數控車床加工中空叉架軸工藝及工裝夾具設計
2015-07-19 06:40:17翟佳彬寧波海天精工股份有限公司浙江寧波315000
中國新技術新產品 2015年24期
翟佳彬(寧波海天精工股份有限公司,浙江 寧波 315000)
數控車床加工中空叉架軸工藝及工裝夾具設計
翟佳彬
(寧波海天精工股份有限公司,浙江 寧波 315000)
中空叉架軸是航空航天、汽車制造、工程機械領域的一種典型零件,其結構復雜不易裝夾,軸頸往往與內孔有較高的同軸度要求,以傳統加工工藝車削軸頸及內孔時,加工效率低,精度不易保證且由于毛坯較為昂貴,切削余量小,成品合格率也較低。本文就以上問題介紹一種可在數控車床上一次裝夾車削中空叉架軸軸頸及內孔的工藝方法及工裝夾具設計。
中空叉架軸;車削;工藝;工裝夾具
一、中空叉架軸結構介紹
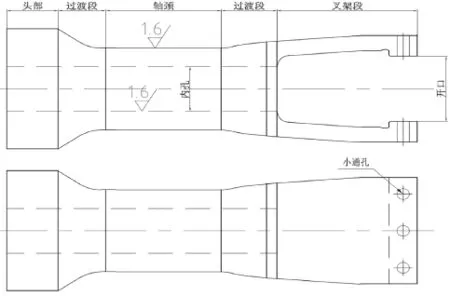
圖1 中空叉架軸結構簡圖
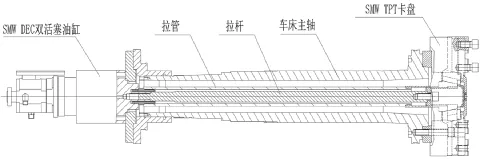
圖2 SMW卡盤、油缸、拉管、拉桿裝配簡圖
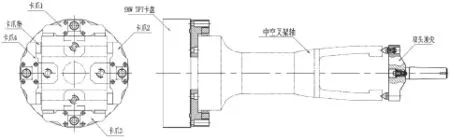
圖3 卡爪與軸頸外圓車削時的專用頂尖
中空叉架軸為動力傳輸件,由頭部、過渡段、軸頸、叉架段、開口、內孔及小通孔等部分組成(圖1)。其中頭部多為矩形,軸頸表面光潔度要求為1.6,加工等級多為IT6級,內孔表面光潔度也為1.6,加工精度多為IT7~IT6級,且與軸頸有0.020mm的同軸度要求。長度范圍多在500mm~1000mm。為保證強度,材料多為鍛鋼或鈦合金件,毛坯較為昂貴,所以切削余量較小。
二、傳統加工方法及其弊端
1 此件矩形頭部四表面為鍛造表面,同批次毛坯間存在0.5mm~1mm尺寸誤差。以四爪卡盤夾持頭部時,由于卡盤四爪聯動,四個卡爪行程完全相等,意味著裝夾下一個毛坯時,需要測量其頭部尺寸相對上一件的尺寸誤差,人工調整卡爪相對于卡盤底爪的位置。若誤差與底爪梳齒間距的倍數相差較大時,還需更換卡爪。裝夾前的準備工作量巨大,效率極低。由于毛坯切削余量小,此步驟若存在誤差,極易導致其后工序加工余量不足造成零件報廢。
2 車削軸頸外圓時,由于叉架段開口的存在,無法使用尾座頂尖給予尾端支撐,工件下垂。若主軸轉速較高則極易發振,無法滿足精度要求,使用較低的主軸轉速加工又不易保證表面光潔度要求并且加工效率較低。
3 車削內孔時,同樣存在工件的下垂,同時由于叉架段剛性較差,在重力及離心力的作用下,叉架開口會以一定的頻率開合,造成零件振動。
三、加工方法的改進及工裝夾具的設計
1 選用SMW -TPT系列四爪液壓卡盤、 SMW-DEC系列雙活塞旋轉油缸,通過拉桿和拉管聯接(圖2),由腳踏開關通過液壓油路控制,可實現卡爪2+2兩兩聯動,相當于兩套兩爪卡盤同軸且互不干擾。如圖3所示,裝夾工件時,首先卡爪1與卡爪3同時運動,夾住工件,將工件在上下方向上粗定心。然后卡爪2與卡爪4同時運動,夾住工件,此時卸去卡爪1與卡爪3的液壓力,使工件在左右方向上粗定心。反復以上動作2~3次,工件可實現較為準確的定心,保證了切削余量在各方向的平均分配,杜絕了后續工序加工余量不足造成的零件報廢,同時也保證了四個卡爪全部有效地夾緊工件。另外,每個卡爪上還各帶卡爪墊2件,只需更換厚度不同的墊就可裝夾不同尺寸的矩形頭部,也可根據毛坯的材料或硬度改換相應的卡爪墊(如黃銅墊、鋼墊、淬硬鋼墊等)。
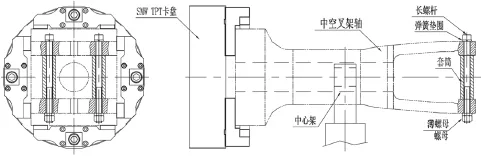
圖4 內孔車削時中心架的應用與叉架開口的固定
2 車削軸頸外圓時,機床尾座可安裝專用雙頭頂尖(圖3),此頂尖通過錐柄裝于尾座主軸中,端部兩個頂尖頭插入工件上預鉆好的頂尖孔,兩頂尖頭軸線距離公差為0.005mm。通過雙頭頂尖的支撐,解決了工件下垂的問題,機床主軸可以以較高的速度運行,在滿足軸頸外圓的加工精度和表面光潔度的同時還有效提高了加工效率。
3 如圖4所示,車削內孔時,撤回雙頭頂尖,利用已車削完畢的軸頸外圓增加自定心中心架來防止工件的下垂。在叉架開口處放入套筒,用長螺桿穿過彈簧墊圈、工件本身的小通孔和套筒,另一側用雙螺母緊固并防松,叉架開口被固定為封閉框式結構,完全消除了叉架開口的開合造成的振動。下垂與振動消除,意味著可以以較高的主軸轉速和進給速度切削,提高加工效率的同時也能比較容易得到所需表面光潔度。由于內孔加工實際是通過中心架以軸頸外圓為基準,成品內孔與軸頸外圓的同軸度完全滿足0.020mm的要求。
結語
經驗證,以上工藝方法及工裝夾具可有效提高中空叉架軸外圓及內孔車削工序的精度、表面質量,提高加工效率和成品合格率,大大降低工件裝卡的工作強度,對類似工件的車削加工提供新的思路或啟發,具有一定的參考價值。
[1]成大先.機械設計手冊[M].北京:化學工業出版社,2002.
[2]現代實用機床設計手冊編委會.現代實用機床設計手冊[M].北京:機械工業出版社,2006.
[3]孟少農.機械加工工藝手冊[M].北京:機械工業出版社,1991.
[4]梁炳文.機械加工工藝與竅門精選[M].北京:機械工業出版社,2004.
TG65
A