基于機器視覺的沖壓件上的銀點檢測系統(tǒng)研究
2015-07-25 09:40:12寧方寬陳勁杰周慶曙紀(jì)鵬飛
通信電源技術(shù) 2015年4期
寧方寬,陳勁杰,周慶曙,紀(jì)鵬飛
(上海理工大學(xué) 機械工程學(xué)院,上海 200093)
0 引 言
機器視覺檢測一直是工業(yè)自動化領(lǐng)域里的研究熱點,因為它能夠代替人類執(zhí)行一些重復(fù)性的或者要求精度比較高的檢測工作[1]。在工廠大規(guī)模生產(chǎn)中,沖壓件加工由于生產(chǎn)效率高,生產(chǎn)成本低,廣泛應(yīng)用于電子零部件中,然而沖壓件的檢測長期以來都是依靠人工抽檢,效率低下且檢測后的產(chǎn)品廢品率高[2]。近年來,視覺檢測技術(shù)的飛速發(fā)展,使得機器視覺成為工廠自動化和無人化生產(chǎn)的重要工具。本文將機器視覺和沖壓件檢測進(jìn)行有效結(jié)合,基本實現(xiàn)了沖壓件上銀點的全檢測,有效降低了產(chǎn)品的廢品率,使得工人從枯燥乏味的檢測工作中解脫出來,最大程度地實現(xiàn)了工廠自動化生產(chǎn)。因此,該系統(tǒng)可以應(yīng)用于電子、汽車、醫(yī)藥等諸多領(lǐng)域,具有良好的發(fā)展前景。
1 檢測系統(tǒng)的硬件組成
檢測系統(tǒng)的硬件主要由機械支撐平臺、機器視覺圖像傳感器和光源、控制器PLC、氣缸和輸送帶等組成。檢測系統(tǒng)位于電子焊接機床輸出端與沖床的輸入端之間,中間有銅帶連續(xù)運動,如圖1所示,粗黑線代表銅帶。機器視覺圖像傳感器和光源安裝在機械支撐平臺上,沖床開始工作時,圖像傳感器的拍照觸發(fā)信號由沖床的下死點檢測信號經(jīng)PLC轉(zhuǎn)換而來,圖像傳感器接收到觸發(fā)信號開始采集圖像,經(jīng)機器視覺系統(tǒng)檢測,并判斷銅帶上的銀點是否符合要求。如果符合檢測要求,視覺系統(tǒng)軟件不輸出激發(fā)信號。如果檢測到焊接的銀點不完整或者有其它的缺陷,視覺系統(tǒng)輸出激發(fā)信號,信號經(jīng)過PLC處理,傳送到氣缸,氣缸根據(jù)PLC的指令,在相應(yīng)時間運動,將不合格產(chǎn)品檢出。
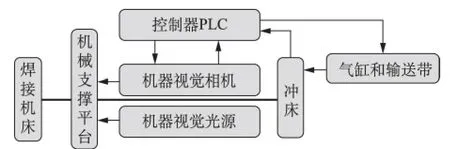
圖1 檢測系統(tǒng)硬件組成框架
1.1 機械支撐平臺
由于此檢測系統(tǒng)位于電子焊接機床輸出端與沖床的輸入端之間,中間有銅帶連續(xù)運動,所以要求機械支撐平臺底座牢固、銅帶能夠運行通順流暢。本文所采用的機械支撐平臺主要零部件有支架底板、支柱、銅帶導(dǎo)軌組件、圖像傳感器夾頭組件、光源夾頭組件等,所采用的機械支撐平臺如圖2所示。
1.2 機器視覺系統(tǒng)光源
為了明顯區(qū)分銅帶上的銀點與銅帶,以及銅帶與背景,獲得對比度更高的高質(zhì)量圖像,需選擇正確的光源。機器視覺光源直接影響到圖像的質(zhì)量、圖像檢測的特征,以及后期圖像處理過程,進(jìn)而影響到檢測系統(tǒng)的性能。
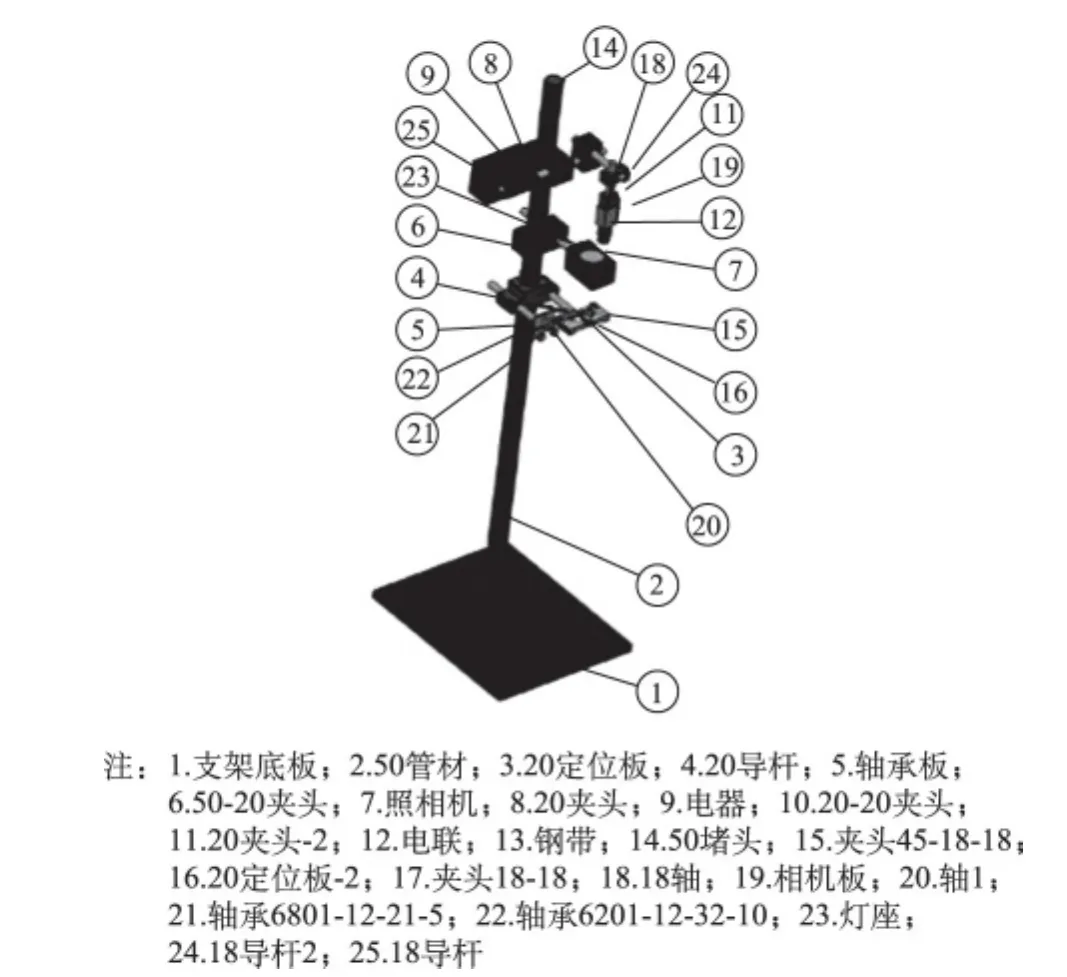
圖2 機械支撐平臺
目前,機器視覺使用的光源主要是LED光源,其按形狀通常可分為以下幾類:同軸光源、環(huán)形光源、背光源、條形光源、點光源等[3]。為了保證均勻的光照和高對比度的圖像,并基于多次實驗的反復(fù)對比和檢測的要求,本文選擇了藍(lán)色同軸光源。
本光源采用45°半透半反鏡片,從根本上消除了鏡面反射,并實現(xiàn)同軸照明或模擬同軸照明,整個視場均勻的散射照明。本光源非常適合不平坦的、有角的和粗糙平面的檢測,可用于金屬表面、物體表面劃傷、文字等檢測。選用此光源消除了銅帶的重影,突出了銀點的特征,可以獲得對比鮮明的圖片。
本文所采用的同軸光源照射方式如圖3所示,光源位于圖像傳感器和檢測物體銅帶之間,圖像傳感器在最上面,并確保三者的中心位于同一豎直線上。
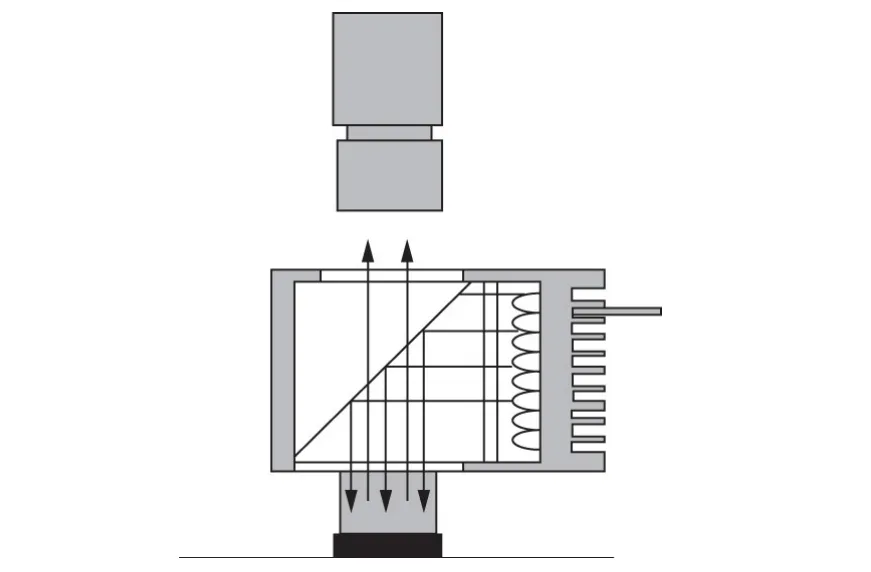
圖3 同軸光源照射方式
1.3 機器視覺圖像傳感器
圖像傳感器是視覺檢測系統(tǒng)中的關(guān)鍵性模塊,由它獲取的圖像質(zhì)量直接決定了圖像處理的效果和精度。圖像傳感器的選型通常根據(jù)檢測對象和檢測要求,并結(jié)合圖像傳感器本身的特性,如感光元件、像素、最大分辨率、快門速度等綜合考慮[4]。
本檢測系統(tǒng)的檢測對象是銅帶上的銀點,如圖4所示,銅帶是黃色的,銅帶上泛白色的是經(jīng)電子焊接機床焊上去的銀點,銅帶寬20 mm。檢測內(nèi)容包括:①銀點的有無,由于焊機或其它原因,可能會造成沒有銀點或銀點不足。②銀點的直徑3.3±0.2 mm,要求檢測精度0.2 mm。③兩側(cè)銀點間的中心距,尺寸要求15±0.3 mm。
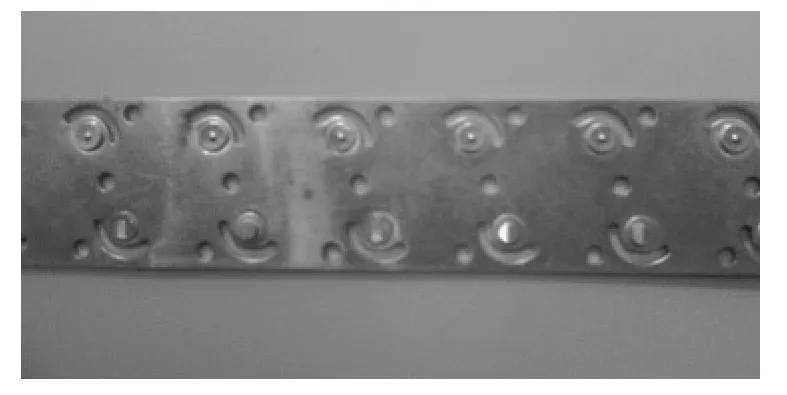
圖4 銅帶及銀點
根據(jù)檢測對象的特點和檢測內(nèi)容,本文所采用的是COGNEX In-Sight1050系列視覺圖像傳感器,其具體的各項性能參數(shù)如表1所示,經(jīng)反復(fù)實驗,其性能可以達(dá)到實驗檢測要求,采集到的圖像清晰鮮明。
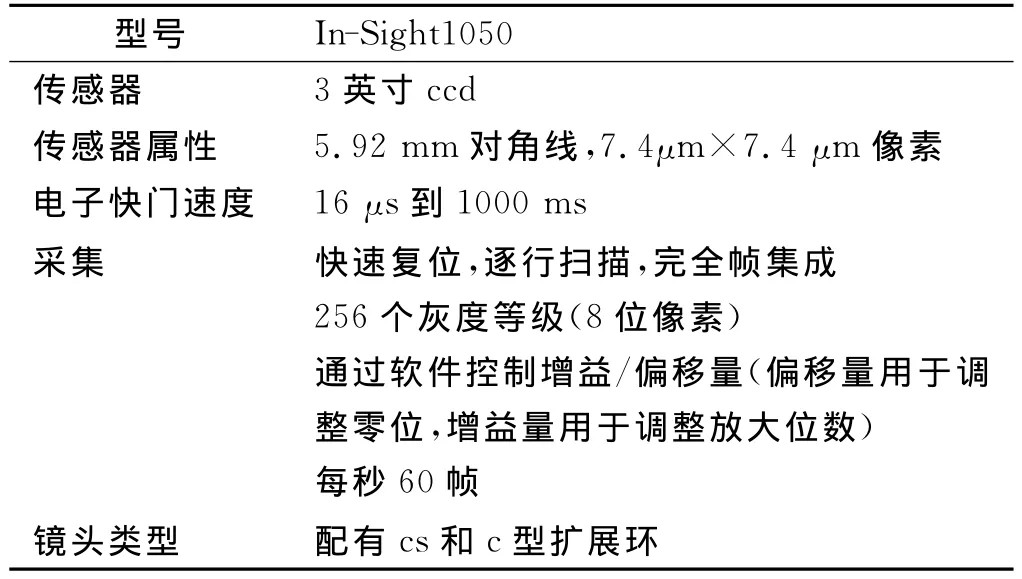
表1 圖像傳感器參數(shù)
1.4 氣缸和輸送帶
本文所采用的氣缸是SMC薄型標(biāo)準(zhǔn)型單桿雙運動式,氣缸做簡單直線往復(fù)運動,行程較短,運動頻率不高,僅是在收到PLC轉(zhuǎn)化來的產(chǎn)品缺陷處理信號后運動。在氣缸運動后,氣缸上的輔助機械模塊將帶有缺陷的電子件推出,推到輸送帶上,輸送帶將有缺陷的電子件輸送出。對輸送帶的要求是運動平穩(wěn),載重量較低,能長時間穩(wěn)定運動,滿足有缺陷的電子件輸送出即可。氣缸和輸送帶如圖5所示,二者都是采用配電箱內(nèi)重新配置的24 V電壓轉(zhuǎn)換器供電。
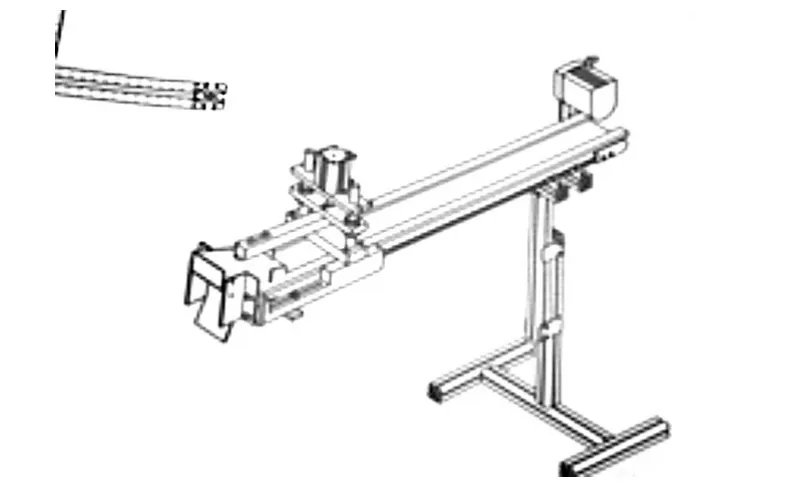
圖5 氣缸和傳送帶
2 檢測系統(tǒng)軟件設(shè)計
2.1 機器視覺軟件程序設(shè)計
本系統(tǒng)采用視覺軟件In-Sight Explorer,并在EasyBuilder軟件界面下編程,界面部署和運行簡單,并配合高級視覺工具和邏輯功能,對于經(jīng)驗豐富的用戶來說,也是一個功能出色的界面。
編程之前應(yīng)先通過圖像傳感器采集圖像,經(jīng)多次實驗論證,把鏡頭調(diào)到最大亮度,然后曝光時間設(shè)為0.3 ms,得到的圖像是最清晰的,如圖7所示。
視覺程序首先采用“圖案定位”工具,捕捉到圖像中兩個半圓弧狀的定位圖案,后面的視覺檢查都是圍繞定位圖案而設(shè)計的。然后采用 “圖案”工具,具體檢查銀點的直徑和有無,以及是否焊接完整。兩側(cè)銀點間的距離用檢測工具“距離”解決,并結(jié)合“邏輯數(shù)學(xué)”工具,把圖像傳感器內(nèi)部測得各種參數(shù),比如像素,轉(zhuǎn)化為統(tǒng)一標(biāo)準(zhǔn)值(單位:mm)。最后建立一個“邏輯組”,將各種運算結(jié)果匯總起來方便信號的輸出,具體程序模塊如圖7所示。
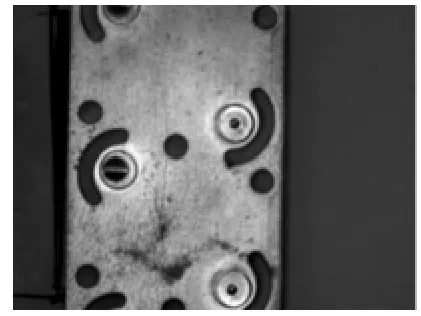
圖6 圖像傳感器采集的圖像
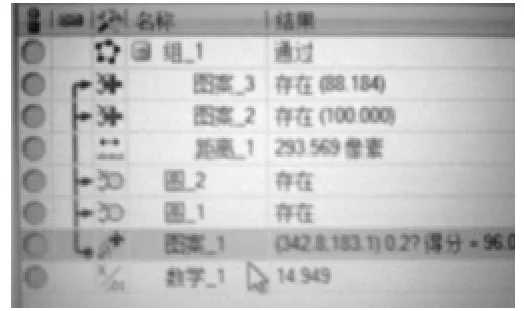
圖7 視覺軟件程序模塊
2.2 控制端軟件設(shè)計
系統(tǒng)控制端采用三菱FX1S-10 PLC,此系列PLC具有小型化、高速度、高性能等優(yōu)點,各方面都與FX系列中最高檔次的超小程序裝置相當(dāng),除輸入出16~25點的獨立用途外,還適用于多個組件間的連接、模擬控制、定位控制等特殊用途,是一套可以滿足多樣化廣泛需要的PLC[5]。
銅帶在機床的帶動下,實現(xiàn)間歇性運動,每間隔0.2 s運動一次,每次運動距離15 mm。當(dāng)沖床開始工作時,PLC收到?jīng)_床的下死點檢測信號,經(jīng)PLC轉(zhuǎn)化并輸出激發(fā)信號,圖像傳感器開始采集圖像,經(jīng)視覺軟件處理檢測,并判斷銅帶上的銀點是否符合要求,如果符合檢測要求,視覺系統(tǒng)軟件不輸出激發(fā)信號。如果檢測到焊接的銀點不完整或者有其它的缺陷,視覺系統(tǒng)輸出激發(fā)信號,信號經(jīng)過PLC處理,傳送到氣缸,氣缸根據(jù)PLC的指令,在相應(yīng)時間運動,氣缸上的輔助機械模塊將帶有缺陷的電子件推出,推到輸送帶上,輸送帶將有缺陷的電子件輸送出,將不合格產(chǎn)品檢出。
三菱FX1S-10 PLC是NPN型,視覺系統(tǒng)應(yīng)采用相應(yīng)NPN型接線方法。視覺系統(tǒng)采用4根通訊線,白色線為圖像傳感器的輸出信號,接PLC的輸入端x4接線口。灰色為圖像傳感器公共端,接PLC輸入端com接線口。黑和藍(lán)是圖像傳感器的輸入信號,分別接PLC輸出端y2和24V+端口,具體接線圖如圖8所示。

圖8 PLC接線圖
2.3 系統(tǒng)調(diào)試
按照分布式控制的設(shè)計理念對各模塊逐個聯(lián)調(diào):①檢查PLC電源是否接通,操作屏能否對PLC進(jìn)行設(shè)置,進(jìn)而在PLC操作屏上設(shè)置好各個參數(shù);②開啟沖床和焊接機床,檢測PLC能否收到來自沖床的激發(fā)信號;③然后查看視覺系統(tǒng)軟件界面是否顯示銅帶上銀點圖片,并調(diào)整光源和圖像傳感器分辨率,保證圖像清晰;④接著隨機破壞銅帶上的幾個銀點,觀察氣缸是否運動并能準(zhǔn)確地將破壞銀點的電子件篩選出來;⑤各模塊均調(diào)試成功后,再進(jìn)行整個系統(tǒng)軟硬件聯(lián)合調(diào)試。
3 結(jié)束語
本文使用COGNEX IN-SIGHT系列圖像傳感器,結(jié)合三菱FX1S-10 PLC控制器和一些輔助機械組件,通過在電子焊接機床輸出端與沖床的輸入端之間安裝視覺系統(tǒng),實現(xiàn)對全部產(chǎn)品的檢測,并能夠?qū)⒂腥毕莸臎_壓件篩選出來,基本上保證了從沖床加工出來的每一個產(chǎn)品均為合格品。該檢測系統(tǒng)從加工制作環(huán)節(jié)降低了廢品率,也降低了后期人工對產(chǎn)品檢測的難度,最大程度地實現(xiàn)了工廠自動化生產(chǎn)。本次研究也是對機器視覺技術(shù)與PLC控制技術(shù)結(jié)合的嘗試和探索,為今后深入研究機器視覺打下基礎(chǔ)。
[1] 張五一,趙強松,王東云.機器視覺的現(xiàn)狀及發(fā)展趨勢[J].中原工學(xué)院學(xué)報,2008,(02):01-10.
[2] 姚洪華.我國汽車沖壓件的技術(shù)現(xiàn)狀與發(fā)展趨勢研究[J].技術(shù)經(jīng)濟(jì),2010,(02):26-28.
[3] 陳亞軍.基于機器視覺的印刷品缺陷檢測系統(tǒng)研究[D].西安:西安理工大學(xué),2006.
[4] 張海燕.高清成像芯片的發(fā)展現(xiàn)狀及前景[J].中國公共安全(綜合版),2013,(16):173-175.
[5] 莊漢清.三菱PLC編程實例的教學(xué)設(shè)計[J].化學(xué)工程與裝備,2009,(03):122-124.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
