型材定尺機(jī)抗沖擊優(yōu)化及提高定尺精度應(yīng)用
2015-07-19 06:13:28宋義峰河北宣化鋼鐵有限責(zé)任公司河北張家口075100
中國(guó)新技術(shù)新產(chǎn)品 2015年7期
關(guān)鍵詞:優(yōu)化
宋義峰(河北宣化鋼鐵有限責(zé)任公司,河北 張家口 075100)
型材定尺機(jī)抗沖擊優(yōu)化及提高定尺精度應(yīng)用
宋義峰
(河北宣化鋼鐵有限責(zé)任公司,河北 張家口 075100)
型材線定尺機(jī)是配合冷鋸鋸切客戶所需成品材長(zhǎng)度的重要設(shè)備,其作用相當(dāng)于一把衡尺。隨著型材線產(chǎn)量日益提高,定尺機(jī)行走驅(qū)動(dòng)機(jī)構(gòu)故障頻發(fā),使工藝改尺困難、定尺精度下降并且影響了生產(chǎn)節(jié)奏和成材率,針對(duì)定尺機(jī)存在的問(wèn)題,分別進(jìn)行了驅(qū)動(dòng)方式、增設(shè)可調(diào)支撐桿、行走輪軸承和增設(shè)減震襯墊等技術(shù)改進(jìn),逐一解決技術(shù)難題。
定尺機(jī);驅(qū)動(dòng)機(jī)構(gòu);關(guān)鍵技術(shù);創(chuàng)新點(diǎn)
型棒廠型材生產(chǎn)線于2007年6月18日投入生產(chǎn),主要產(chǎn)品有角鋼、槽鋼、礦U鋼及50-110圓鋼。型材線定尺機(jī)是配合冷鋸鋸切客戶所需成品材長(zhǎng)度的重要設(shè)備,其作用相當(dāng)于一把衡尺。隨著型材線產(chǎn)量日益提高尤其是各類(lèi)大規(guī)格角鋼、圓鋼投入生產(chǎn)后,定尺機(jī)所受沖擊急劇增大,使其驅(qū)動(dòng)機(jī)構(gòu)故障頻發(fā),致使工藝改尺困難、定尺精度下降從而影響了生產(chǎn)節(jié)奏和成材率,驅(qū)動(dòng)機(jī)構(gòu)故障的主要表現(xiàn)為減速機(jī)箱體斷裂、地角螺栓切斷等。
一、現(xiàn)狀調(diào)查及分析
通過(guò)觀察我們發(fā)現(xiàn)導(dǎo)致減速機(jī)箱體斷裂、地角螺栓切斷頻繁的原因主要有以下兩方面:
1 定尺機(jī)定尺孔磨損,定位銷(xiāo)與定尺孔之間出現(xiàn)1mm-2mm間隙,造成定尺機(jī)在擋鋼時(shí)不能很好穩(wěn)定,使鋸區(qū)來(lái)鋼的沖擊力大部分傳遞到了懸掛式行走電減速機(jī)上。
2 由于設(shè)計(jì)原因,懸掛驅(qū)動(dòng)方式易使行走電減速機(jī)受到?jīng)_擊。根據(jù)以上故障原因分析結(jié)果,特提出以下解決辦法:(1)優(yōu)化定尺機(jī)行走驅(qū)動(dòng)方式。定尺機(jī)原設(shè)計(jì)驅(qū)動(dòng)方式為懸掛式驅(qū)動(dòng),由一臺(tái)XWEN5.5-85-187-V5電減速機(jī)軸伸齒輪與固定式齒條嚙合來(lái)驅(qū)動(dòng)定尺機(jī)前進(jìn)后退。在實(shí)際工作當(dāng)中由于定尺孔磨損,定位銷(xiāo)與定尺孔之間出現(xiàn)間隙,當(dāng)鋸區(qū)來(lái)鋼撞擊定尺機(jī)時(shí)定位銷(xiāo)無(wú)法完全保證定尺機(jī)的穩(wěn)定性,使定尺機(jī)整體微量后座,這時(shí)后座量產(chǎn)生的沖擊力就直接作用到了行走電減速機(jī)上,導(dǎo)致減速機(jī)箱體、地腳螺栓損壞,影響定尺機(jī)的使用(如圖1所示)。針對(duì)此種情況,我們將驅(qū)動(dòng)方式由懸掛式改為主動(dòng)輪驅(qū)動(dòng),即把原定尺機(jī)的懸掛式行走電減速機(jī)拆除,并將原行走輪改進(jìn)為車(chē)輪與YSE90L-4D-DLMK-77電減速機(jī)相結(jié)合的主動(dòng)輪,改變了定尺機(jī)驅(qū)動(dòng)機(jī)構(gòu)的相對(duì)位置,使到達(dá)主動(dòng)輪的沖擊載荷由車(chē)輪直接傳導(dǎo)至行走道軌上,從而保證新驅(qū)動(dòng)機(jī)構(gòu)最小限度的承受沖擊力(如圖2所示)。(2)優(yōu)化定尺機(jī)行走輪軸承。原定尺機(jī)行走輪的軸承為兩套輕載單列深溝球軸承,型號(hào)為:6212;由于定尺機(jī)驅(qū)動(dòng)方式改進(jìn)后行走輪需要承受一部分沖擊力,改進(jìn)后的車(chē)輪要承擔(dān)相對(duì)較大的徑向沖擊載荷。這樣,原軸承就不能滿足現(xiàn)有工作需要。為適應(yīng)定尺機(jī)驅(qū)動(dòng)方式的改進(jìn),我們經(jīng)過(guò)分析決定選用重載調(diào)心圓柱滾子軸承,軸承型號(hào)為:SKF22214;用以避免因此造成的行走車(chē)輪軸承損壞。(3)在主動(dòng)行走輪支座與定尺機(jī)主體框架底板之間加裝厚14mm橡膠減震襯板(圖2),達(dá)到減緩沖擊載荷的目的,進(jìn)一步減小了優(yōu)化后的驅(qū)動(dòng)機(jī)構(gòu)及車(chē)輪所受的沖擊力。(4)在定尺機(jī)框架后背部增設(shè)一對(duì)抗沖擊可調(diào)支撐桿。支撐桿由兩段Ф60圓鋼制成,一端利用支座固定在定尺機(jī)框架上,另一端與定尺機(jī)行走軌道用定位銷(xiāo)與軌道定尺孔固定,兩段支撐桿之間用一套松緊器連接,并用鎖母鎖死(圖2)。增設(shè)支撐桿后,利用支撐桿上的松緊器可對(duì)定尺機(jī)的定尺長(zhǎng)度進(jìn)行調(diào)節(jié)(調(diào)節(jié)距離為20mm),能夠明顯提高成品材的定尺精度和成材率;增設(shè)支撐桿后,相當(dāng)于給定尺機(jī)增加了一條沖擊載荷卸載通道。定尺機(jī)所受沖擊力大部分被支撐桿傳遞到行走道軌上,確保定尺機(jī)驅(qū)動(dòng)機(jī)構(gòu)的安全,達(dá)到提高定尺機(jī)工作穩(wěn)定性的目的。

表1
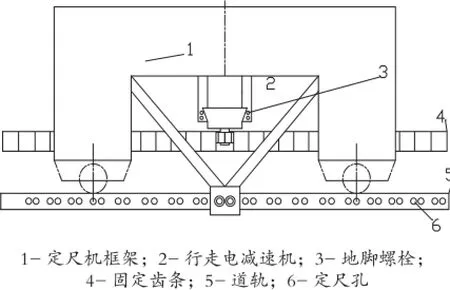
圖1 優(yōu)化前

圖2 優(yōu)化后
二、項(xiàng)目實(shí)施效果及使用前后效果比較
1 該項(xiàng)目圍繞型材定尺機(jī)驅(qū)動(dòng)機(jī)構(gòu)達(dá)到工藝使用要求這一中心展開(kāi),由3個(gè)改造內(nèi)容組成,結(jié)合生產(chǎn)檢修等實(shí)際工作,使用前后對(duì)比如下:(1)驅(qū)動(dòng)方式改為主動(dòng)輪驅(qū)動(dòng)。改造前使用狀況:行走電減速機(jī)箱體斷裂、地角螺栓切斷,影響工藝改尺及生產(chǎn)節(jié)奏,改造后達(dá)到工藝使用要求,未再出現(xiàn)前述現(xiàn)象。(2)加裝減震襯墊。改造前車(chē)輪遭受大沖擊力,改造后減弱主動(dòng)車(chē)輪所受的沖擊力。(3)增設(shè)可調(diào)支撐桿。改造前只能由定位銷(xiāo)及微調(diào)拉桿傳導(dǎo)沖擊力,改后增加了沖擊載荷的傳導(dǎo)路徑,保證驅(qū)動(dòng)機(jī)構(gòu)安全可靠。
2 改造前后因定尺機(jī)驅(qū)動(dòng)機(jī)構(gòu)故障影響的停機(jī)時(shí)間對(duì)比見(jiàn)表1。通過(guò)實(shí)施以上方案,使型材定尺機(jī)運(yùn)行狀況得到了極大改善,保證了工藝使用的生產(chǎn)需要。 經(jīng)過(guò)近半年的運(yùn)行情況來(lái)看,上述問(wèn)題得到解決,該改造已在型材得到運(yùn)用。
三、優(yōu)化定尺機(jī)關(guān)鍵技術(shù)及創(chuàng)新點(diǎn)
(1)改變定尺機(jī)行走驅(qū)動(dòng)方式。(2)優(yōu)化行走輪軸承。(3)加裝減震襯墊。(4)增設(shè)一對(duì)抗沖擊可調(diào)支撐桿。
結(jié)語(yǔ)
通過(guò)對(duì)型材定尺機(jī)設(shè)備的優(yōu)化,提高了該設(shè)備的工作穩(wěn)定性,大大降低了職工對(duì)其的維護(hù)量和勞動(dòng)強(qiáng)度,同時(shí)由于解決了減速機(jī)箱體斷裂問(wèn)題,從而杜絕了潤(rùn)滑油外流對(duì)環(huán)境造成的污染,減少了潤(rùn)滑油消耗。
TG33
A
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45