JXCAD電火花線切割機床編程與通信系統研制
2015-07-12 17:18:23蔡漢明王佳麗宋曉梅
新技術新工藝 2015年4期
關鍵詞:系統
蔡漢明,王佳麗,宋曉梅,王 濤
(青島科技大學 機電工程學院,山東 青島 266061)
JXCAD電火花線切割機床編程與通信系統研制
蔡漢明,王佳麗,宋曉梅,王 濤
(青島科技大學 機電工程學院,山東 青島 266061)
本文研發的JXCAD電火花線切割機床編程與通信系統是一套有自主知識產權的,針對電火花線切割的,價廉、易操作的數控機床系統。JXCAD系統利用Delphi開發工具,開發的JXCAD線切割自動編程軟件完成了零件輪廓的造型和定義,3B代碼的生成以及通過計算機并行口將程序輸入到線切割控制機的相關功能,達到了降低操作者工作量、提高工作效率以及降低對操作者文化水平要求的目的。
線切割;自動編程;Delphi;控制
數控線切割機床是十分重要的數控加工設備,其具有加工精度高、適應范圍廣和能夠加工復雜形狀零件等優點,在機械制造及模具制造等領域里有著廣泛的應用。目前,國內的電火花線切割機床軟件編程依賴國外軟件,硬件控制部分采用硬控制的靈活性不高,無形之中增加了產品的成本,并且操作復雜,界面未本地化,為大部分操作者增加了負擔,降低了企業自主能動性;因此,許多從事線切割加工的企事業單位十分需要價格低廉、易學易用、漢化界面和能夠充分發揮企業自主性的線切割自動編程系統來解決這個問題。筆者利用Delphi開發工具開發了JXCAD線切割自動編程軟件,該軟件可以通過JXCAD 繪圖環境進行繪制零件輪廓造型,然后進行加工零件輪廓定義,輸入鉬絲半徑、放電間隙和偏置方向等參數。自動編程系統能對零件輪廓進行各種預處理,并自動生成3B代碼。產生的程序通過計算機的并行口可以輸入到線切割控制機中,大副度節省了數據的輸入時間,保證了零件的加工質量和生產效率。
1 總體設計
1.1 系統的開發環境
系統的開發環境為Windows XP/Win7操作系統和Delphi7.0軟件開發工具。
1.2 系統的構成
JXCAD系統由CAD模塊、CAM模塊和CNC模塊3部分組成,其模塊設計如圖1所示。
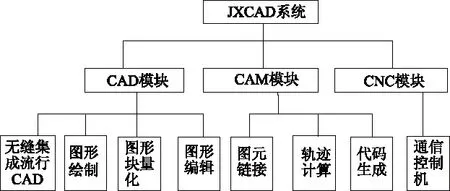
圖1 系統模塊設計
1)CAD模塊主要由圖形繪制、圖形編輯、圖形矢量化和無縫集成流行CAD等4部分組成。
a.圖形的繪制。為了滿足電火花線切割加工圖形繪制的要求,基本的圖形元素包括直線、矩形、正多邊形、橢圓、圓和平面曲線等。
b.圖形的編輯。為了提高繪圖效率,減少工作量,提高繪圖精度和復雜度,增加了圖形編輯模塊,包括鏡像、旋轉、復制、刪除、剪切、移動和倒角等。
c.無縫集成流行CAD。兼容目前流行的CAD軟件,如AutoCAD等繪圖軟件,此模塊減少了因為軟件不兼容而導致的圖元信息的丟失和工作的重復等問題[1]。
d.圖形矢量化。通過掃描儀輸入的工程圖樣或零件圖樣,經過本模塊處理后,形成使線切割自動編程系統能夠識別的矢量圖形。
2)CAM模塊主要由圖元鏈接、軌跡計算和代碼生成3部分組成。
a.圖元鏈接。用戶在進行圖形繪制、編輯時一般不是按照線切割的加工順序進行輸入,所以應將圖元的順序進行重新排列。本模塊的功能主要是對圖元信息按照加工要求進行重新排序。
b.軌跡計算。模塊對圖元加工的相關參數,如電極半徑、放電間隙和刀具的左偏右偏等進行處理,得到刀具的走刀路徑,使用戶能夠直觀地觀察到刀具的軌跡,提早發現加工時出現的問題,并及時進行相應處理。
c.代碼生成。本模塊根據得到的刀具軌跡,自動生成3B代碼,同時對生成的文本文件進行保存。
3)CNC模塊主要完成與驅動系統的信息通信,使得在CAM模塊獲得的數據信息能夠及時有效地傳輸給驅動系統,從而完成實際的數控加工。
1.3 JXCAD系統界面
系統的用戶界面如圖2所示。
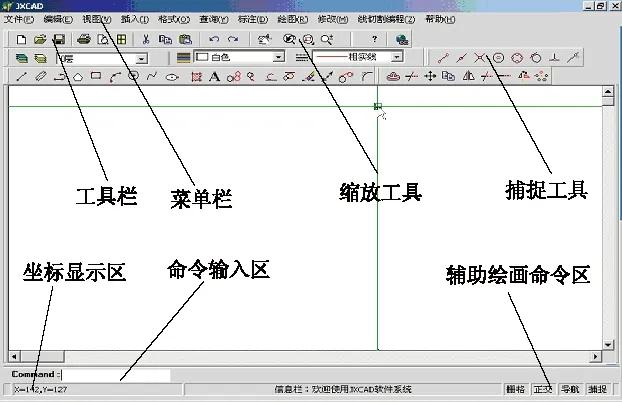
圖2 系統界面設計
2 CAD造型設計
CAD造型設計的關鍵在于進行圖元信息輸入時,能夠及時、準確地對已輸入的信息進行存放和編輯,以便在CAM模塊對圖元信息進行提取。為了準確地表示圖元數據結構之間的相互關系,方便、快捷地對圖元進行建立、刪除和插入等管理操作,同時節省內存,減少冗余度,本系統CAD模塊的數據存儲采用如圖3所示的數據存儲結構。
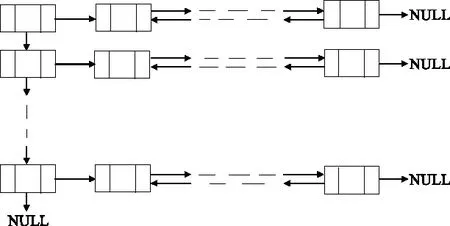
圖3 數據存儲結構
該結構的設計思想是一行即一層,每層為雙向鏈表結構,在每一行的第1個數據區只存放該層的層名和層的狀態標志、線型、顏色,每一層剩下的數據區存放的是當前層各圖元成員信息。層的管理主要有2個指針:一個指針在管理層,該指針從上往下;另一個指針在層指針所在圖元的末尾,當新增加圖元時,就添加在這個指針的位置上。
在CAD造型設計中,圖元的添加、刪除和插入等操作的算法思想如下。
1)圖元添加。首先,系統會有一個當前層,供用戶在當前的圖層上進行圖元輪廓的繪制,當繪制結束時,指針位于圖元鏈表的尾部,即圖3中橫向鏈表的NULL處,系統將繪制好的圖形元素的參數添加到這個尾部。當用戶需要操作其他圖層時,圖層的指針則向下移動,這樣就可以在新的層中進行操作。如果需要建立新層,可以在圖3中縱向的NULL處增加新層。
2)刪除。首先,對鏈表進行遍歷,找到與光標最近的結點,即找到用戶需要刪除的圖元,如果結點位于圖元中間,則將上一圖元的尾指針指向下一圖元的頭指針,而下一圖元的頭指針指向上一圖元的尾指針,完成刪除當前圖元的操作。如果結點位于圖元尾部,只需要將原鏈表的尾結點之前的一個結點的指針設為空即可[2]。
3)插入。在對樣條曲線進行修改編輯時,首先用戶要選中樣條曲線,系統會將樣條曲線的特征多邊形顯示在屏幕上,并且光標會位于特征多邊形的起點,通過鍵盤使光標進行前后移動,找到需要插入的結點,然后將新的圖元信息插入到當前結點的后一結點,完成插入操作。
3 CAM編程
在繪圖任務完成以后,用戶就可以對零件圖形進行數控加工處理,完成鏈接和數控工作。
用戶在進行圖元繪制時,繪圖順序一般與走刀軌跡不一致,所以應將這種無序的圖元鏈表進行重新排序,得到封閉的、有效的、滿足數控需要的圖元鏈表。為解決此問題,系統采用了循環鏈表結構(見圖4)。
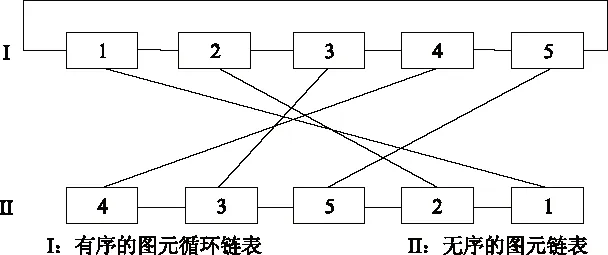
圖4 軌跡鏈表
圖元的鏈接即為循環鏈表的輸入,其算法思想如下:首先要申請一個首結點,操作者需要在圖元上選擇1點作為加工起始點,來確定第1個加工圖形輪廓;然后從選擇點向另外一端作為加工方向,以另外一個端點找到下一個相接的圖元,直至閉合,這個路徑就是加工路徑。如果找到的圖元與加工路徑相反,系統會自動對圖元信息進行標示,在進行數控加工時遇到此標示時,系統會將圖元的起始點和終止點進行對調,最終完成整個圖元鏈表的排序。
數控加工需要完成2個工作:確定加工參數和輸出數控加工代碼,即對已存儲的循環鏈表進行輸出。
刀具路徑算法的輸出思想為先取出當前指針和當前指針指向的下一個指針的數據,根據偏向計算出等距線的交點,根據圖元信息將當前指針指向的等距線翻譯成數據指令輸出,將指針下移,重復執行上述過程直到指針結點等于首結點為止。
根據偏向計算出等距線的交點,有2種情況:一是初步偏移,即對所有圖元進行簡單偏移和連接,偏移曲線為原輪廓的等距線,而且整體光滑連續;二是干涉處理,如果相鄰輪廓不光滑相切,則在其間插入以半徑為偏移距離的過渡圓弧,過渡圓弧的走向為偏移方向,左偏移為順時針,右偏移為逆時針[3]。當有尖角存在時,處理方法是在尖角處加1個小多邊形或者圓弧。最后,系統按照3B代碼的要求建立txt文件,并將程序寫進新建的文件中。
圖形繪制的走刀路徑如圖5所示,其中,外輪廓為走刀路徑,內輪廓為圖形輪廓。
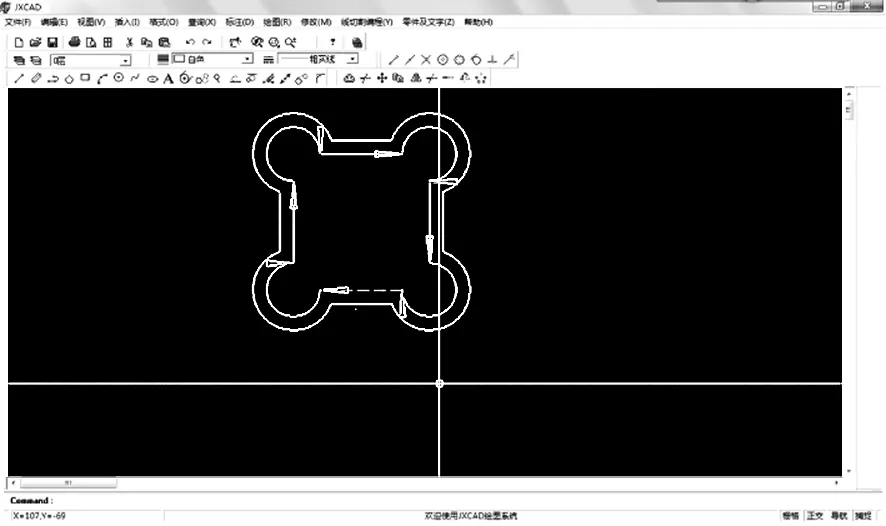
圖5 走刀路徑
3B代碼如下:
10,1,116.497,56.450,10.000
B6497B28166B28166GYL3 ,110.000, 28.284
B10000B28284B78284GYSR1,71.716,-10.000
B43431B0B43431GXL3 , 28.284,-10.000
B28284B10000B78284GXSR4,-10.000, 28.284
B0B43431B43431GYL2 , -10.000, 71.716
B10000B28284B78284GYSR3, 28.284,110.000
B43431B0B43431GXL1 , 71.716,110.000
B28284B10000B78284GXSR2,110.000, 71.716
B0B43431B43431GYL4 , 110.000, 28.284
B6497B28166B28166GYL1 ,116.497, 56.450
D,,,,, 715.463
4 系統與控制機的通信
通信模塊完成代碼與驅動設備的信息傳遞,從而實現驅動電動機精準、穩定地運動,最終完成工件的數控加工任務。
首先,將獲得的3B代碼進行譯碼,使得數控系統能夠識別,從而得到加工要求的原始數據并將結果保存,以備后續仿真使用。由于3B代碼的編譯過程與譯碼的過程是互逆的,所以此過程可以按照3B代碼的編譯規則進行譯碼。
其次,數據通過PC機并口端與三相六拍的電動機相連進行傳遞,完成對數控機床X、Y方向的驅動。25針D形接頭的PC接口有3個8位的端口寄存器:數據寄存器、狀態寄存器和控制寄存器[4]。由于數據端口可以寫入數據,也可以讀出數據,并且其8個輸出點可以自由控制,因此通過對電平的狀態改變來進行數據傳遞。數據寄存器的基本信息見表1。若數控系統三相六拍步進電動機為正轉,則通電順序為A-AB-B-BC-C-CA[5]。若傳輸的信號為高電位1時,電動機對應轉到某一位置;若傳輸信號為低電位0時,則對應的電動機不動。表2表示并口數據寄存器的具體數據所對應的步進電動機的每一拍(表1和表2中,X電動機、Y電動機分別表示X、Y向的電動機)。
最后,系統運用插補原理將數控機床的加工軌跡在屏幕上顯示,為了保證軌跡的準確性,使插補運算的步長與步進電動機的脈沖當量保持一致。
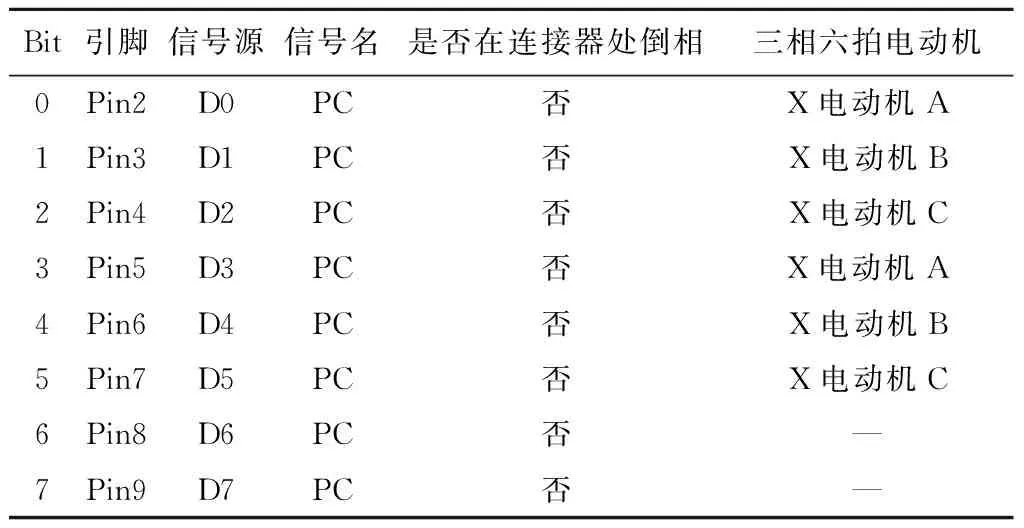
表1 數據寄存器的基本信息
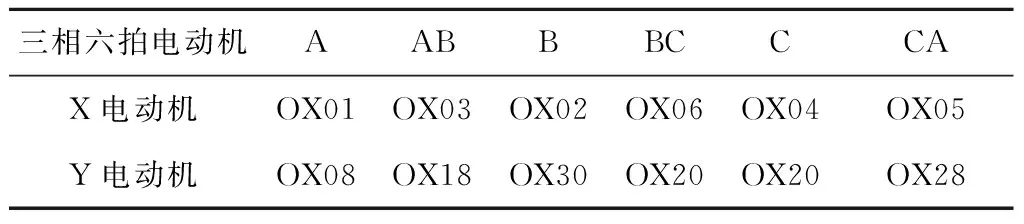
表2 三相六拍步進電動機各相對應并口寄存器數值
5 結語
JXCAD系統從零件圖樣的繪制和代碼的生成到數控機床的驅動,形成了一套非常完備、實用的電火花線切割數控機床加工系統,本系統對操作人員的要求低,有效地提高了加工效率,縮短了工期,能夠為企業帶來巨大的經濟效益;同時,本系統對于數控加工軟件同樣適用,其應用前景非常廣闊。
[1] 蔡漢明, 宋曉梅.中文二維交互式繪圖軟件CADM的數據結構[J]. 青島大學學報, 2002(2):67-70.
[2] 張勇, 楊喜權. 數據結構[M].北京: 中國林業出版社, 2006.
[3] 董鳳海.電火花線切割圖形自動編程系統的研究與開發[D]. 青島:青島科技大學, 2005.
[4] 唐光榮,李九玲.微型計算機應用技術——數據采集與控制技術[M].北京:清華大學出版社,2001.
[5] 馮清秀,鄧星鐘.機電傳動控制[M].武漢:華中科技大學出版社,2011.
責任編輯鄭練
TheDevelopmentofProgrammingandCommunicationsforJXCADWEDMSystems
CAI Hanming,WANG Jiali,SONG Xiaomei,WANG Tao
(Mechanic and Electronic Engineering, Qingdao University of Science and Technology, Qingdao 266061, China)
With a set of independent intellectual property rights, the JXCAD WEDM systems has low price and is easy to operate. The system was developed by Delphi, and it completed shape and the definition of components outline, 3B code generation. 3B code was entered into control machine by parallel port of computer. It was hoped that the system could reduce operator workload, improve work efficiency and reduce operator cultural level.
WEDM, automatic programming, Delphi, control
TG 484
:A
蔡漢明(1960-),男,教授,主要從事計算機輔助設計等方面的研究。
2014-08-18
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
