內部熱耦合精餾塔的操作性能與模擬
2015-07-25 09:12:28李春利陳媛張林閆磊
化工進展 2015年11期
李春利,陳媛,張林,閆磊
(河北工業大學化工學院,天津 300130)
在化工行業中,精餾是應用廣泛同時也耗能嚴重的分離過程,精餾耗能大約占化工生產能耗的30%[1]。如果能夠降低精餾過程的能耗,對于能源的可持續發展和經濟的促進具有重要意義。研究發現精餾過程耗能的主要原因是其熱力學效率太低,僅為5%~20%[2]。近年來,許多學者針對不同的分離物系,選擇特殊的精餾方式來實現精餾過程的節能,例如多效精餾、熱泵精餾和隔壁精餾等。其中,內部熱耦合精餾塔通過提高過程的熱力學效率[3-4],以其巨大的節能潛力受到廣泛的關注[5-8]。與常規精餾塔相比,內部熱耦合精餾塔可節能30%~60%[9]。
內部熱耦合精餾塔是在二次回流和蒸發的基礎上發展起來的[10],圖1 給出了內部熱耦合精餾塔的結構示意圖。如圖1 所示,與常規精餾塔不同,內部熱耦合精餾塔將精餾段和提餾段分為了兩個獨立的塔,兩塔間的氣液傳質由壓縮機和節流閥來完成,此外,通過壓縮機和節流閥的調節,精餾塔段比提餾塔段具有更高的壓力和溫度。由于兩塔段之間有溫度差,兩塔段之間就可以產生熱量的傳遞,精餾段放出熱量,提餾段吸收熱量。該傳遞的熱量,可使精餾段中產生下降的液體,提餾段中產生上升的蒸汽,故而降低了冷凝器和再沸器的熱負荷,降低了全塔的能耗。理想情況下,冷凝器和再沸器的負荷會降至零,此時可以省去冷凝器和再沸器,塔內的冷熱回流完全由兩塔段間的熱量耦合提供,這種情況稱為理想內部熱耦合精餾塔[11]。
本文實驗裝置為中試規模的同軸式內部熱耦合精餾塔,精餾段位于提餾段的內部,兩塔段均為304L 不銹鋼材質。塔頂冷凝器、塔釜再沸器和氣體過熱器均選用單程管殼式換熱器。塔頂用冷卻水冷卻,塔釜用蒸汽加熱。該內部熱耦合精餾塔參數如表1。
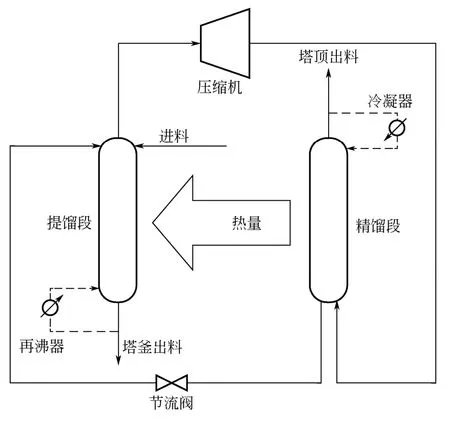
圖1 內部熱耦合精餾塔結構示意圖
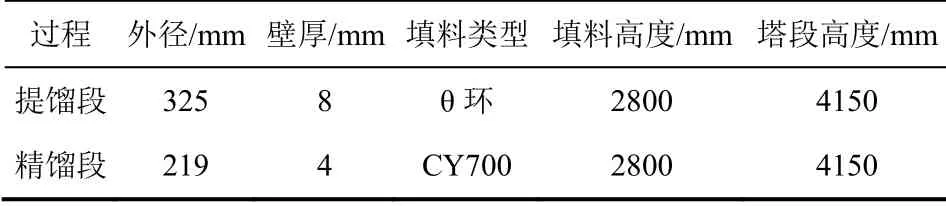
表1 內部熱耦合精餾塔的塔參數
1 全回流操作
實驗對乙醇-水物系進行分離,全回流操作即沒有采出,塔頂產品全部回流到塔內。提餾段壓力保持在100kPa,通過調節壓縮機的排氣壓力改變精餾段頂部壓力。
1.1 壓縮比對回流量、冷凝器和再沸器負荷的影響
精餾段分別采用180kPa、220kPa、260kPa 和300kPa 四種壓力,對應的壓縮比為1.8∶1、2.2∶1、2.6∶1 和3∶1。在全回流下,測量3 種乙醇-水物系進料體積配比(1∶1、5∶4、3∶2),4 個壓縮比下的回流量、冷凝器負荷和再沸器負荷。圖2~圖4分別為不同體積配比進料下壓縮比對回流量、冷凝器負荷和再沸器負荷的影響。
圖2 為不同體積配比進料下壓縮比對回流量的影響。如圖2 所示,在不同體積配比進料下,回流量隨壓縮比的增大而減小。這主要是由于壓縮比增大,精餾段和提餾段之間的壓力差和溫度差都增大,兩塔段之間的傳熱量增加,從而使精餾段內有更多的氣相被冷卻下來,內回流量增大,外回流量減少。
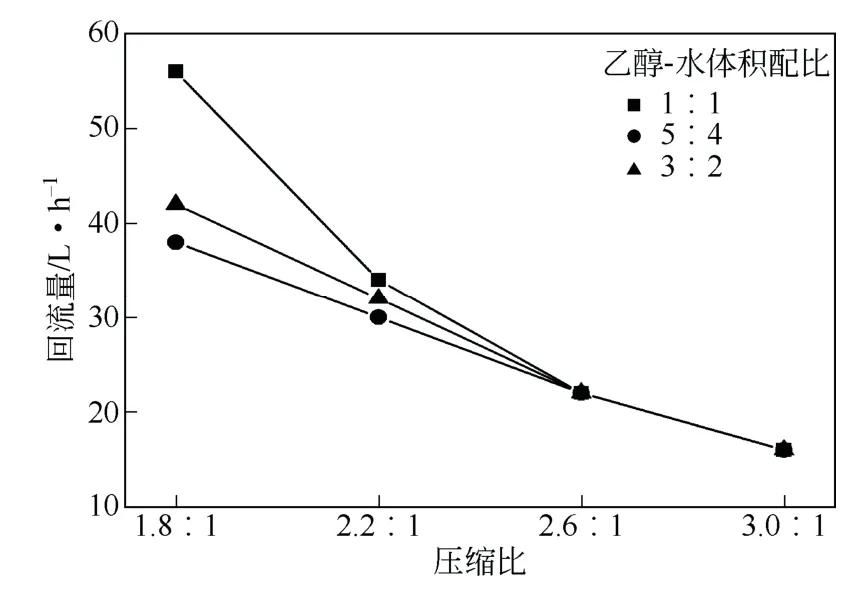
圖2 不同體積配比進料下壓縮比對回流量的影響
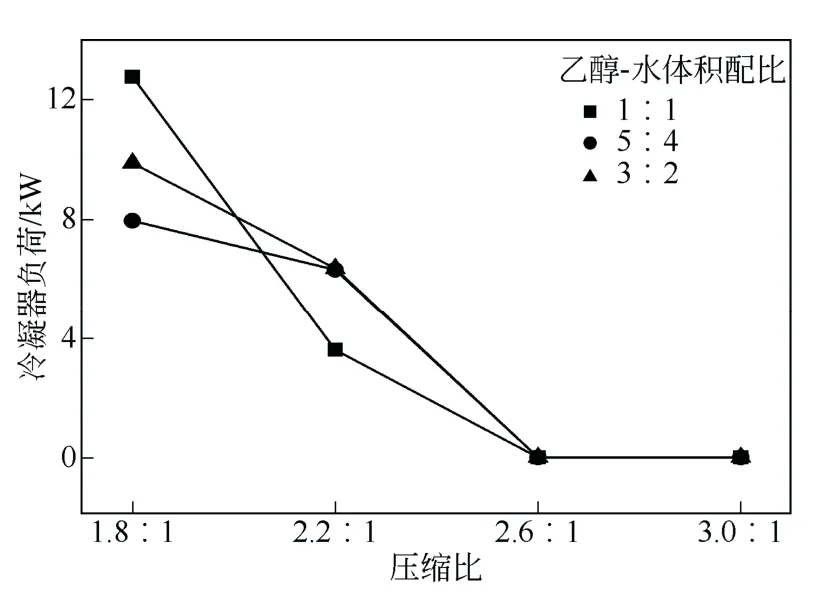
圖3 不同體積配比進料下壓縮比對冷凝器負荷的影響
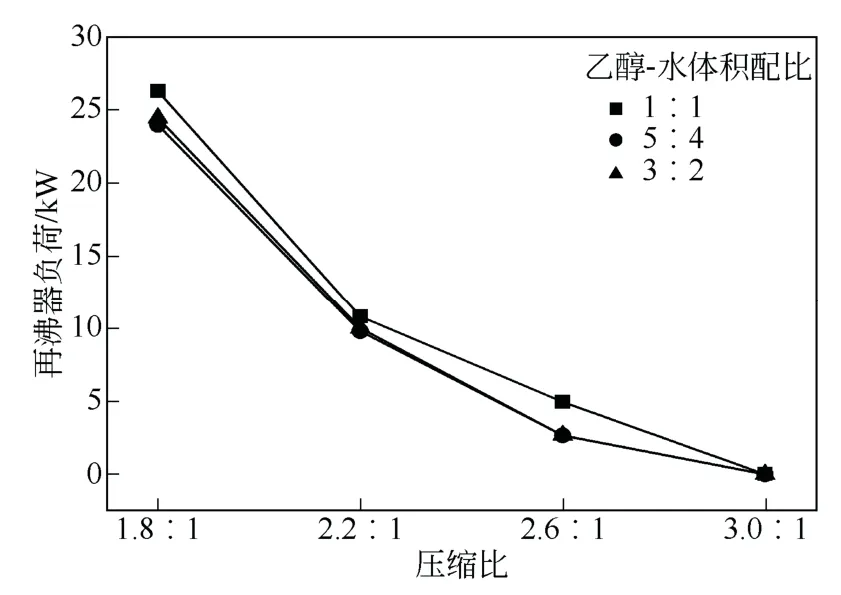
圖4 不同體積配比進料下壓縮比對再沸器負荷的影響
圖3 為不同體積配比進料下壓縮比對冷凝器負荷的影響。如圖所示,在不同體積配比進料下,冷凝器負荷隨壓縮比的增大而減小。當壓縮比達到2.6∶1,冷凝器負荷降為零,即不用輸入冷凝水,實驗設備就可以穩定運行。
圖4 為不同體積配比進料下壓縮比對再沸器負荷的影響。如圖4 所示,在不同體積配比進料下,再沸器負荷隨壓縮比的增大而減小。這主要是由于壓縮比增大,精餾段和提餾段之間的壓力差和溫度差增大,兩塔段之間的傳熱量增加,蒸汽需求量降低。當壓縮比達到3.0∶1 時,再沸器負荷降為零,即不用蒸汽加熱就可以實現塔的穩定操作。
1.2 理論板數和等板高度的測定
在全回流穩定操作下,測量塔頂和塔底乙醇的組成,利用芬斯克方程(1)來計算理論板數,通過式(2)計算等板高度。通過計算可得精餾段的理論板數為9.3,等板高度為301mm;提餾段的理論板數為3.8,等板高度為736mm。
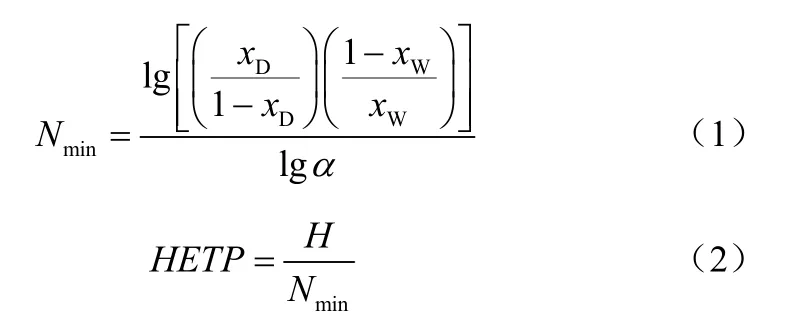
式中,Nmin為最小理論板數;xD為塔頂乙醇的摩爾分數;xW為塔釜乙醇的質量分數;α為乙醇-水的平均相對揮發度;HETP 為等板高度;H 為填料高度。
1.3 傳熱量計算
在進行內部熱耦合精餾研究的過程中,精餾段和提餾段之間的傳熱問題一直是困擾研究者的問 題[12]。本文在全回流操作,進料體積配比為1∶1的條件下,對兩塔段間的傳熱量進行計算。假設沒有熱量損失,兩塔段之間的傳熱量QT可以用公式(3)進行估算。

式中,LD和VD分別為塔頂液相和氣相的質量流率;LB和VB分別為塔釜液相和氣相的質量流率;HLD和HVD分別為塔頂液相和氣相焓值;HLB和HVB分別為塔釜液相和氣相的焓值;WC為壓縮機做功。全回流操作時塔頂液相和氣相的質量流率相等,塔釜液相和氣相的質量流率相等,故式(3)可表示成式(4)。

又
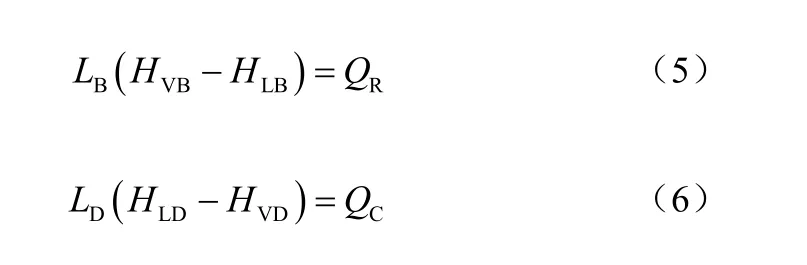
故有

式中,QR為再沸器熱負荷;QC為冷凝器熱負荷。
根據實驗數據,通過計算,全回流操作下,進料壓縮比為2.2 時,再沸器負荷為10.83kW,冷凝器負荷為-3.61kW,壓縮機做功為2.76kW。故兩塔段之間的傳熱量為9.98kW。
在進行后續內部熱耦合精餾塔的穩態和動態模擬時,需要輸入精餾段和提餾段對應塔板之間的傳熱量,所以要對得到的傳熱量進行分布,一般采用兩種分布方式,換熱量平均分布式和熱溫匹配分布式。圖5 為該塔內溫差分布圖,橫坐標為該塔從塔頂到塔底對應測溫點對數。
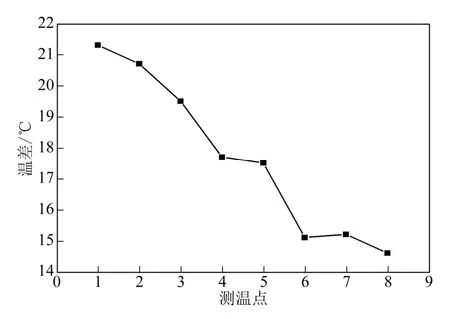
圖5 塔內溫差分布圖
通過圖5 可以看出,從塔頂到塔底,兩塔段之間的溫差越來越小,故采用熱溫匹配分布換熱量比較準確。精餾段有9 塊理論板,根據溫差分布換熱量,可計算得到每塊理論板上放出的熱量如表2。提餾段有4 塊理論板,根據溫差分布換熱量,可計算得到每塊理論板上吸收的熱量如表3。
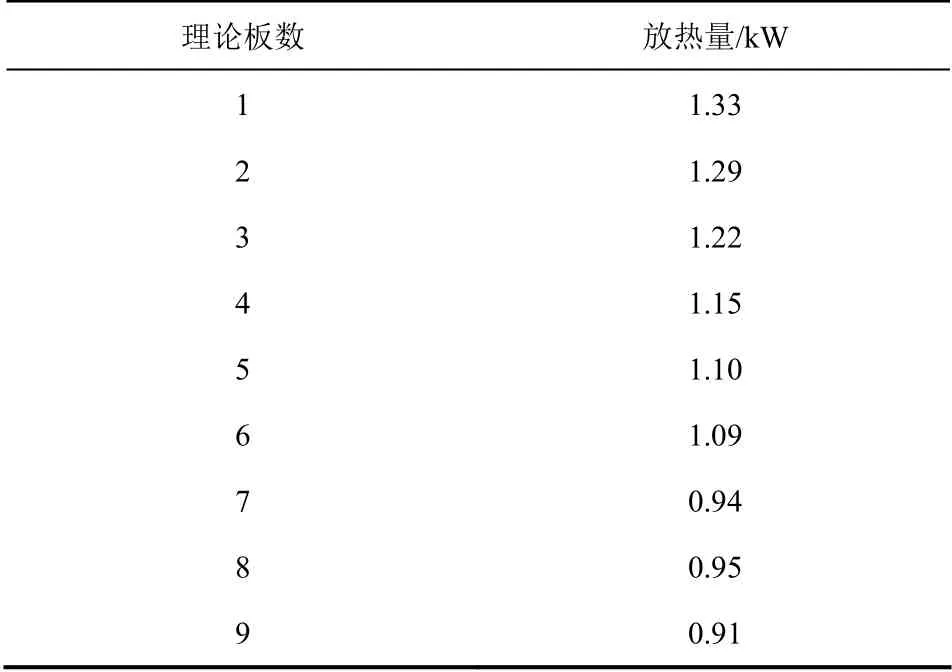
表2 精餾段塔板換熱量
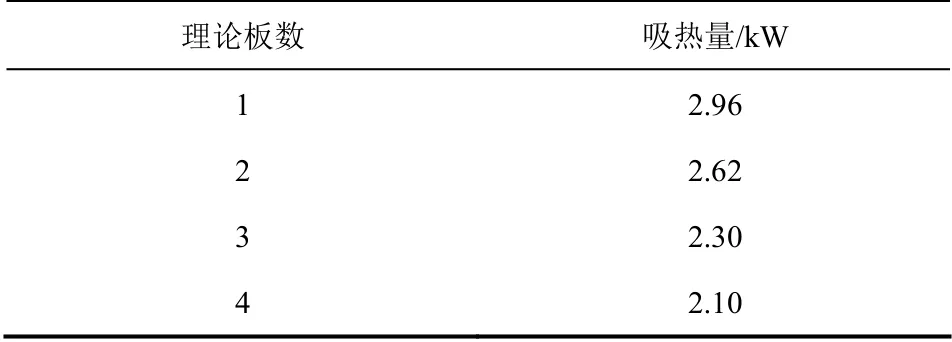
表3 提餾段塔板換熱量
2 連續進料操作
在壓縮比為2.2∶1 時,采用連續進料方式來分離乙醇-水物系,操作條件見表4。
2.1 溫度分布
該內部熱耦合精餾塔裝置共安裝了16 個測溫點,精餾段和提餾段各有8 個測溫點,當壓縮比為2.2∶1 時,全塔的溫度分布曲線如圖6。由圖6 可以看出,精餾段溫度總體高于提餾段,而且精餾段的溫度分布比較均勻,而提餾段溫度變化較大,由此可以找到該塔的靈敏位置在第13 個測溫點處,該靈敏位置為動態模擬中的溫度控制點提供了參 考值。
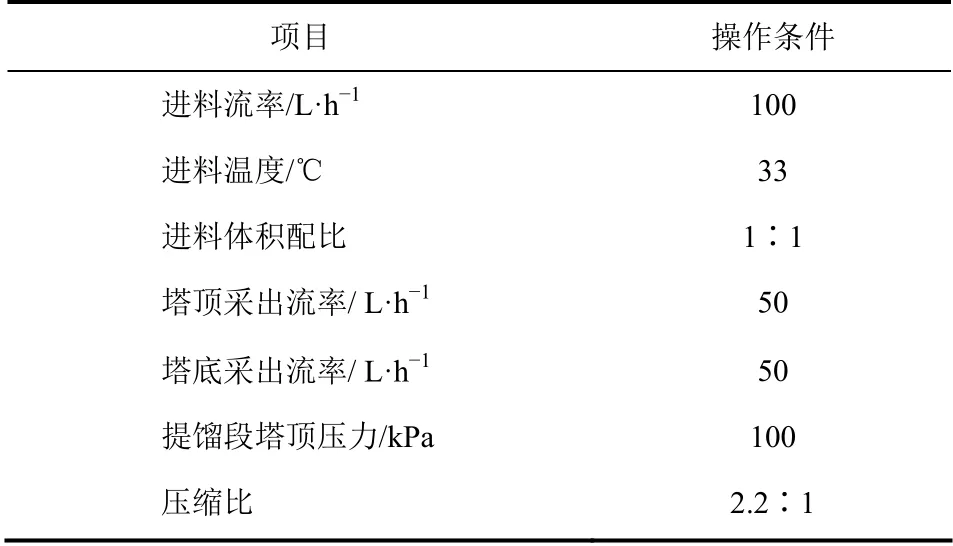
表4 內部熱耦合精餾塔的操作條件
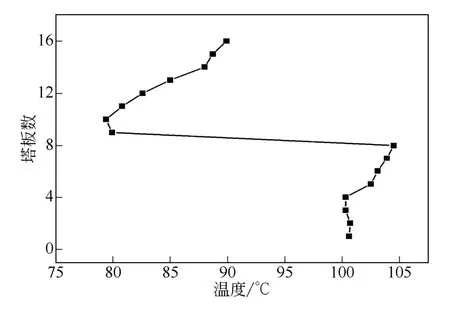
圖6 壓縮比為2.2∶1 時的溫度分布曲線
2.2 節能效果分析
利用Aspen Plus 軟件,根據實驗數據對乙醇-水物系進行單塔和內部熱耦合精餾塔的模擬,使單塔模擬和內部熱耦合精餾塔模擬的進料條件、塔頂塔釜采出率、塔頂塔釜的質量組成均與實驗數據保持一致,進行節能效果的分析。表5 給出壓縮比為2.2∶1 時的冷凝器負荷、再沸器負荷和壓縮機負荷。
由表5 模擬數據可以看出,內部熱耦合精餾塔比常規精餾塔節約冷量可達到46.09%,輸入的再沸器和壓縮機總熱負荷可節約31.15%,通過實驗數據可得,內部熱耦合精餾塔比常規精餾塔節約冷量為52.3%,輸入的再沸器和壓縮機總負荷,內部熱耦合精餾塔比常規精餾塔節約20.34%。模擬結果與實驗結果存在一定偏差,原因主要是:在實驗中設備雖做了保溫處理,但還是會與環境之間產生熱量交換,致使冷凝器負荷絕對值比模擬絕對值低,再沸器負荷比模擬值高。針對該塔,將塔身與環境之間的換熱量進行計算,經過測量塔身散熱面積為7.56m2,塔身與環境的溫度差為20℃,通過計算該塔向環境中散熱3.02kW,如果將這部分熱量也計算入內,實驗計算得到的內部熱耦合精餾塔可節能30%,與模擬得到的31.15%僅相差1.15%,而這個微小偏差是由于其他管道設備也存在熱損失。
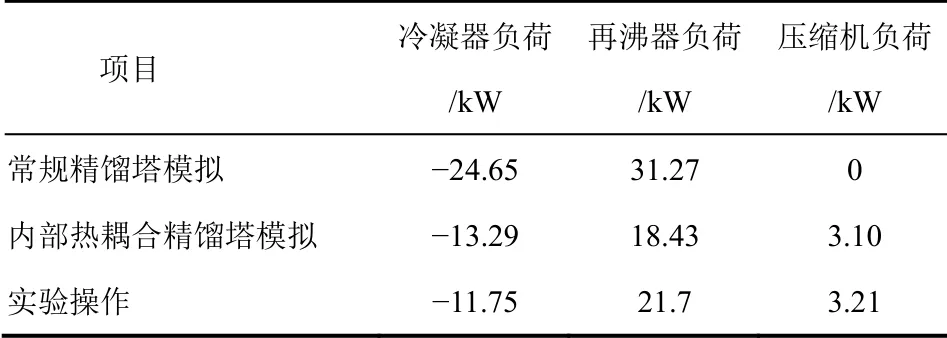
表5 能量分布
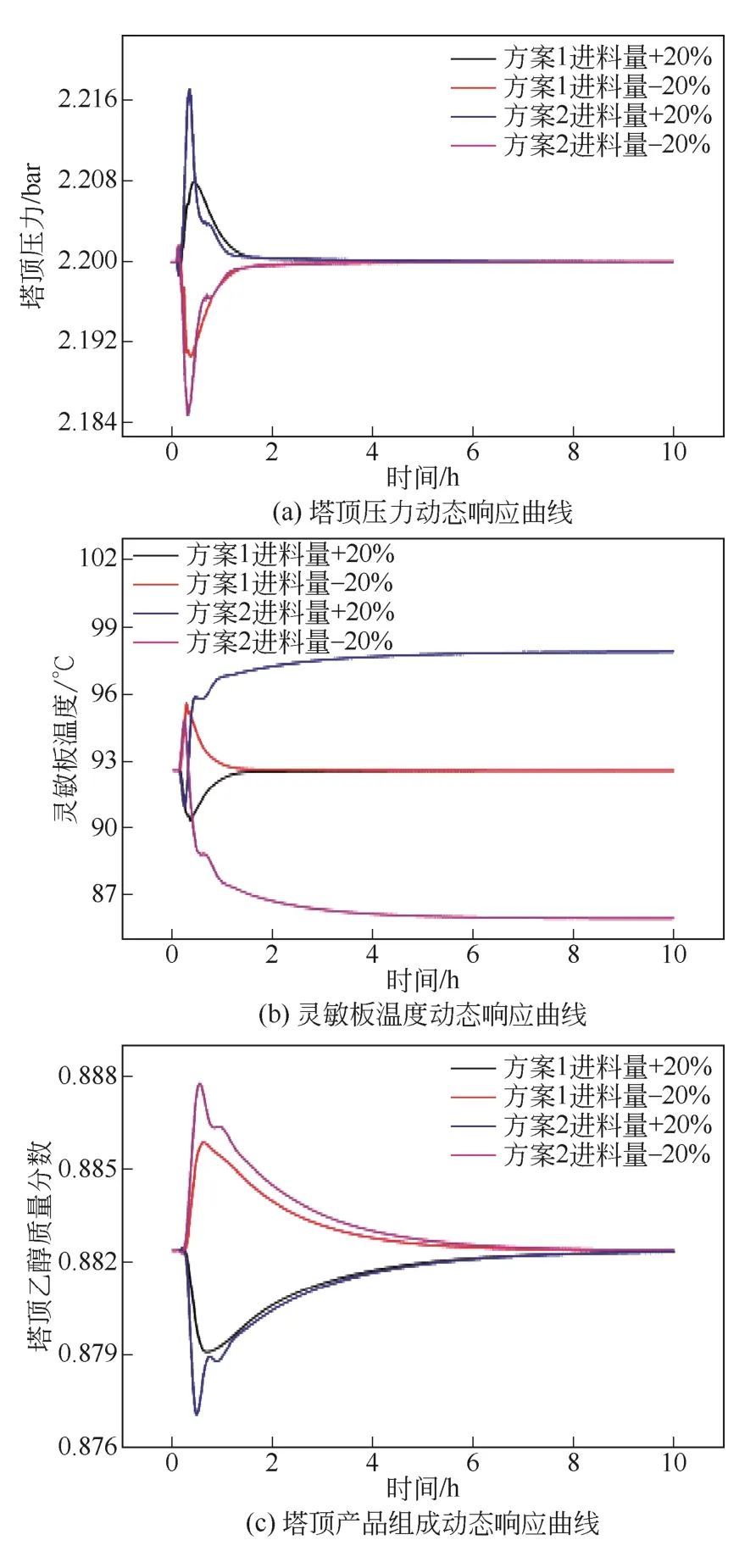
圖7 進料量F±20%干擾下動態響應曲線
3 控制結構
基于壓縮比為2.2∶1時的連續操作的進料條件和得到的實驗數據,對該內部熱耦合精餾塔進行動態研究,以便更好地對該塔進行控制。由圖6 的溫度分布圖可知,精餾段的溫度變化平穩,所以塔頂采用直接組分控制,操縱變量為回流量。而提餾段的溫度波動較大,故塔底采用溫度控制或者溫度組分串級控制。由上文確定第13 個測溫點為靈敏位置,以此點觀察全塔的操作穩定性。第13 個測溫點 對應到穩態模擬中為第13 塊理論板,即第13 塊理論板為溫度靈敏板,故以13 塊板為溫度控制點。
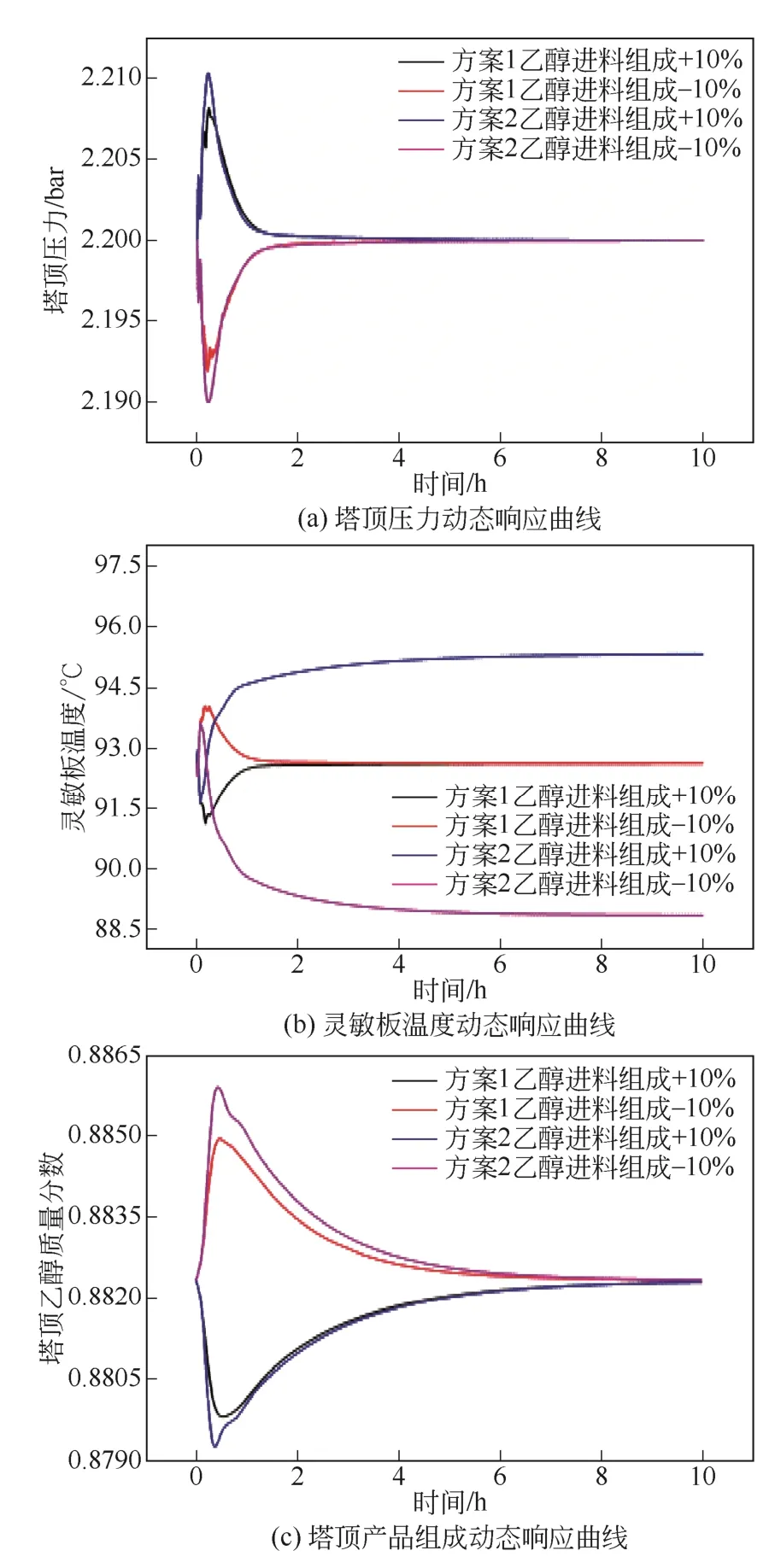
圖8 進料組成XF±10%干擾下動態響應曲線
下面將塔底溫度控制作為方案一,串級控制作為方案二,進行定值響應的對比,選出較優的一個控制結構。通過中繼反饋檢測,可得到溫度控制的最終增益為11.11,最終周期為4.2,而串級控制的最終增益為4.39,最終周期為10.8。可看到溫度控制具有較大的增益和較小的周期,故初步判斷溫度控制比串級控制更加緊湊,通過定值響應對這一猜想進行進一步的驗證。圖7 和圖8 分別為進料量F±20%和進料組分XF±10%干擾作用下的動態響應曲線。
由塔頂壓力動態響應曲線可以看出,兩種方案均能在2h 內回到穩定狀態,但是串級控制具有較大的超調量。由靈敏板溫度動態響應曲線可以看出,利用溫度控制方案,系統2h 就可以達到最初的穩定狀態,沒有穩態誤差,而串級控制有很大的穩態誤差。由塔頂產品組成動態響應曲線可以看出,串級控制得到的響應曲線有較大的超調量和輕微的震蕩,而溫度控制能夠很平穩地達到穩定狀態。所以塔釜采用溫度控制能夠使系統更好地趨于穩定。圖9 為內部熱耦合精餾塔的控制結構流程圖,通過該控制方案的指導,該內部熱耦合精餾塔在2h 后就達到了穩定操作狀態。
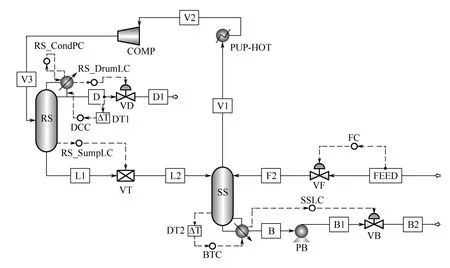
圖9 內部熱耦合精餾塔的控制結構流程圖
4 結 論
本文對內部熱耦合精餾塔進行了操作性能和節能效果的研究,并基于實驗數據對其進行了動態模擬,可以得到如下結論。
(1)全回流操作下,壓縮比對回流量、冷凝器負荷和再沸器負荷均有影響;通過芬斯克方程計算得到該內部熱耦合精餾塔的理論板數;另外對該內部熱耦合精餾塔進行了傳熱量的計算,得到壓縮比為2.2∶1 時精餾段和提餾段間的傳熱量,并將該換熱量通過熱溫匹配形式分布到各塔板上。
(2)連續操作下,得到內部熱耦合精餾塔內的溫度分布,找到了該塔的溫度靈敏位置。另外對內部熱耦合精餾塔進行了節能效果分析,由分析結果可得:內部熱耦合精餾塔比常規精餾塔可節約52.3%的冷量,輸入的再沸器和壓縮機總負荷可節約20.34%,并對模擬與實驗的偏差原因進行了 分析。
(3)通過對內部熱耦合精餾塔進行動態模擬,使用傳統的控制方案對其進行控制可以得到很好的效果,系統可以在2h 后達到穩定狀態。
符 號 說 明
H——填料高度,mm
HETP——等板高度,mm
HLB——塔底液相焓值,J/kg
HLD——塔頂液相焓值,J/kg
HVB——塔底氣相焓值,J/kg
HVD——塔頂氣相焓值,J/kg
LB——塔底液相質量流率,kg/s
LD——塔頂液相質量流率,kg/s
Nmin——最小理論板數,量綱為1
QC——冷凝器負荷,kW
QR——再沸器負荷,kW
QT——精餾段與提餾段之間傳熱量,kW
VB——塔底氣相質量流率,kg/s
VD——塔頂氣相質量流率,kg/s
WC——壓縮機做功,kW
[1] Linnhoff B,Dunford H,Smith R. Heat integration of distillation columns into overall processes[J]. Chemical Engineering Science,1983,38(8):1175-1188.
[2] Jana A K. Heat integrated distillation operation[J]. Applied Energy,2010,87(5):1477-1494.
[3] Nakaiwa M,Huang K,Endo A,et al. Internally heat-integrated distillation columns:A review[J]. Chemical Engineering Research & Design,2003,81(A1):162-177.
[4] Olujic Z,Fakhri F,de Rijke A,et al. Internal heat integration—The key to an energy-conserving distillation column[J]. Journal ofChemical Technology and Biotechnology,2003,78(2-3):241-248.
[5] Gadalla M,Jimenez L,Olujic Z,et al. A thermo-hydraulic approach to conceptual design of an internally heat-integrated distillation column(i-HIDiC)[J]. Computers and Chemical Engineering,2007,31(10):1346-1354.
[6] Horiuchi K,Yanagimoto K,Kataoka K,et al. Energy saving characteristics of the internally heat integrated distillation column(HIDiC) pilot plant for multicomponent petroleum distillation[J]. Journal of Chemical Engineering of Japan,2008,41(8):771-778.
[7] Matsuda K,Iwakabe K,Yamaki T,et al. Effect of heat transfer characteristics on the compression process for an internally heat-integrated distillation column[J]. Kagaku Kogaku Ronbunshu,2011,37(2):100-103.
[8] Wu G,Huang K,Chen H,et al. Simplified design and control of an ideal heat-integrated distillation column(ideal HIDiC)[J]. Asia-Pacific Journal of Chemical Engineering,2012,7(6):912-927.
[9] Takamatsu T,Lueprasitsakul V,Nakaiwa M. Modeling and design method for internal heat-integrated packed distillation column[J]. Journal of Chemical Engineering of Japan,1988,21(6):595-601.
[10] Mah R S H,Nicholas Jr J J,Wodnik R B. Distillation with secondary reflux and vaporization:A comparative evaluation[J]. AIChE Journal,1977,23(5):651-657.
[11] Takamatsu T,Nakaiwa M,Nakanishi T. The concept of an ideal ieat integrated distillation column(HIDiC) and its fundamental properties[J]. Kagaku Kogaku Ronbunshu,1996,22(5):985-985.
[12] Xu L,Chen D,Yan B,et al. Experimental investigation on heat exchange and separation performance of an annular structured internal heat-integrated distillation column[J]. Chinese Journal of Chemical Engineering,2014,22(10):1087-1091.
