HY型抽油桿感應淬火有效硬化層檢驗方法探討
2015-07-16 03:04:20張剛剛張中垚
石油工業技術監督 2015年8期
張剛剛,俞 濤,陳 漢,張中垚
中國石油長慶油田分公司技術監測中心 (陜西 西安 710018)
抽油桿是機械采油裝置中的薄弱環節,國內外學者一直很關注抽油桿的失效問題[1]。近年來隨著抽油桿制造工藝技術的進步,抽油桿的使用壽命也隨之提高,從而促進了采油工藝技術的飛速發展。抽油桿的使用從最早的低等級、低強度、大直徑到目前各油田大力推廣使用的高強度HL、HY型抽油桿,為此,提升抽油桿本身的各項性能指標特別是其力學性能對采油工藝的改進和提升起著極大的促進作用。HY型抽油桿作為目前油田使用和修復后大量使用的高等級抽油桿,其力學性能直接受其高頻淬火后表面淬硬層的影響,可以通過感應淬火,將低等級的C級或D級抽油桿強化到了H級抽油桿。因此,檢驗HY型抽油桿的表面淬硬層深度有著極其重要的意義
1 抽油桿淬火工藝原理簡介
HY型抽油桿是采用超音頻淬火工藝來提高其綜合機械性能的。運用電磁感應原理、集膚效應和熱傳導理論,對抽油桿進行表面感應加熱和冷卻,實現表面硬化,心部仍保持原來的顯微組織和性能,從而提高抽油桿的疲勞強度。
抽油桿超音頻淬火屬于快速加熱,加熱速度決定其熱處理結果。在等溫加熱的條件下,珠光體向奧氏體轉變的速度隨等溫溫度的提高而加快;在快速加熱的條件下,珠光體中的鐵素體全部轉變為奧氏體后,仍會殘留部分碳化物,即使這些碳化物全部溶解,奧氏體也不會完全均勻化,淬火后將得到含碳量不等的馬氏體。
抽油桿超音頻淬火后相應的淬硬層過深或過淺都會降低其表面殘余壓應力。只有選擇最佳的淬硬層深度,才能獲得最高的抗疲勞性能[2]。為獲得較大殘余壓應力,要求淬硬層深度為5%~13%,淬硬層應連續,淬硬層區域從一端臺肩至另一端臺肩[3-4]。
2 抽油桿表面淬硬層深度檢驗
2.1 有效硬化層深度檢驗
抽油桿表面淬硬層深度用感應淬火后的有效硬化層深度表示,一般采用硬度法測量。有效硬化層深度的測定采用負荷為9.8N,極限硬度一般為零件表面所要求的最低硬度的0.8倍[5],見式(1):

式中:HVHL為極限硬度,HV;HVMS為零件表面所要求的最低硬度,HV。
2.1.1 試樣制備
抽油桿有效硬化層測定一般在橫截面上進行測量,垂直淬硬面切斷抽油桿,切斷面作為檢驗面,檢驗面拋光到能夠準確測量硬度壓痕尺寸。
使用美國標樂制造的AbrasiMatic 300型手自一體切金相割機切割試樣,采用油性切削液,主軸轉速2 800r/min,選用目數為800號的氧化鋁切割片,切割后試樣表面粗糙度小于0.8。試樣切割完成后在磨拋機上研磨拋光(圖1)。
2.1.2 檢驗設備
采用432SVD型維氏硬度計進行檢驗。
圖1 拋光后的試樣
2.1.3 硬度的測定
硬度在垂直于表面的一條上測定。最靠近表面的壓痕中心與表面的距離取0.5mm,從表面到各逐次壓痕中心之間的距離每次增加大于等于0.1mm。
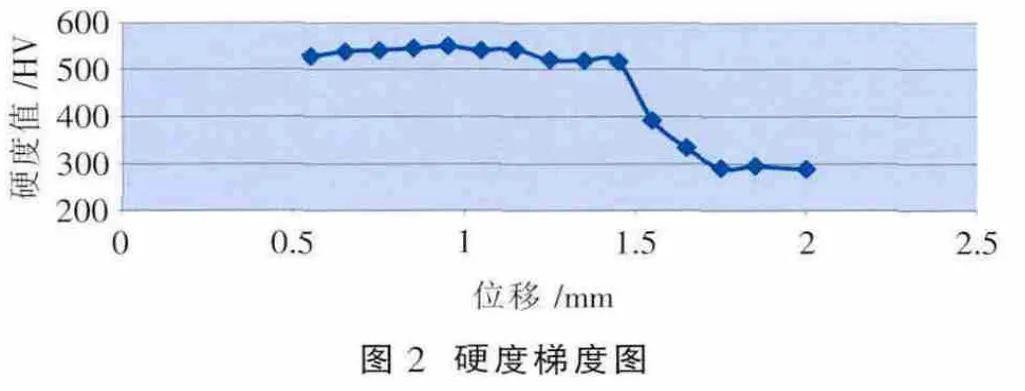
HY型抽油桿表面硬度要求≥42HRC,根據GB/T 1172-1999換算最低硬度值為404HV,則極限硬度值為323HV。某批試樣檢測采用9.8N載荷,加載時間8s,試驗力保持時間10s。某試樣檢測結果見表1,硬度梯度見圖2。

表1 HY型抽油桿維氏硬度值(極限硬度為323HV)
2.1.4 測定方法改進
在HY型抽油桿有效硬化層深度檢驗過程中,筆者發現在特定切割條件下,HY型抽油桿切割后不同組織呈現不同的金屬光澤(圖3)。通過4%硝酸酒精浸蝕后觀察(圖4),并用電子數顯卡尺測量外側圓環的寬度或采用帶刻度的放大鏡測量,將同一個切口截面的另一半做維氏硬度檢驗測量其有效硬化層深度。發現浸蝕后用卡尺測量的數據與用硬度方法測量的有效硬化層深度基本一致(表2)。
通過浸蝕方法大致判定有效硬化層深度后,根據GB/T 5617-2005《鋼的感應淬火或火焰淬火后有效硬化層深度的測定》,采用內插法校核有效硬化層深度。具體做法是在某深度范圍內分別設定深度d1和d2,d1和d2分別小于和大于已設定的有效硬化層深度,(d2-d1)值不超過 0.3mm,在距表面 d1和 d2距離處,同表面平行方向各測5個點[5]。有效硬化層深度(DS)計算見式(2):

式中:H1為d1處硬度測定值的算術平均值,HV;為 d2處硬度測定值的算術平均值,HV。
2.2 有效硬化層深度比對檢驗
為驗證該檢驗方法的正確性與檢驗結果的準確性,針對HY級抽油桿表面淬硬層深度檢驗,將HY型抽油桿試樣送其他理化檢驗中心做有效硬化層平行比對檢驗 (做比對檢驗的試樣均采用一個切口2個橫截面試樣),檢驗情況見表3。
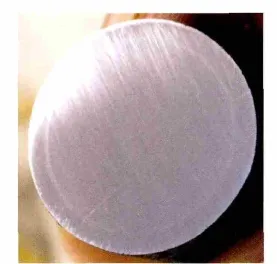
圖3 HY型抽油桿橫截面

圖4 浸蝕后HY型抽油桿橫截面
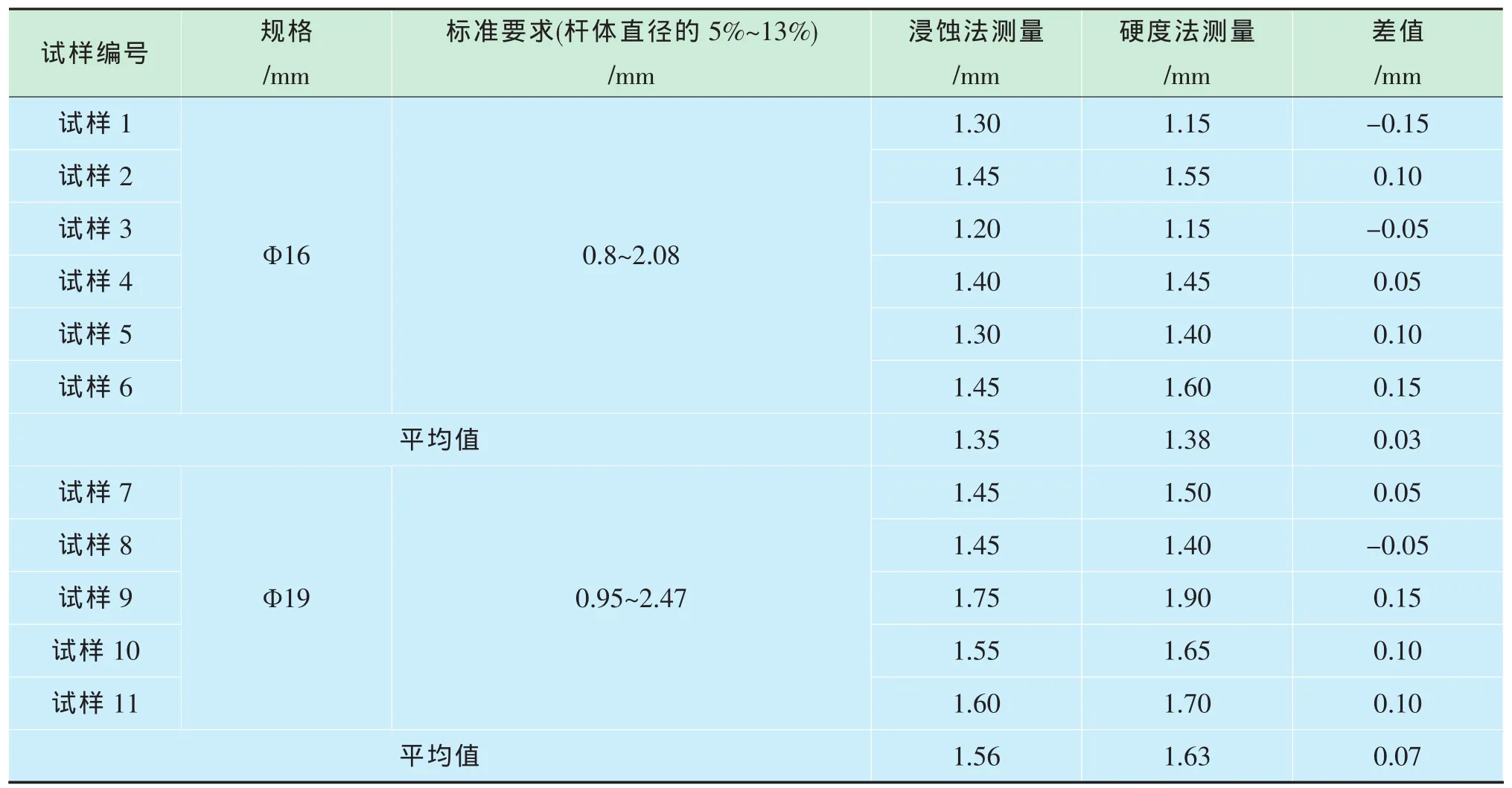
表2 HY型抽油桿有效硬化層深度
從檢驗結果看,試樣1的有效硬化層深度2家單位檢測數據差值為0.05mm;試樣2的有效硬化層深度2家單位檢測數據差值為0.05mm,檢驗結果基本一致。這說明采用一定切割技術截取HY型抽油桿橫截面試樣,通過4%硝酸酒精浸蝕后用電子數顯卡尺測量外側圓環的寬度,可大致判斷其有效硬化層深度,然后采用內插法測定其有效硬化層深度是可行的。
由于金相組織的不均勻性和非金屬夾雜物的存在,顯微硬度計測量時采用的負荷更小,因此其對試樣的表面質量要求更高,它要求其表面質量必須達到鏡面要求,否則其結果具有很高的隨機性。

表3 HY級抽油桿表面淬硬層深度比對檢驗
3 結論
1)在無維氏硬度計條件下,借助帶刻度放大鏡、游標卡尺等測量工具,采用浸蝕法可以快速、大致測定HY型抽油桿表面淬硬層深度。
2)采用內插法校核HY型抽油桿或其他產品的有效硬化層深度是可行的,該方法比普通手動硬度法測量有效硬化層深度效率更高、測量值更具有代表性。
3)相比顯微硬度測定有效硬化層深度方法,采用內插法校核所使用設備更為普及,對設備的要求更低。

[1]傘晶超,顧園.金相法測定鋼滲碳層的有效硬化層深度[J].熱加工工藝,2012,41(16):224-225,230.
[2]李文亭,耿捷.抽油桿高頻淬火工藝參數優化[J].石油機械,2003,31(8):78-79.
[3]SY/T 5029-2013抽油桿[S].
[4]向宏.大型環件滾道表面淬火工藝研究及應用[D].南京:南京理工大學,2007.
[5]GB/T 5617-2005鋼的感應淬火或火焰淬火后有效硬化層深度的測定[S].
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
