一種確定多面體多零偏值的方法
2015-07-12 17:17:26白潔,劉禹
新技術新工藝 2015年4期
白 潔,劉 禹
(中國船舶重工集團公司 第七一三研究所,河南 鄭州 450015)
一種確定多面體多零偏值的方法
白 潔,劉 禹
(中國船舶重工集團公司 第七一三研究所,河南 鄭州 450015)
針對在臥式加工中心上加工多面體零件需要多次測量零偏值的問題,提出了一種新的方法,即通過測定機床的回轉中心,借助AutoCAD軟件,建立一個機床坐標環境,并利用一個已知的零偏值,實現快速、準確地得到其他需加工表面的零偏值。采用該方法能夠減少加工中多次測量零偏值帶來的繁瑣工作,大大提高加工效率,降低編程的差錯率。本文通過2個具體應用實例,對該方法和傳統方法進行了對比,詳細論述了該方法的優點及使用方法,并對其正確性進行了理論驗證。采用該方法還可以應用于與臥式加工中心相似的其他設備。
多面體;零偏值;回轉中心;數控編程
零偏值的確定是在臥式加工中心、數控鏜銑床上加工多面體零件的關鍵環節。零偏值的確定不但與加工精度密切相關,也可直接影響加工效率。中國船舶重工集團公司第七一三研究所使用的Heckert CW630臥式加工中心為帶回轉B軸、雙工作臺形式,工作臺自動定位整數分度(最小1°)。在加工多面體零件時,通常是把工件需加工表面的零偏值測量后進行儲存,編入程序,在加工時調用。這種方法費時費力,在實際操作中也容易出錯,尤其對于實際加工時無法直接測量零偏值的加工表面。筆者經過經驗積累,結合設備特點,總結出通過確定工作臺回轉中心,借助AutoCAD軟件,利用一個已知零偏值確定其他相關零偏值的方法,在實際生產中得到良好應用。
1 方法介紹
1.1 測工作臺回轉中心
CW630加工中心工作臺的旋轉是繞B軸。B軸為分度盤式結構,此軸回轉中心的X、Y和Z坐標在加工區域內,不論工作臺怎樣轉動,其在機床坐標系中的位置是可求的。
測量B軸回轉中心的方法很多,現舉其中一種進行說明[1]。首先在工作臺上放一標準方箱(見圖1),把方箱找正,方箱上3個相互垂直的平面分別平行于相應的加工中心坐標軸,用微米杠桿表找正方箱任意水平與垂直方向200 mm長度范圍,偏差≤0.005 mm;然后固定方箱,用紅外測頭測量N面與S面,得N1與S1值,工作臺旋轉180°,再測量N面及S平行面,得N2與S2值。
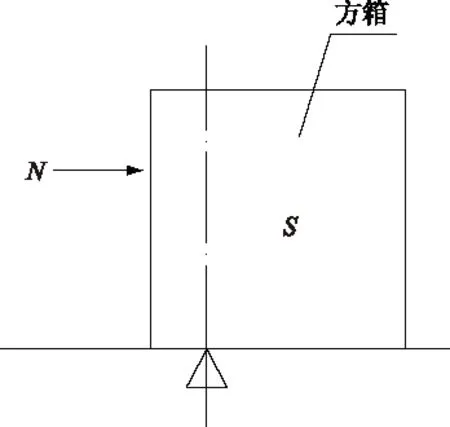
圖1 利用方箱求回轉中心示意圖
由公式NO=(N1+N2)/2,可計算出Z方向的回轉中心坐標。由公式SO=(S1+S2)/2,可計算出X方向的回轉中心坐標。
通過上述方法得到B軸回轉中心O的坐標為(SO,NO)。這種測量方法的精度主要取決于測頭的測量誤差、方箱精度誤差及隨機誤差[2]。
1.2 測量工作臺上任意一點的零偏值
工作臺回轉中心確定后,在AutoCAD軟件中建立一個機床二維坐標環境(見圖2),橫軸為X軸,縱軸為Z軸。

圖2 機床坐標環境示意圖
X軸和Z軸是機床坐標系,坐標零點是機床坐標原點。把機床模擬坐標原點建立在AutoCAD坐標系原點上,就構成了機床加工坐標環境。將上述測量的工作臺回轉中心O坐標(SO,NO)輸入到AutoCAD軟件中,在這個坐標系下的任意一點都可以繞回轉中心O轉動(比如A點),轉動后新位置的值即為所求點的新零偏值。
2 應用實例
2.1 模圈零件的加工
某模圈零件示意圖如圖3所示,該零件為標準四面體結構,需加工四周鉸鏈部分。實際加工時設計了裝夾工裝,工裝上預先加工好與模圈上銷孔位置和尺寸一致的4個孔作為定位孔,把工裝固定到工作臺上,以銷孔中心為基準找正。X方向2孔偏差≤0.005 mm,用帶長度及半徑補償的中心鉆粗測銷孔1和銷孔2的中心X、Z坐標,然后換算成M1點的X、Z坐標值,輸入到零偏值存儲器中,用測頭調用L977測量子程序測量M1點X方向精確值xM1,再用子程序L978測量圓柱銷1的表面Z值,換算成M1的Z坐標zM1,于是M1(xM1,zM1)點即為精測出的已知零偏值點。
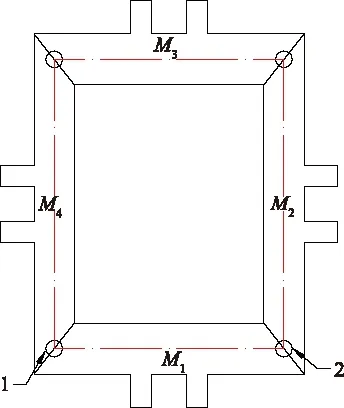
圖3 模圈零件示意圖
從圖3可以看出,把4個銷孔中心線連接起來,其連線的中點就是每個面的零點,但其還不是實際加工時使用的零偏值。
M1(xM1,zM1)點已知以后,將工件要旋轉90°,主軸正對M2點所在面。M2點計算公式為:
上述公式中,O點、O1點及M1點坐標都是已知值,其中O點為工作臺回轉中心坐標,O1點為工件對稱中心坐標,M1點為實測工件零偏值,L1和L2為銷孔孔距。求解可得:
xM2=xO+zO-zO1

同理,可求M3、M4的零偏值:

xM3=2xO-xM1
xM1=xO+zO1-zO
上述推導出的公式是簡單算式,但在實際工作中,由于機床坐標位置點的每個值都是由6~7位數構成,所以運算繁雜。基于這個原因,應用AutoCAD軟件建立模擬機床坐標環境來計算零偏值,如圖4所示,O點為工作臺回轉中心,O1點為工件對稱中心,M1點為已知點零偏值,通過繞O點旋轉即可得到所求點在機床坐標系下的新坐標——零偏值,既快捷又準確。

圖4 模擬機床環境計算零偏值
2.2 斜面壓頭的加工
某斜面壓頭零件如圖5和圖6所示,需一次裝夾加工A、B兩處。
1) 加工A處。O點是工作臺回轉中心,工件初始零偏位于工作臺上任意位置,如圖5所示的O′點,A處按常規加工方法處理即可。
2) 加工B處。該面為15°斜面,由于斜面較大,不能用角度成型刀加工,只能通過旋轉工作臺用棒刀側刃加工,但工作臺旋轉15°后(由于15°斜面還沒有加工出來),O′點就移動到一個新的位置,新位置要重新測定,而此時工件正對主軸的表面都是角度面,沒有可測量的規則平面。遇到上述情況,常規方法是通過“試切”來推算零偏值,但這種方法誤差大,不適合批量加工;而使用在AutoCAD軟件上建立機床模型的方法,計算旋轉后的任意位置坐標既快捷又準確。首先,利用已建立的工作臺模型,按圖5所示裝夾位置把O′點零偏坐標的實際值輸入,在AutoCAD軟件中得到一個點;然后根據實際加工時工作臺所要轉動的角度,把圖6中所有的元素,以O點為回轉中心,正向或負向旋轉同樣的角度;轉動以后得到O″點,用詢問的方法即可得到這一點的實際坐標值——即零偏值。
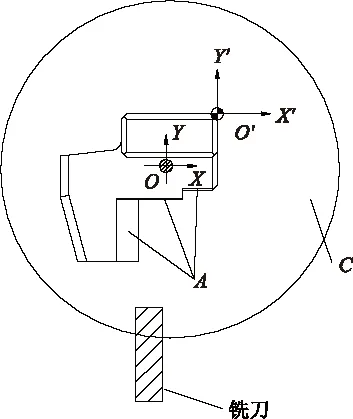
圖5 斜面壓頭加工示意圖一
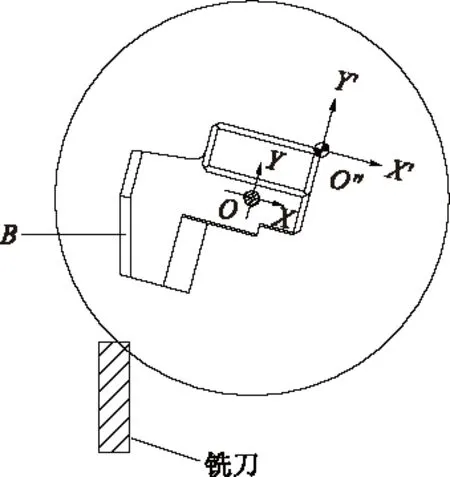
圖6 斜面壓頭加工示意圖二
可對上述測量結果進行理論驗證,如圖7所示,在已知旋轉中心O點坐標(x,y)、O′點坐標(x′,y′)和轉角φ情況下,其極坐標方程為:

圖7 零偏值坐標計算
3 結語
利用工作臺回轉中心確定多個零偏值的方法同樣也適用于其他帶回轉工作臺的機床。此方法在本單位另一臺數控鏜銑床上使用后效果良好。使用中要注意的問題是,第1個被測零偏值的精度決定了被求零偏值的精度,而且零偏值與回轉中心之間的偏移量越大,誤差也相應增大。總之,這種方法在加工中簡化了操作程序,提高了工作效率,降低了頻繁測量中人為因素的差錯幾率,是一種可視化的、圖形化的計算方法,具有直觀、準確的操作效果。
[1] 蔡復之,楊俊功.實用數控加工技術[M]. 北京:兵器工業出版社,1995.
[2] 王先逵.機械制造工藝學[M]. 北京:機械工業出版社,2004.
責任編輯鄭練
AKindofMethodofDeterminingZero-offsetofPolyhedron
BAI Jie, LIU Yu
(The 713thResearch Institute of China Shipbuilding Industry Corporation, Zhengzhou 450015, China)
Aimed at the problem of measuring the zero offset of a polyhedral part during the machining process by horizontal CNC machining center, the paper provided a new method. By determined the rotary center of the equipment and with the aid of AutoCAD tools, it can establish an equipment’s coordinate environment. Using a know zero offset, it can get the other processing surface’s zero offset fast and accurately. This method can reduce the tedious measurement processing, improve the processing efficiency significantly and reduce the program’s error rate. By using two practical examples, the paper compared this method with the traditional method, discussed its advantage and about how to use in details, and validated its correctness in theory. This method can be applied to other similar equipments.
polyhedron, zero-offset, rotary center, CNC

TG 659
:A
白潔(1971-),男,碩士,主要從事機械制造工藝和生產管理等方面的研究。
2014-12-28
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
