on geometric parameters,induced and summarized the control method of thread dimension before coating. In practical applications ,the control method of thread dimension before coating that can ensure screwing performance of coating thread and can be selected according to coating thickness.
coating, thread, screwing performance
TH 131.3
:A
王敏(1982-),男,碩士,工程師,主要從事機械加工工藝等方面的研究。
2014-08-25