超聲波輔助提取紅花籽油的工藝研究
2015-07-22 01:22:50呂凱波李香香武漢工商學院環境與生物工程學院湖北武漢430065
食品研究與開發 2015年20期
呂凱波,王 晶,李香香(武漢工商學院環境與生物工程學院,湖北武漢430065)
超聲波輔助提取紅花籽油的工藝研究
呂凱波,王晶,李香香
(武漢工商學院環境與生物工程學院,湖北武漢430065)
摘要:為獲得超聲波輔助提取紅花籽油的工藝,試驗研究了萃取溶劑、超聲溫度、超聲時間、料液比、超聲次數對紅花籽油提取率的影響。正交試驗結果表明,最佳提取溶劑為石油醚;最佳工藝為:超聲時間20 min,超聲溫度35℃,料液比1∶9(g/mL),此時提取率達到27.8%。
關鍵詞:超聲波;紅花籽油;提取率
紅花籽油又稱紅花油,是以紅花籽為原料制取的油品,油呈黃色,不飽和脂肪酸及VE的含量極為豐富。其中亞油酸含量高達73%~85%,是已知植物油中含量最高的[1]。大量科研資料表明:紅花籽油具有清除血管內壁沉積物、軟化血管、降血壓、降血脂的作用,能促進血液微循環、間接恢復神經功能、使皮膚柔嫩、抗衰老等功能,具有很高的醫用價值[2]。且紅花油清亮橙黃,味美而可口,經加工可制成人造奶油,蛋黃醬及色拉油等,是一種食用價值極好的油脂[3]。
紅花籽制油工藝以剝殼預榨以浸出法為主[2],超聲波能給予粒子極大的振動可以產生并傳遞強大的能量,從而加快了油脂滲透出來的速度,提高了出油率[3-7]。本試驗以粉碎干燥后的紅花籽為原料,通過超聲波促進提取紅花籽油,研究了提取溶劑、超聲溫度、超聲時間、料液比、超聲次數等因素對紅花籽油提取率的影響,并通過研究超聲溫度、超聲時間和料液比三因素設計正交試驗,獲得最優提取條件進行研究,為超聲波輔助提取紅花籽油提供一定的技術支持[8-11]。
1 材料與方法
1.1材料與試劑
紅花籽:市售。
試劑:70%乙醇、正己烷、異丙醇、石油醚購于天津市凱通化學試劑有限公司,均為分析純。
1.2主要儀器
分樣篩:上虞市龍翔精密儀器廠;電子天平:上海精密科學儀器有限公司;低速離心機:上海第三分析儀器廠;RE52CS旋轉蒸發器、B-220恒溫水浴鍋:上海亞榮生化儀器廠;循環水式多用真空泵:鄭州長城科工貿有限公司;電熱恒溫鼓風干燥箱:北京市永光明醫療儀器廠;KQ-100E型超聲波清洗器:昆山市超聲儀器有限公司。
1.3紅花籽油的提取方法
1.3.1超聲波輔助提取紅花籽油的方法
稱取烘干粉碎后過50目的紅花籽粉5.00 g,置于錐形瓶中,加入溶劑至設定容量,用保鮮膜封口。將錐形瓶放入超聲波輔助提取儀中,設定好功率、時間、溫度進行超聲波處理。處理結束后,高速離心(5 000 r/min),將上清液收集,用旋轉蒸發器進行蒸發處理,至溶劑充分揮發干。取下蒸發瓶,分別稱出蒸發瓶,蒸發瓶與籽油的合重。
1.3.2紅花籽油提取率的計算

式中:M1為蒸發瓶質量,g;M2為蒸發瓶與籽油的合重,g;M為紅花籽粉質量,g。
1.4方法
1.4.1浸提溶劑的選擇
分別以正己烷、95%乙醇、石油醚和異丙醇為提取溶劑,在料液比為1∶5(g/mL),超聲波功率為100 W,超聲時間15 min,溫度35℃的條件下對紅花籽進行超聲波輔助提取,以紅花籽油提取率確定提取溶劑。
1.4.2單因素試驗
采用1.4.1中選出的溶劑為提取溶劑分別考察超聲溫度、超聲時間、料液比與超聲次數對紅花籽油得率的影響。
1.4.3正交試驗
在單因素試驗基礎上,設計三因素三水平正交試驗來考察,因素水平見表1。
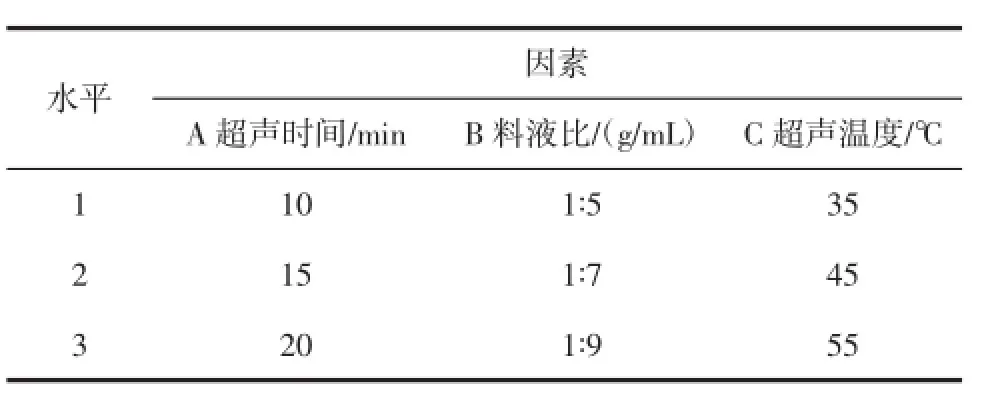
表1 正交試驗各因素及水平Table 1 Factors and levels of orthogonal test
對正交試驗進行極差分析和方差分析,最終確定超聲波輔助提取紅花籽油的最佳工藝。
1.5數據分析
應用SPSS數據處理系統進行數據分析。
2 結果與討論
2.1單因素
2.1.1不同浸提溶劑對紅花籽油提取率的影響
在料液比為1∶5(g/mL)、超聲時間15min、超聲溫度35℃、超聲次數為1次的條件下,以正己烷、95%乙醇、石油醚和異丙醇為提取溶劑,紅花籽油提取率如圖1。
由圖1可知,95%乙醇提取效率偏低,不予考慮;用石油醚提取紅花籽油提取率最高,而且相對來說價格比較便宜,沸點也是最低的。從以上分析及結合提取油脂對溶劑的要求,選用石油醚作為紅花籽油的提取溶劑比較理想,以下試驗均用石油醚作為提取溶劑。
2.1.2超聲溫度對紅花籽油提取率的影響
在提取溶劑為石油醚、料液比為1∶5(g/mL)、超聲次數為1次、超聲時間為15 min的條件下,以紅花籽油提取率為指標,超聲溫度分別設為25、35、45、55℃,紅花籽油提取率如圖2。
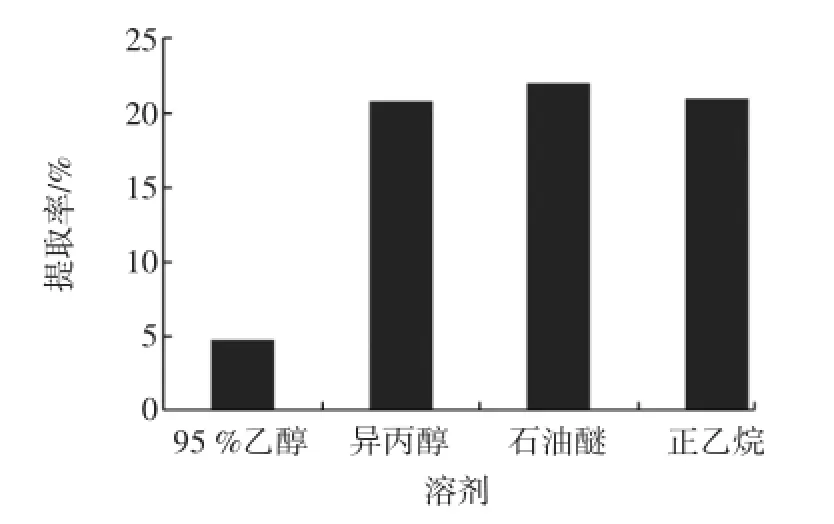
圖1 不同溶劑對紅花籽油提取率的影響Fig.1 Extraction rates of safflower seed oil with different solvents
由圖2可看出,隨著超聲溫度的升高,紅花籽油的提取率增大。在55℃的條件下,提取率最佳,為21.8%。由于本試驗采用的提取溶劑是沸程為60℃~90℃的石油醚,同時考慮到超聲溫度過高會影響油品的穩定性及質量,所以溫度選擇55℃為最佳。
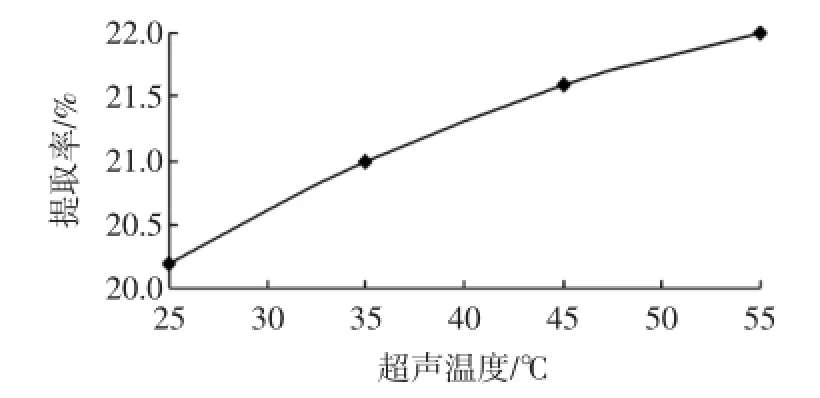
圖2 超聲溫度對紅花籽油提取率的影響Fig.2 Effects of ultrasound temperature time on extraction rate of safflower seed oil
2.1.3超聲時間對紅花籽油提取率的影響
在提取溶劑為石油醚、料液比為1∶5(g/mL)、超聲次數為1次、超聲溫度為35℃的條件下,以紅花籽油提取率為指標,超聲時間分別為5、10、15、20、25 min,紅花籽油提取率如圖3。
由圖3可看出,超聲時間為5 min~15 min時,提取率隨時間增加而增加;當超聲時間達到15 min后,紅花籽油提取率逐漸趨于恒定,這是由于隨著時間增長,溶液體系濃度達到平衡。由于在15、20、25 min下紅花籽油提取率差別不大,考慮到提取效率的問題,所以超聲時間選取15 min為最佳。

圖3 超聲時間對紅花籽油提取率的影響Fig.3 Effects of ultrasound treatment time on extraction rate of safflower seed oil
2.1.4料液比對紅花籽油提取率的影響
在提取溶劑為石油醚、超聲時間為15 min、超聲次數為1次、超聲溫度為35℃的條件下,以紅花籽油提取率為指標,料液比分別為1∶3、1∶5、1∶7、1∶9、1∶11(g/mL)。本試驗中,紅花籽粉末用量是固定的,通過增加溶劑用量來控制料液比,紅花籽油提取率如圖4。

圖4 料液比對紅花籽油提取率的影響Fig.4 Effects of ratio of liquid to material on extraction rate of safflower seed oil
由圖4可看出,料液比在1∶9(g/mL)之前,隨著溶劑用量增大,紅花籽油的提取率增大;料液比在1∶9(g/mL)之后,由于紅花籽中油脂含量有限,提取率趨于穩定。考慮到成本問題,所以料液比選取1∶9(g/mL)為最佳。
2.1.5超聲次數對紅花籽油提取率的影響
在提取溶劑為石油醚、料液比為1∶5(g/mL)、超聲時間為15 min、超聲溫度為35℃的條件下,以紅花籽油提取率為指標,超聲次數分別為1、2、3、4次,紅花籽油提取率如圖5。

圖5 超聲次數對紅花籽油提取率影響Fig.5 Effects of ultrasound times on extraction rate of safflower seed oil
由圖5可看出,超聲次數在3次以內時,提取率隨提取次數增加而增加,但超聲3次以后,由于紅花籽中油脂含量有限而趨于穩定。由于超聲次數為3次和4次時差別不大,考慮到效率與成本的問題,超聲次數選取3次為最佳。
2.2正交試驗
設計三因素三水平的正交試驗,研究超聲時間、料液比、超聲溫度對紅花籽油提取率的影響,結果見表2。

表2 正交試驗結果Table 2 Results and range analysis of orthogonal test
由表2可知,各因素對紅花籽油提取率影響的主次為B>C>A,即料液比>超聲溫度>超聲時間。從表中看出最佳組合為A3B3C1,即超聲時間為20 min,料液比為1∶9(g/mL),超聲溫度35℃。
為了判斷上述受控制的因素對試驗結果的影響是否存在,將正交試驗數據進行方差分析,找出其中起主導作用的變異來源,正交試驗的方差結果見表3。

表3 正交試驗設計方差Table 3 Variance analysis of orthogonal test
由表可知料液比差異顯著,說明料液比對紅花籽油提取率起主要作用。方差分析結論與極差分析結論相同,即料液比對紅花籽油提取率起主要作用。
2.6驗證性試驗
紅花籽的殼與仁的比重為1∶0.85。在提取溶劑為石油醚、超聲時間為20 min、料液比為1∶9(g/mL)、超聲溫度為35℃條件下,以紅花籽油提取率為指標,按照此條件進行驗證試驗,提取率為27.8%,這與正交試驗中各組提取率相比為最高值,說明正交試驗結果正確。如果本試驗均用去殼的紅花籽進行研究,提取率將達到60.43%。
3 結論
石油醚為提取紅花籽油的理想溶劑。正交試驗結果顯示,影響紅花籽油得率的3個因素從大到小依次為:料液比>超聲溫度>超聲時間,其中料液比因素達到顯著水平。
由正交試驗優化的提取參數為:超聲時間為20 min,料液比為1∶9(g/mL),超聲溫度35℃,超聲功率為100 W,該條件下帶殼紅花籽過50目粉的提取得率達27.8%。
參考文獻:
[1]王仁嬡.紅花籽油抗炎作用的實驗研究[J].河南中醫,2008,8(2): 32-35
[2]段思羽.紅花籽油搶占高端食用油市場[N].糧油市場報,2011-04-23(B03)
[3]羅登林,丘泰球,盧群,等.超聲波技術及應用[J].日用化學工業, 2005,35(5):49-51
[4]谷勛剛.超聲波輔助提取新技術及其分析應用研究[D].合肥:中國科學技術大學,2007:7-8
[5]周冰.從柑桔果皮中超聲提取橙皮苷及半合成黃酮類化合物研究[D].長沙:湖南大學,2006:12-15
[6]王雪梅,洪峰,張健.超聲波法提取黃蜀葵花中天然防曬劑的研究[J].安徽大學學報(自然科學版),2005,7(4):70-74
[7]李林強,李建科,劉迎利.超聲波法處理提取華山松籽油的研究[J].西北農林科技大學學報,2003,31(5):115-117
[8] 韋小杰,陳小鵬.八角油提取心方法的研究[J].食品工業科技, 2003,24(3):41-43
[9] 申燁華,張萍,郭春會.超聲波強化提取扁桃油的研究[J].延安大學學報,2002,21(3):53-55
[10]羅倉學,張廣棟,付聰,等.超聲波法提取玉米胚芽油的研究[J].食品開發,2004,12(6):95-96
[11]韓軍岐,張有林,陳雷.葵花籽油的超聲波提取及抗氧化研究[J].食品工業科技,2004,26(1):52-54
DOI:10.3969/j.issn.1005-6521.2015.20.013
收稿日期:2015-07-30
作者簡介:呂凱波(1982—),女(漢),講師,碩士,研究方向:食品加工及貯藏。
The Process of Ultrasound Technology Assisted Extraction of Safflower Seed Oil
Lü Kai-bo,WANG Jing,LI Xiang-xiang
(College of Environmental and Biological Engineering,Wuhan Technology and Business University,Wuhan 430065,Hubei,China)
Abstract:In order to obtain the ultrasonic technology assisted extraction process of safflower seed oil,the effect of the extraction solvents,ultrasonic temperature,ultrasonic time,solid-liquid ratio,ultrasonic frequency on the extraction rate were studied.It was showed that the best extraction solvent was petroleum ether and the best condition were:the ultrasonic temperature 35℃,the ultrasonic time 20 min,solid-liquid ratio 1∶9(g/mL). The highest extraction rate reached 27.8%.
Key words:ultrasonic;safflower seed oil;extraction rate