鋼制壓力容器質量控制研究
2015-07-18 11:24:51王冬林張偉福田新新
新技術新工藝 2015年10期
王冬林,劉 晶,葉 勇,張偉福,閆 凱,田新新
(中國石油集團石油管工程技術研究院 石油管工程重點實驗室,陜西 西安 710077)
鋼制壓力容器質量控制研究
王冬林,劉 晶,葉 勇,張偉福,閆 凱,田新新
(中國石油集團石油管工程技術研究院 石油管工程重點實驗室,陜西 西安 710077)
介紹了壓力容器的制造工藝和檢驗流程,總結出應從原材料、工藝文件、焊接和外觀等4個方面對壓力容器進行質量控制,提出了從規(guī)范市場準入機制和全面引入第三方監(jiān)理兩方面解決壓力容器質量問題的建議。通過油田近幾年的實踐鑒定,表明該方法實用有效。
壓力容器;質量;控制;監(jiān)理
鋼制壓力容器是指盛裝氣體或者液體,并承載一定壓力的密閉鋼制設備,貯運容器、反應容器、換熱容器和分離容器均屬壓力容器[1-2]。壓力容器由于承壓、密閉及盛裝特殊介質等原因,極易發(fā)生危害人身、財產安全的事故,世界各國均要求按照國家法規(guī)和標準,并由專門機構進行監(jiān)檢。鋼制壓力容器在各行業(yè)用途廣泛,在石油化學工業(yè)、能源工業(yè)、科研和軍工等國民經濟的各個部門都發(fā)揮著重要作用[3],因此,鋼制壓力容器質量控制顯得尤為重要。
1 鋼制壓力容器制造工藝及檢驗流程
1.1 制造工藝
鋼制壓力容器制造工序一般可以分為原材料驗收工序,標記移植、放樣切割和機械加工(含刨邊等)工序,滾圓工序,殼體組對工序,焊接工序(產品焊接試板),無損檢測工序,開孔劃線工序,內件安裝工序,總裝工序,壓力試驗前全面檢查工序,熱處理工序,壓力試驗工序,防腐工序和總體檢驗等。
1.2 工序流程及關鍵工序檢驗
1)通常行業(yè)中停檢點的設置。壓力容器制造行業(yè)中,普遍將下述5大過程設為停檢點:圖樣會審、材料檢驗、焊接工藝評定(包括焊接試板檢查)、劃線和開孔、壓力試驗。
2)壓力容器制造工序流程及關鍵工序檢驗。鋼制壓力容器制造工序流程及關鍵工序檢驗如圖1所示。
3)壓力容器質量控制的主要控制點。包括:a. 壓力容器制造前和制造完成后的控制點,主要有圖樣審核(會審)、工藝審核和竣工資料審核;b. 制造過程中的控制點,主要是圍繞關鍵點和停檢點進行,主要有材料檢驗、標記移植和切割、產品焊接試板檢查、縱縫和環(huán)縫組焊、無損檢測、劃線和開孔、壓力試驗前全面檢查、熱處理、壓力試驗和總體驗收等10個(見圖1)。
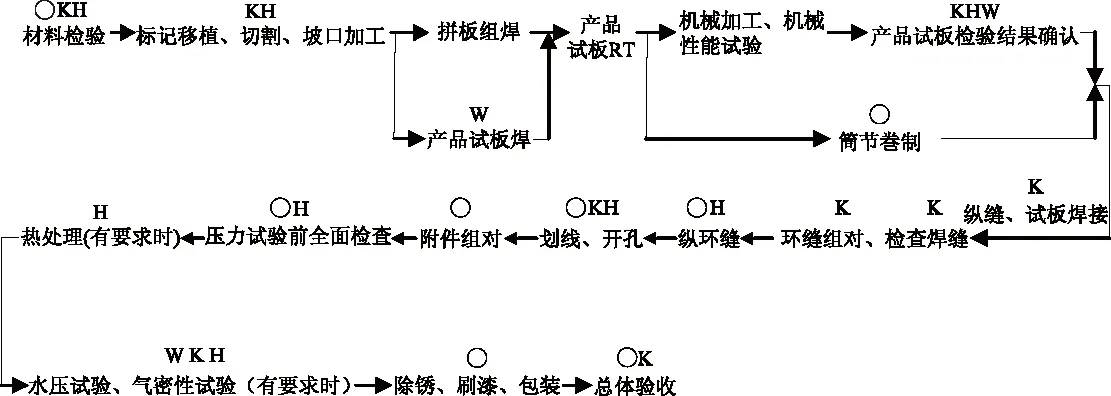
注:K-關鍵工序,○-必檢工序,H-停檢點,W-監(jiān)檢點(特檢院)
2 壓力容器質量控制
2.1 原材料質量控制
鋼制壓力容器原材料主要包括鋼板、接管、法蘭和封頭等。常見鋼制壓力容器原材料材質和驗收標準見表1。在實際質量控制時,應檢查入廠材料質量證書是否符合相關驗收標準以及工廠內控的要求;審核合格后,進行原材料入廠外觀及尺寸的復檢,并出具復驗報告,復驗報告檢查項目包括外觀、壁厚(封頭最小成型厚度)、長度和寬度等參數(shù),復檢應符合工廠內控要求;最后在即將開始生產前,對板材、鋼管進行分割前標記移植,以保持原材料的追溯性。在原材料質量控制時,應特別注重材料代用方面的問題,比如材料代用中經常遇到的材料以厚代薄、以優(yōu)代劣等問題。以厚代薄、以優(yōu)代劣并不一定適用于各種情況,應根據(jù)具體情況具體分析,并在開工前取得圖樣原設計院的書面設計修改證明文件[4]。
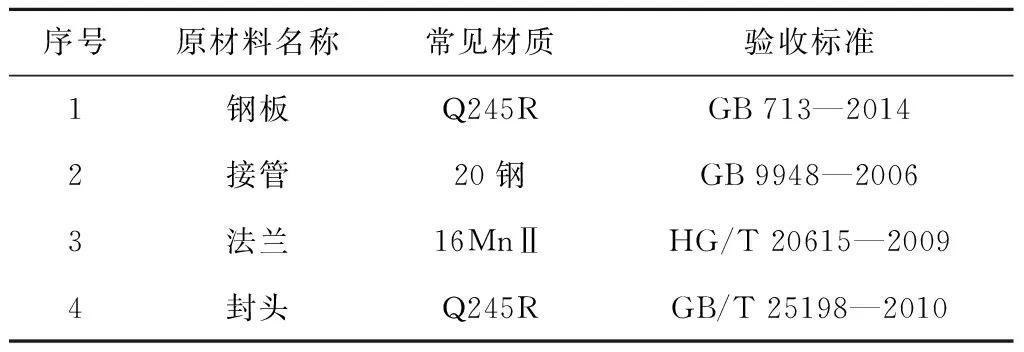
表1 常見鋼制壓力容器原材料材質和驗收標準
2.2 工藝文件質量控制
壓力容器的制造是通過一定的工藝流程將制造工序合理配置而形成成品的一個過程。鋼制壓力容器工藝文件包括設計圖樣、質量計劃和工藝卡等。在壓力容器制造過程中,一般1個制造廠負責圖樣、質量計劃等工藝文件編制審核的人員有2~3人;但技術人員水平和能力參次不齊,做出的工藝文件極容易出現(xiàn)漏項、錯項,并且各類工藝文件格式不統(tǒng)一,這些綜合因素造成工廠技術部門負責人在審核工藝文件時應特別仔細,防止出現(xiàn)生產過程重要工序漏項和錯項。另外,在執(zhí)行工藝文件時,應嚴格按照工藝文件的指導進行操作,防止出現(xiàn)隨意性,對于重點工序,一定要派專門技術員跟蹤負責。在工藝文件質量控制時,應特別注意生產過程中的圖樣更改、壓力值錯誤等問題。
2.3 焊接質量控制
對于壓力容器來說,焊接質量控制主要是對承壓類焊縫進行質量控制,承壓類焊縫包括A、B、C、D類焊縫,如圖2所示。其中A、B類焊縫是最主要的承壓焊縫,應重點關注[5]。
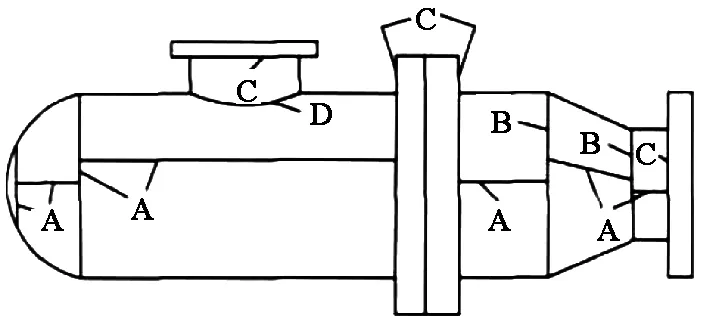
圖2 壓力容器焊接接頭分類示意圖
壓力容器焊接質量控制主要包括焊縫外觀及尺寸控制、A/B類焊縫射線檢測、C/D類焊縫磁粉或滲透檢測、補強圈氣密封試驗和整體水壓試驗等,各工序質量控制要點見表2。
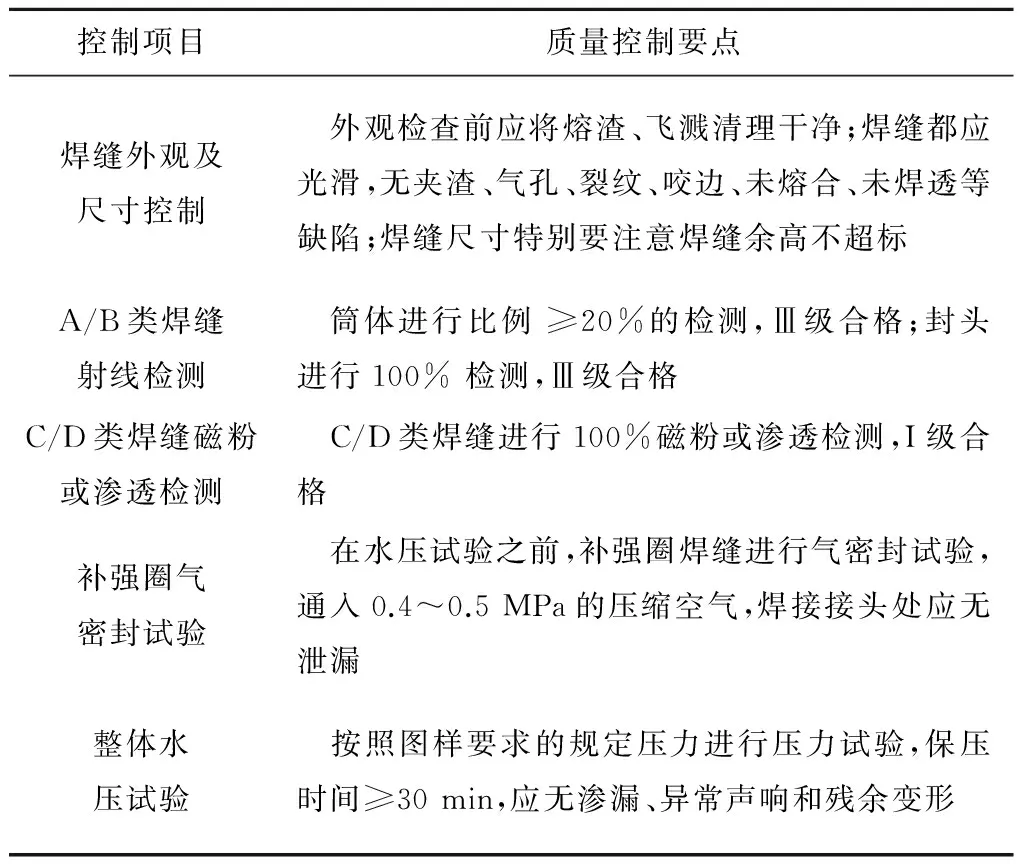
表2 壓力容器焊接質量控制要點
2.4 外觀質量控制
壓力容器外觀質量控制主要是對最終成品進行外觀檢查,以保證出廠外觀質量。壓力容器的外觀質量控制主要包括各零部件外觀質量、整機組裝后外觀質量以及成品外觀質量。在外觀質量控制時,應特別注意筒體凹坑超標、焊接焊縫外觀質量不合格、焊接飛濺等缺陷未處理和成品涂漆外觀不合格等問題。
3 壓力容器質量控制建議
3.1 規(guī)范市場準入機制
國內壓力容器制造企業(yè)的技術裝備相對落后、技術能力不足和規(guī)模偏小等因素嚴重影響出廠壓力容器的質量,雖然壓力容器制造企業(yè)有自身的管理體系,但是很多工廠管理體系執(zhí)行情況并不理想,制造廠的報檢程序并不按照規(guī)定工序進行,往往造成工廠質檢員不能實時掌握工序檢驗的情況。從而容易造成一些前期工序已經出現(xiàn)的問題在最終總檢時完全暴露出來;因此,各油田采購壓力容器應該規(guī)范市場準入機制,將一些質量體系不完善、無有效體系運行的制造廠商排除在采購范圍之外。
3.2 全面引入第三方監(jiān)理
雖然壓力容器制造過程受到特種設備檢測院監(jiān)管,但是特檢院僅是對壓力容器焊縫射線檢測底片抽查、水壓試驗見證以及文件資料進行監(jiān)檢,并不能從根本上解決壓力容器出現(xiàn)的質量問題,所以有必要在制造過程中引入第三方監(jiān)理對原材料入廠、產品焊接、無損檢測、劃線開孔、整機組裝、整機試驗和發(fā)貨等環(huán)節(jié)進行全過程監(jiān)督和見證。并且在引入監(jiān)理方后,對于生產中出現(xiàn)的質量事故以及技術異議能夠及時向業(yè)主進行反饋,防止影響供貨期和現(xiàn)場使用。此外,在現(xiàn)場安裝和調試時,也可以安排監(jiān)理人員進行現(xiàn)場監(jiān)督和指導,防止現(xiàn)場野蠻操作、操作錯誤等原因引起的壓力容器無法使用問題。
4 結語
普通鋼制壓力容器雖然在國內生產工藝已經較為成熟,產品質量較為穩(wěn)定,但在實際現(xiàn)場使用時,由于壓力容器存在質量問題,發(fā)生了不少重特大安全質量事故;因此,壓力容器的質量控制仍是現(xiàn)階段亟需解決的問題。通過近幾年各油田現(xiàn)場壓力容器使用情況,各大油田已經通過規(guī)范市場準入機制和全面引入第三方監(jiān)理大大降低了壓力容器出現(xiàn)事故的幾率和風險。實例證明,規(guī)范市場準入機制和全面引入第三方監(jiān)理對于保證壓力容器質量是可行的。
[1] 全國鍋爐壓力容器標準化技術委員會.GB 150—2011 固定式壓力容器[S]. 北京:中國質檢出版社,中國標準出版社,2012.
[2] 國家質量監(jiān)督檢驗檢疫總局.TSG R0004—2009 固定式壓力容器安全監(jiān)察規(guī)程[S]. 2版.北京:新華出版社,2010.
[3] 繆春生,崔建國,馬歆. 壓力容器制造過程調研及若干問題的探討[J].壓力容器,2008,25(11):6-10.
[4] 孫凌,周魯光,黃紹華. 壓力容器制造中材料代用的探討[J].油氣田地面工程,2009,28(4):39-40.
[5] 王占英,董惠芳,張艷輝. 壓力容器D類焊接接頭質量控制[J].焊接技術,2009,38(10):50-53.
責任編輯彭光宇
TheResearchofQualityControlforSteelPressureVessel
WANG Donglin,LIU Jing,YE Yong,ZHANG Weifu,YAN Kai,TIAN Xinxin
(CNPC Tubular Goods Research Institute,Xi’an 710077,China)
Briefly introduce the pressure vessel manufacturing process and inspection process, then summarize the quality control of the pressure vessel from four aspects including covering raw materials, process documents, welding and appearance. Finally put forward the suggestion in cluding the normative market access mechanism and comprehensive introduction of the third party supervision to solve the quality problem of the pressure vessel. Through the identification of the field practice in recent years, the good results indicate that the methods are practical and effective.
pressure vessel,quality,control,supervision

TH 49
:B
王冬林(1985-),男,工程師,主要從事石油管材質量監(jiān)督與檢驗等方面的研究。
2015-02-13
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
消費導刊(2017年24期)2018-01-31 01:28:30
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國工程咨詢(2017年10期)2017-01-31 02:43:52
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03