裝甲車輛曲臂斷裂分析
2015-07-12 17:17:33閆曉紅鄔嘵穎王思濤閆德媛祝國榮
新技術新工藝 2015年4期
關鍵詞:工藝
閆曉紅,鄔嘵穎,葛 軍,王思濤,閆德媛,祝國榮
(北京北方車輛集團有限公司,北京 100072)
裝甲車輛曲臂斷裂分析
閆曉紅,鄔嘵穎,葛 軍,王思濤,閆德媛,祝國榮
(北京北方車輛集團有限公司,北京 100072)
分析了裝甲車輛曲臂在試車試驗時斷裂的原因,探討了該零部件在熱處理過程中的硬度變化規律,獲得了該零部件在淬火時淬火油溫變化與金相組織及硬度的關系。試驗結果表明,淬火油溫>90 ℃時會導致熱處理組織異常,使硬度低于設計要求。
曲臂;斷裂分析;淬火油溫;金相組織
曲臂為某新型裝甲車輛行動系統部件,其主要承擔托起裝甲車輛的作用。在外地試車試驗時,在行進到約4 500 km時曲臂發生斷裂,疲勞壽命比設計指標10 000 km降低了5 000余km。曲臂在試車過程中發生斷裂,嚴重影響了裝甲車輛正常行駛的可靠性,設計的戰技指標不能得以實現。本文為此進行了斷裂原因分析。
曲臂的外側連接誘導輪,內側安裝在車體支架上,一方面起到支承誘導輪使履帶正常運轉的作用;另一方面能夠對履帶偏轉角度進行調整,調節履帶松緊度,在整個傳動行走過程中起到了重要作用。由于要與多個零件裝配,產品結構較為復雜,呈現多圓柱臺階式結構,圓柱臺階直徑相差較大,最大直徑為103 mm,最小直徑為45.8 mm。曲臂簡圖如圖1所示。
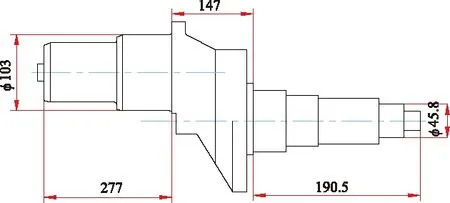
圖1 曲臂簡圖
1 斷裂原因分析
1.1 化學成分
曲臂材料為40Cr。經分析,該斷裂的曲臂化學成分見表1。
表1曲臂化學成分(質量分數) (%)

指標CSiMnPSCr標準規定0.37~0.440.17~0.370.50~0.80≤0.035≤0.0350.80~1.10檢測結果0.400.290.730.0110.0070.90
從表1可以看出,該斷裂曲臂的化學成分在合格范圍內。
1.2 硬度分析
通過檢測,曲臂硬度為257 HBW(技術要求:硬度為255~302 HBW)。可以看出,雖然硬度符合圖樣要求,但處于圖樣要求的下限。
1.3 金相分析
該曲臂熱處理后的金相組織如圖2所示。
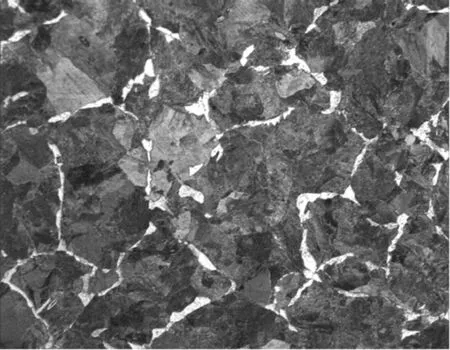
圖2 曲臂金相組織(放大倍數200×)
正常情況下,經調質處理后得到金相組織為回火索氏體,具有良好的綜合力學性能。從圖2可以看出,曲臂的組織為珠光體+網狀鐵素體,網狀鐵素體使曲臂的力學性能尤其是沖擊強度下降,此為造成曲臂早期斷裂的主要原因。
2 工藝分析
調質處理采用工藝如圖3所示。
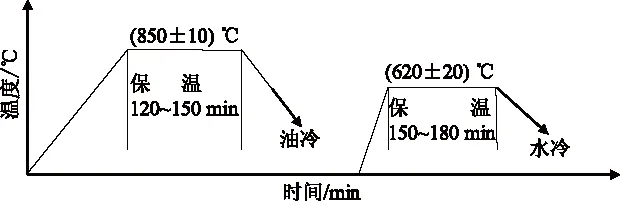
圖3 熱處理工藝曲線示意圖
經調查,現場操作情況及記錄均符合熱處理工藝要求,沒有發現異常。
根據調質組織出現嚴重的網狀鐵素體問題,現場調查結果表明,造成該問題主要有如下3種情況:1)沒有進行調質處理;2)熱處理工藝執行不嚴格(如轉移時間過長和保溫時間過短等);3)淬火油溫過高而導致淬火困難,不容易發生馬氏體轉變。
經調查,熱處理工藝參數正常,設備儀表也沒有發現異常。進行了熱處理過程復現分析,并重點檢測加熱、保溫及冷卻等工藝參數。結果顯示,冷卻油溫達到110 ℃,超出了工藝要求(40~80 ℃油溫淬火)。
3 油溫對曲臂淬火的影響分析
為了確定油溫對淬火組織的影響,依據曲臂現行的熱處理工藝,研究了不同淬火油溫對曲臂熱處理的影響。將淬火油溫由工藝規定的40~80 ℃,調整為110和140 ℃,其他參數與工藝規定相同。試樣外部和心部硬度及金相組織見表2。
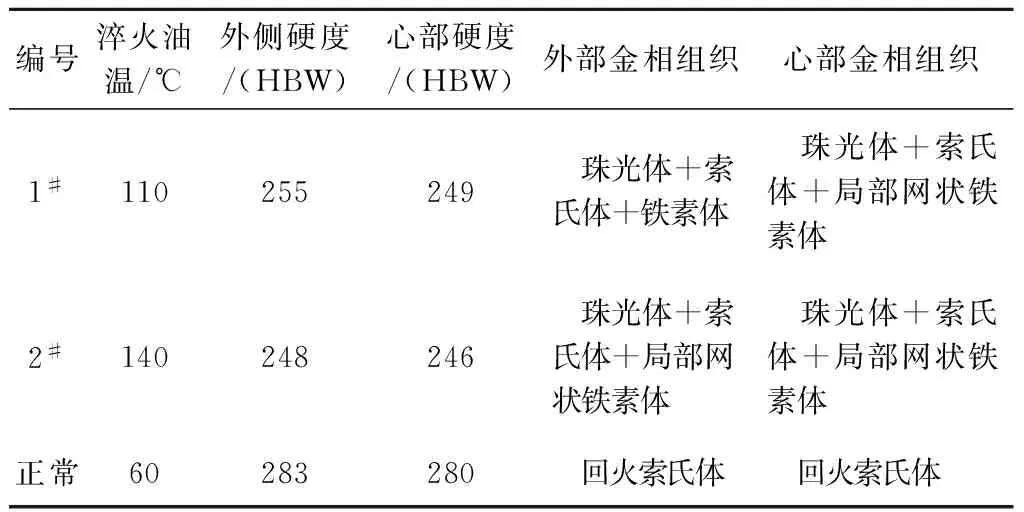
表2 試樣外部和心部硬度及金相組織對比
正常的調質組織形態(回火索氏體)如圖4所示,未淬透的金相組織形態(珠光體+索氏體+鐵素體)如圖5所示。

圖4 回火索氏體 圖5 珠光體+索氏體 +鐵素體
從表2可以看出,淬火時油溫超出工藝規定的40~80 ℃,經調質熱處理之后,硬度值在設計圖樣要求下限或超出下限,金相組織以珠光體+索氏體+局部網狀鐵素體為主要特征且淬火時,油溫越高,硬度值越低,且金相組織中網狀鐵素體的特征越明顯。
淬火油溫與試樣調質熱處理后心部硬度關系曲線如圖6所示。

圖6 淬火油溫與硬度關系曲線
結合生產實際推斷,斷裂曲臂組織和硬度不合格與淬火時油溫超出工藝規定的上限溫度80 ℃有關。根據圖6推斷,曲臂的熱處理實際油溫應該約為90 ℃,此為曲臂熱處理淬火硬度偏低的主要原因。
4 結語
1)40Cr鍛制曲臂斷裂的主要原因是熱處理時組織沒有完全轉變為回火索氏體,使得其硬度和強度低于設計要求所致。
2)曲臂淬火油溫>90 ℃時會導致熱處理組織異常,使硬度低于設計要求。淬火時油溫越高,硬度值越低,金相組織中網狀鐵素體的特征逐漸明顯。
責任編輯鄭練
AnalysisoftheRuptureofCrankShaftforArmoredVehicles
YAN Xiaohong, WU Xiaoying, GE Jun, WANG Sitao, YAN Deyuan, ZHU Guorong
(Beijing North Vehicle Group Corporation, Beijing 100072, China)
The cause for the rupture of the crank shaft on armored vehicles during trial run was analyzed. The rules of the hardness change in heat treatment for the part were discussed, and the relationship between oil temperature for quenching and metallurgical structure and hardness was obtained. The experimentation showed that it will lead to metallurgical structure abnormity and can′t meet the need of designation when the oil temperature for quenching is 90 ℃ or higher.
crank shaft, analysis on the rupture, oil temperature for quenching, metallurgical structure
TG 156.3
:A
閆曉紅(1976-),女,工程師,主要從事材料及熱處理等方面的研究。
2014-07-04
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
