深孔塑料件注射模具排氣系統的技術改進
2015-07-12 17:17:52黃川斌趙錦成
新技術新工藝 2015年4期
關鍵詞:系統
黃川斌,趙錦成
(中國工程物理研究院 電子工程研究所,四川 綿陽 621999)
深孔塑料件注射模具排氣系統的技術改進
黃川斌,趙錦成
(中國工程物理研究院 電子工程研究所,四川 綿陽 621999)
深孔塑料件在注射成型過程中,由于注射模具的排氣系統存在一定缺陷,導致零件上產生氣泡、局部缺料、組織疏松、熔接不良、局部碳化和燒焦等質量問題。本文分析了注射過程中模具內氣體的來源及其對注射成型過程的影響,以及排氣不良對產品質量的影響,通過改善模具排氣作為解決質量問題的主要途徑,根據產品形狀及模具的結構和排氣布局,提出了改進模具排氣系統的方案。使用改進后的模具,成功批量生產出了滿足要求的產品,達到了預期效果。
注射件缺陷;排氣系統;模具改進
在電子產品中,對作為結構零件使用的塑料制件的表面質量和尺寸精度要求越來越高。要求制件組織致密、熔接牢固、強度高和內應力小,以滿足其可靠的物理性能和力學性能。在塑料制件試模過程中,調整好注射工藝參數后,制件還常會出現填充不足、內應力高和表面流線等現象,其主要原因是模具的排氣系統滿足不了塑料制件注射工藝要求。
本文針對深孔塑料件注射成型時,零件上出現氣泡、局部碳化和燒焦等質量問題(見圖1),通過對注射模具在注射成型過程中氣體的主要來源、排氣對注射成型過程的影響以及排氣對塑件成型質量影響的綜合分析,對模具排氣隙高度尺寸的優化和型腔排氣系統結構進行了技術改進。
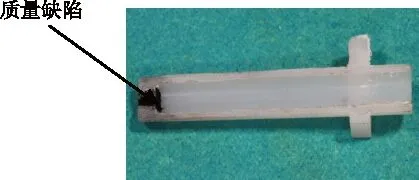
圖1 模具排氣系統改進前的深孔塑料件
1 注射模具排氣系統關鍵性分析
1.1 注射成型時模具內氣體來源分析
注射成型時模具內產生的氣體主要有如下幾個來源:1)型腔和澆注系統中存在的空氣;2)塑料原料中含有的水分在高溫下蒸發而形成的水蒸汽;3)高溫下塑料分解所產生的氣體;4)塑料中某些添加劑揮發;5)熱固性塑料成型過程中交聯反應所生成的氣體。要保證成型過程順利進行,減少制品的成型缺陷,注射模具排氣系統的良好設計是關鍵。
1.2 排氣對注射成型過程的影響分析
注射件成型時,如模具排氣不良,型腔中的氣體受到壓縮,將產生很大的背壓,阻止了塑料熔體的正常快速充模,使注射變得困難,迫使注射壓力提高,保壓時間增加,以至于脫模不暢,還會降低模具的使用壽命。
塑料充模過程中,應將熔融塑料的流動保持在最佳狀態,因此應提高熔融塑料的溫度和注射壓力;但由此制品的殘余應力隨之提高,翹曲和塑料裂解的可能性增加。如模具排氣適當,注射速度可提高,充填和保壓可達到最佳狀態,不需額外增加料筒和噴嘴的溫度,這樣制品的殘余應力小,翹曲變形小。
1.3 排氣對塑料件成型質量的影響分析
注射模具在填充塑料的過程中,型腔內因各種原因而產生的氣體如不能及時排出,在充模速度大、溫度高、物料黏度低、注射壓力大和制品較厚的情況下,氣體在一定的壓縮程度下會滲入塑料制品內部,造成氣孔和組織疏松等缺陷;同時氣體壓縮所產生的熱量會燒焦塑料,使塑料制品上留下明顯的熔接痕或燒焦痕跡;因此,如果模腔中的氣體不及時排出,將會在制品上形成氣泡、缺料、組織疏松、熔接不良、制品內應力高、局部碳化和燒焦等成型缺陷[1]。
1.4 排氣間隙高度的優選
根據注射模具設計原則確定注射模具的排氣間隙高度。對于黏度較低的塑料熔體應有較小的排氣間隙高度,以有利于排氣,同時又避免發生溢料。常用材料的排氣間隙高度見表1[2]。

表1 常用材料的排氣間隙高度
2 深孔件注射模具排氣系統的缺陷
常在模具的分型面、澆口等部位設計開放排氣槽和排氣井作為注射模具的排氣系統(見圖2),或通過模具零件的配合間隙來排氣;但這不適合深孔件排氣。對于深孔件,塑料熔體通過高壓注射進入模具中的澆道,通過澆道進入型腔、排氣槽和螺紋芯型腔,雖然在分型面上開設有排氣系統,但隨著塑料熔體隨澆道進入型腔,澆道和型腔中的一部分氣體被排氣槽排出,另一部分氣體在型腔中受塑料熔體的擠壓封在型腔底部,致使氣體無法排出,造成塑件表面被燒黑的現象。

圖2 改進前深孔件注射模具的排氣系統
3 深孔件注射模具排氣系統的改進
針對深孔塑料件表面碳化燒黑的現象,首先采取的改進方法是在注射模具的分型面上繼續增大并加長排氣槽,盡可能讓型腔中的氣體排在排氣槽內。通過試驗發現,深孔塑料件表面仍然有碳化燒黑的現象,經進一步分析得知,在注射模具型腔中的氣體還未完全排出時,塑料熔體已將型腔的前段注滿,致使剩余氣體在型腔中無法排出,因而改進方案設計為在螺紋芯型腔底部開設1個貫通的排氣通孔(見圖3和圖4),使螺紋芯底部暴露于孔內,再做1個通孔的金屬棒,這樣,型腔中剩余的氣體就會從螺紋芯型腔底部通孔排出。若孔的料邊擠入螺紋芯型腔,用通孔金屬棒推出即可。經反復應用證明,改進后的深孔注射模具可加工出合格的深孔塑料件(見圖5)。
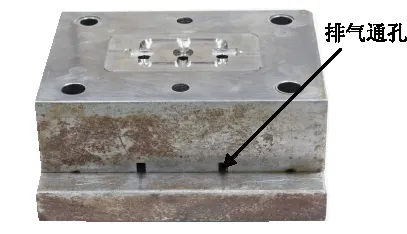
圖3 改進后深孔件注射模具的排氣系統

圖4 改進后模具剖面圖 圖5 模具排氣系統改進后的深孔塑料件
4 結語
本文就深孔塑料件注射成型過程中,零件上產生氣泡、缺料、組織疏松、熔接不良、局部碳化和燒焦等諸多缺陷,對注射模具的排氣系統進行了改進。經過現場應用證明,使用改進后的注射模具加工出的深孔塑料件不再出現碳化燒黑的現象,深孔塑料件的合格率達到百分之百。
[1] 郭新玲.注射模具排氣系統設計[J].電加工與模具,2008(4):53-55.
[2] 史建國.注塑模具排氣隙截面尺寸的設計計算[J]. 模具技術,2010(4):32-33,45.
責任編輯馬彤
ImprovementoftheExhaustSysteminInjectionMouldofPlasticProductswithDeepHole
HUANG Chuanbin, ZHAO Jincheng
(Institute of Electronic Engineering, China Academy of Engineering Physics,Mianyang 621999, China)
Owing to the exhaust system's imperfection, air bubble, seam, uncomely shape, short of plastic, structure loosing, weld lines, carbonization, burning surface and other disfigurements that often occurred in injection molding products with deep hole, The paper analyzed the source and impact of air in molding process. The exhausting system in injection mould was improved for solving these problems. Better quality injection molding products with deep hole were produced by using the improved mould, which met the prospective.
defects of injection molding, exhausting system, mould improvement

T 19
:B
黃川斌(1968-),男,高級技工,主要從事熱塑成型加工等方面的研究。
2014-09-18
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
