一種帶油溝的四點(diǎn)接觸球轉(zhuǎn)盤軸承溝坐標(biāo)計(jì)算方法
2015-07-25 03:36:04張亞平李建東王高峰徐振宇劉陽
軸承 2015年2期
張亞平,李建東,王高峰,徐振宇,劉陽
(1.洛陽軸研科技股份有限公司,河南 洛陽 471039;2.洛陽LYC軸承有限公司 特大型軸承事業(yè)部,河南 洛陽 471039)
1 現(xiàn)狀
采用數(shù)控機(jī)床加工四點(diǎn)接觸球轉(zhuǎn)盤軸承溝道時(shí),若要加工一段圓弧,需已知起點(diǎn)坐標(biāo)、終點(diǎn)坐標(biāo)以及圓弧半徑。工藝編制過程中,通常工藝編制人員根據(jù)產(chǎn)品加工余量,按1∶1比例畫圖并測(cè)量一段圓弧的起點(diǎn)、終點(diǎn)坐標(biāo)。由于存在加工余量、人為測(cè)量誤差和作圖誤差等因素,易使測(cè)量結(jié)果出現(xiàn)偏差,嚴(yán)重影響溝道形狀。坐標(biāo)點(diǎn)錯(cuò)誤時(shí)影響溝道形狀的2種情況為:溝道接觸點(diǎn)開口尺寸L發(fā)生改變(圖1),變寬(L1)或者變窄(L2);接觸點(diǎn)開口尺寸L不變(圖2),但上、下溝道出現(xiàn)不對(duì)稱現(xiàn)象,這2種情況均會(huì)使軸承處于卡死狀態(tài)。為了正確給出坐標(biāo)點(diǎn),下文介紹一種四點(diǎn)接觸球轉(zhuǎn)盤軸承溝坐標(biāo)的計(jì)算方法,并在Excel中完成計(jì)算且通過實(shí)例進(jìn)行驗(yàn)證。
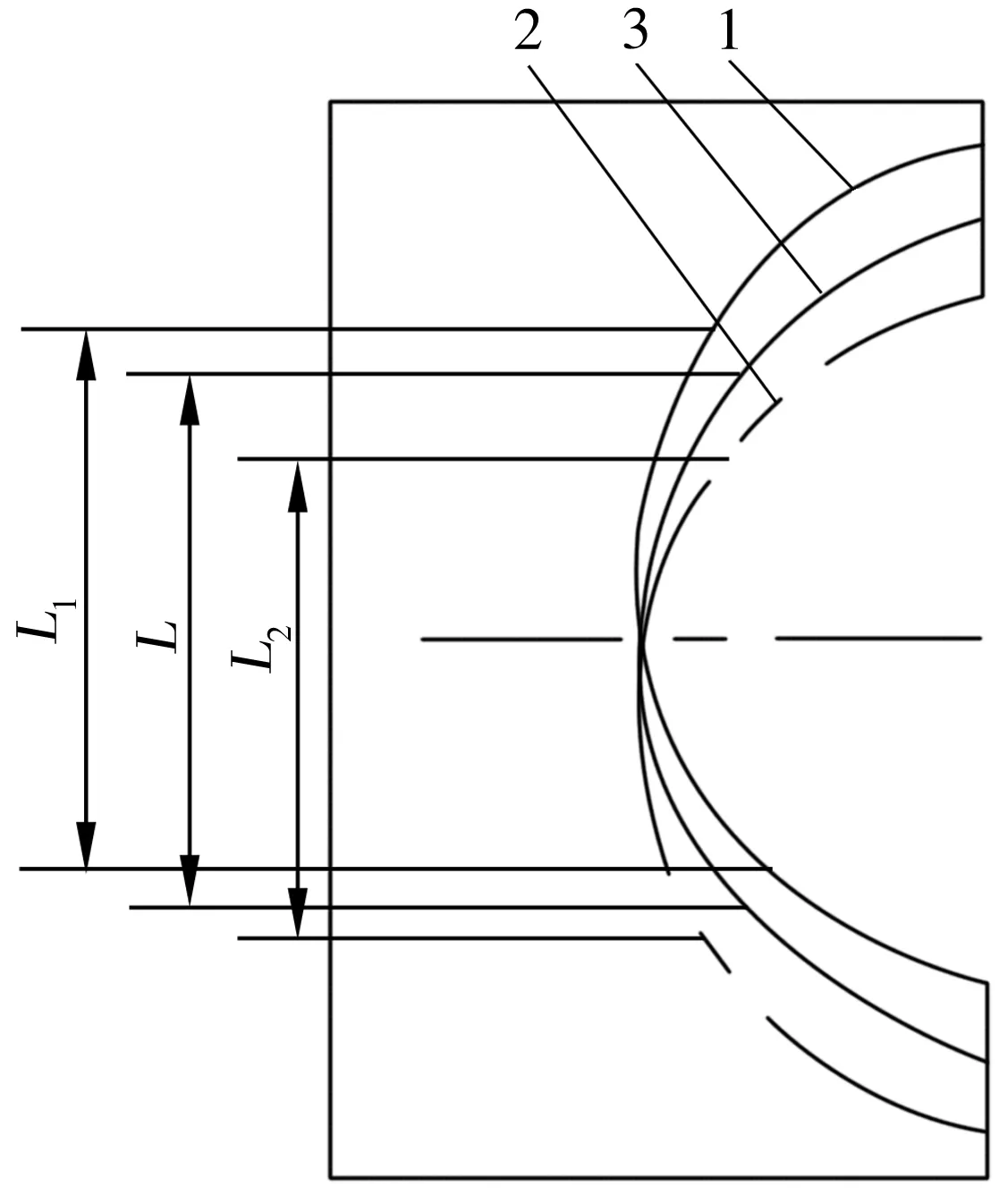
1,2—實(shí)際加工溝道形狀;3—理想溝道形狀

圖2 接觸點(diǎn)非對(duì)稱示意圖
2 計(jì)算過程
2.1 基本思路
四點(diǎn)接觸球轉(zhuǎn)盤軸承溝道如圖3所示,圖中a為油溝底部到溝道底部的距離;b為油溝圓半徑;r為鋼球半徑。在工藝編制過程中,需知坐標(biāo)點(diǎn)(xa,ya),(xb,yb),(xc,yc)才能加工溝道形狀。假設(shè)鋼球圓心O(0,0)為坐標(biāo)原點(diǎn),上溝道圓心坐標(biāo)為O1(c,-c),油溝圓心坐標(biāo)為O2(p,0)。坐標(biāo)點(diǎn)(xa,ya)是圓O2與圓O1的交點(diǎn),可通過聯(lián)立兩圓方程進(jìn)行求解;坐標(biāo)點(diǎn)(xb,yb)為圓O1與x軸交點(diǎn);點(diǎn)(xc,yc)與點(diǎn)(xa,ya)關(guān)于x軸對(duì)稱。
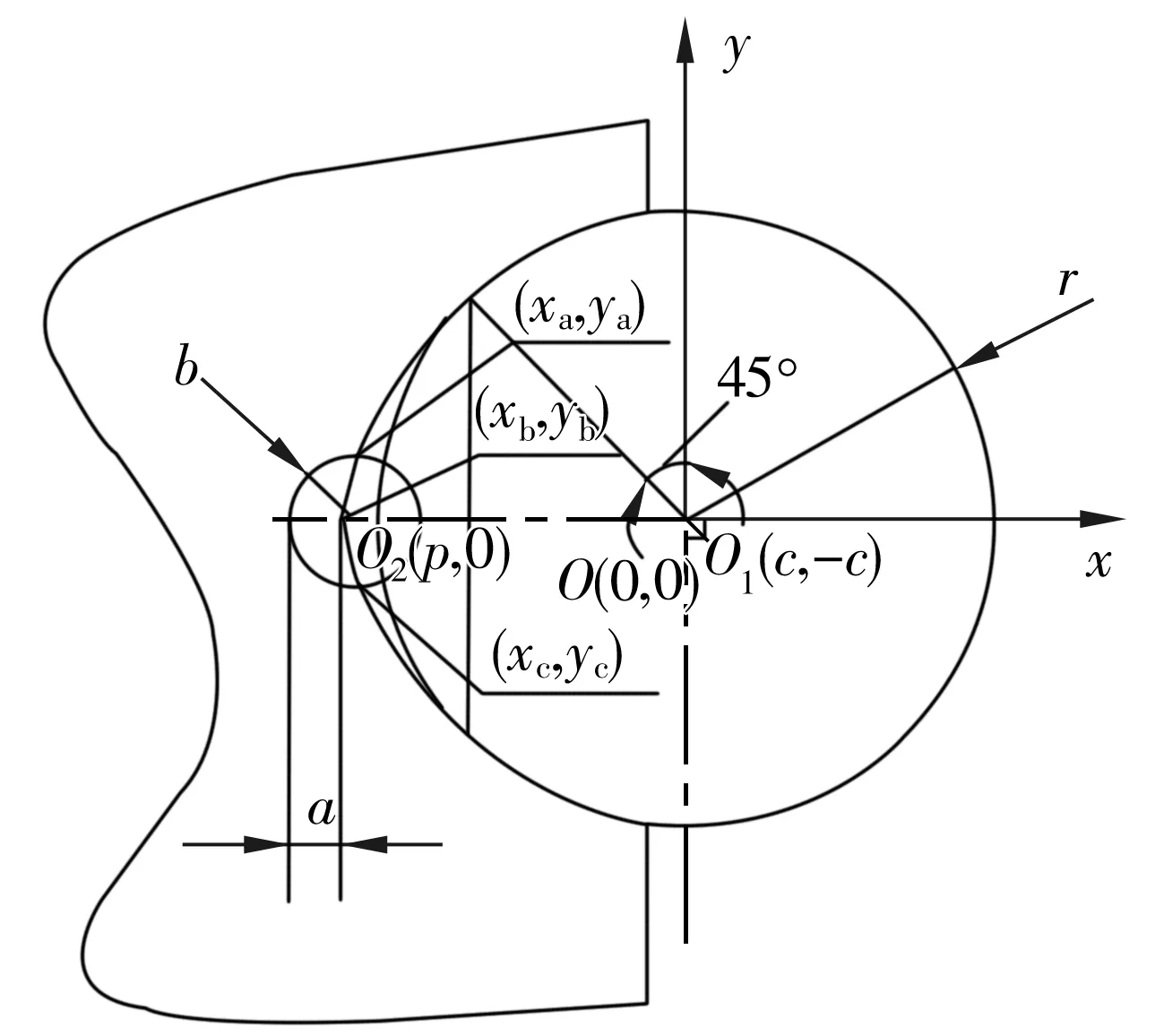
圖3 溝道形狀細(xì)節(jié)圖
2.2 建立方程
鋼球圓方程為
x2+y2=r2。
(1)
四點(diǎn)接觸球軸承的上溝道半徑為
ri=2fir,
(2)
式中:fi為溝曲率系數(shù),可以根據(jù)實(shí)際情況選取。
故坐標(biāo)點(diǎn)(c,-c)中
(3)
由圖3所示關(guān)系可得圓心O2的橫坐標(biāo)
p=-(40.81c+a-b)。
(4)
因此,圓O1和圓O2的方程分別為
(x-c)2+(y+c)2=1 748.939c2,
(5)
(x-p)2+y2=b2,
(6)
聯(lián)立(5)式和(6)式可得
[1+(c-p)/c2]x2+[(c-p)(1 746.939c2+
p2-b2)/c2-2p]x+{p2-b2+[(1 746.939c2+
p2-b2)/(2c)]2}=0,
(7)
由(4)式和(7)式求出x值,根據(jù)圖3所示關(guān)系取xa=-|x|min,將其代入(6)式中求出ya。由于坐標(biāo)點(diǎn)(xb,yb)為圓O1與x軸交點(diǎn),因此yb=0,將其代入(5)式即可求得xb。
2.3 輸出計(jì)算結(jié)果
已知參數(shù)a,b,r,即可在Excel中求出圖3所示的坐標(biāo)點(diǎn)。假設(shè)(6)式中關(guān)于x的二次項(xiàng)、一次項(xiàng)和常數(shù)項(xiàng)分別為A,B,C,根據(jù)一元二次方程求根公式在Excel中即可求得xa,同理也可求出ya和xb。
3 坐標(biāo)轉(zhuǎn)換
數(shù)控車坐標(biāo)示意圖如圖4所示。在溝道工藝加工過程中,已知坐標(biāo)點(diǎn)(xa,ya),(xb,yb),(xc,yc),溝位置h以及上、下溝道開口距對(duì)刀點(diǎn)位置n和m即可加工出此溝道形狀。(1),(5)和(6)式均以鋼球中心為坐標(biāo)原點(diǎn)建立方程,故點(diǎn)(xa,ya),(xb,yb),(xc,yc)均是相對(duì)于鋼球中心的坐標(biāo);而加工溝道時(shí),非基面上的對(duì)刀點(diǎn)為坐標(biāo)原點(diǎn)(0,0),因此要對(duì)點(diǎn)(xa,ya),(xb,yb),(xc,yc)進(jìn)行坐標(biāo)轉(zhuǎn)換,變?yōu)橐詫?duì)刀點(diǎn)為坐標(biāo)原點(diǎn)的坐標(biāo)(x′a,y′a),(x′b,y′b),(x′c,y′c)。
x′a=xa+ε+Δ,
(8)
y′a=-(h+ya) ,
(9)
x′b=yb+ε+Δ,
(10)
y′b=-h,
(11)
式中:ε為回轉(zhuǎn)中心到溝道擋邊的距離(在回轉(zhuǎn)中心左側(cè)取“+”,右側(cè)取“-”);Δ為精加工前后溝道尺寸參數(shù)徑向單邊余量。
由對(duì)稱關(guān)系可得
x′c=x′a,
(12)
y′c=-h-y′a。
(13)
粗車溝道時(shí),上溝道圓以鋼球?yàn)樽鴺?biāo)原點(diǎn)的方程為
(x-c-Δ)2+(y+c)2=1 748.939c2,
(14)
此時(shí)軸承擋邊方程為
x=-ε,
(15)
聯(lián)立(14)式和(15)式可得
(16)
由圖4所示關(guān)系可得
n=h-y,
(17)
m=h+y。
(18)
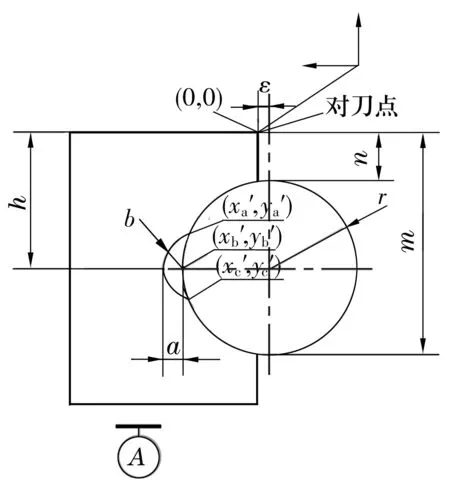
圖4 數(shù)控車坐標(biāo)示意圖
4 實(shí)例驗(yàn)證
某四點(diǎn)接觸球轉(zhuǎn)盤軸承在編制工藝時(shí)各個(gè)參數(shù)的測(cè)量值如圖5所示。已知Dw=2r=22.225 mm;a=2.4 mm;b=4 mm;h=25.5 mm;ε=1 mm;Δ=0.4 mm。將其輸入Excel中,得到的計(jì)算值見表1。由于在加工中需檢驗(yàn)的溝尺寸均為自由公差,允許計(jì)算值相對(duì)于測(cè)量值存在1/1 000的誤差,由表可知,計(jì)算值與測(cè)量值的結(jié)果一致。
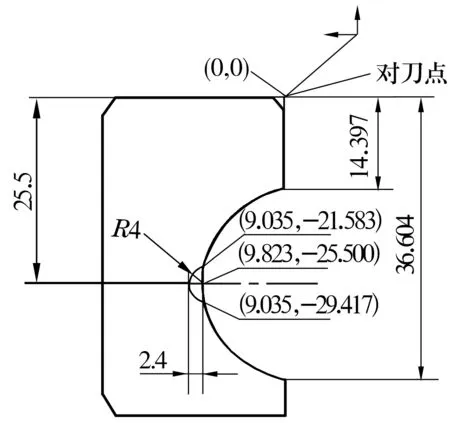
圖5 某軸承外圈數(shù)控粗車坐標(biāo)測(cè)量值
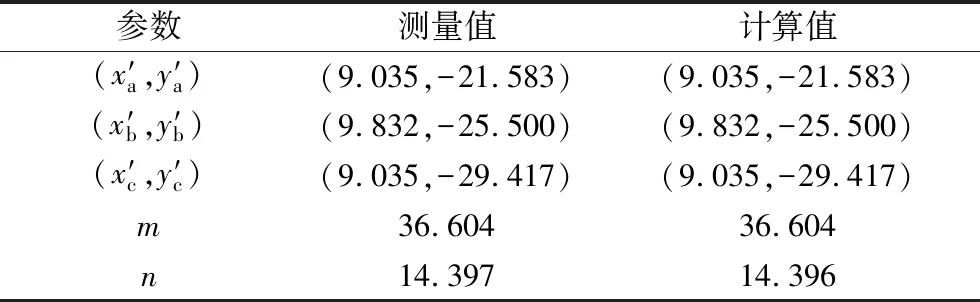
表1 計(jì)算值與測(cè)量值的對(duì)比 mm
該方法同樣適用于單排四點(diǎn)接觸球轉(zhuǎn)盤軸承的內(nèi)圈坐標(biāo)計(jì)算,由于坐標(biāo)系方向的原因,在計(jì)算內(nèi)圈坐標(biāo)時(shí)x′a,x′b,x′c均取其相反值。此外,該方法也適用于精車溝道的工藝編制,此時(shí)Δ取0。
5 結(jié)束語
此溝坐標(biāo)計(jì)算方法適用于數(shù)控車溝道工藝編制和校對(duì)。采用此方法縮短了工藝編制時(shí)間,提高了工作效率,降低了產(chǎn)品溝形誤差,使鋼球與軸承更好地接觸。正確給出溝坐標(biāo)可有效降低軸承的啟動(dòng)摩擦力矩,保證軸承質(zhì)量及其使用要求。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03