斜軋圓錐滾子軸承內圈毛坯的數值模擬及分析
2015-07-26 06:27:12高新趙春江劉永鋒熊杰
軸承 2015年9期
關鍵詞:變形
高新,趙春江,劉永鋒,熊杰
(太原科技大學 重型機械教育部工程研究中心,太原 030024)
螺旋孔型斜軋工藝是特種軋制技術的一種,具有生產效率高、材料利用率高、產品質量好及噪聲小等優點,但由于斜軋涉及的產品種類多,不同類型的產品在成形時具有不同的特點,所以需要根據特定產品進行專門的研究[1]。
目前,國內外學者已經對斜軋的應用進行了一定的研究。文獻[2]利用DEFORM-3D,采用三維剛-塑性有限元法對斜軋鋼制圓形翅片管進行了數值模擬,分析了軋件變形區的應力、應變分布。文獻[3]利用LS-DYNA 3D對螺紋斜軋成形過程進行了模擬計算,利用ANSYS 前處理功能和LS-DYNA 單元庫綜合考慮斜軋成形工藝的多種影響因素。文獻[4]利用DEFORM-3D模擬了階梯軸類件的螺旋孔型兩輥斜軋過程,分析了應力、應變分布和變形,并對軋制過程中的載荷及其影響因素進行了分析。文獻[5]提出一種新的螺旋斜軋球的孔型,并對此進行了有限元模擬,得到了應力、應變以及力學參數信息,同時與試驗數據進行了比對分析。文獻[6]對空心螺紋錨桿的斜軋過程進行了數值模擬,得到了軋件在變形過程中不同部位的應力、應變分布等信息。這些研究主要集中于螺紋管、絲杠、錨桿和翅片管等產品,針對軸承內圈毛坯的螺旋孔型斜軋的技術研究較少。因此,利用DEFORM-3D對圓錐滾子軸承內圈毛坯的斜軋成形過程進行了模擬計算,對其斜軋的變形機理做進一步研究,為實際工藝參數的設定提供參考。
1 有限元模型的建立
1.1 斜軋運動原理
斜軋內圈毛坯的運動原理如圖1所示,在軋制過程中,兩軋輥軸線與軋件軸線交叉成一個角度α,即軋輥傾角。兩軋輥以相同轉速n1作同向轉動;軋件反方向旋轉,同時沿軸線前進,即以螺旋方式運動。將軋輥速度v分解為使軋件旋轉的垂直速度w和使軋件前進的水平速度u,則w=vcosα,u=vsinα。
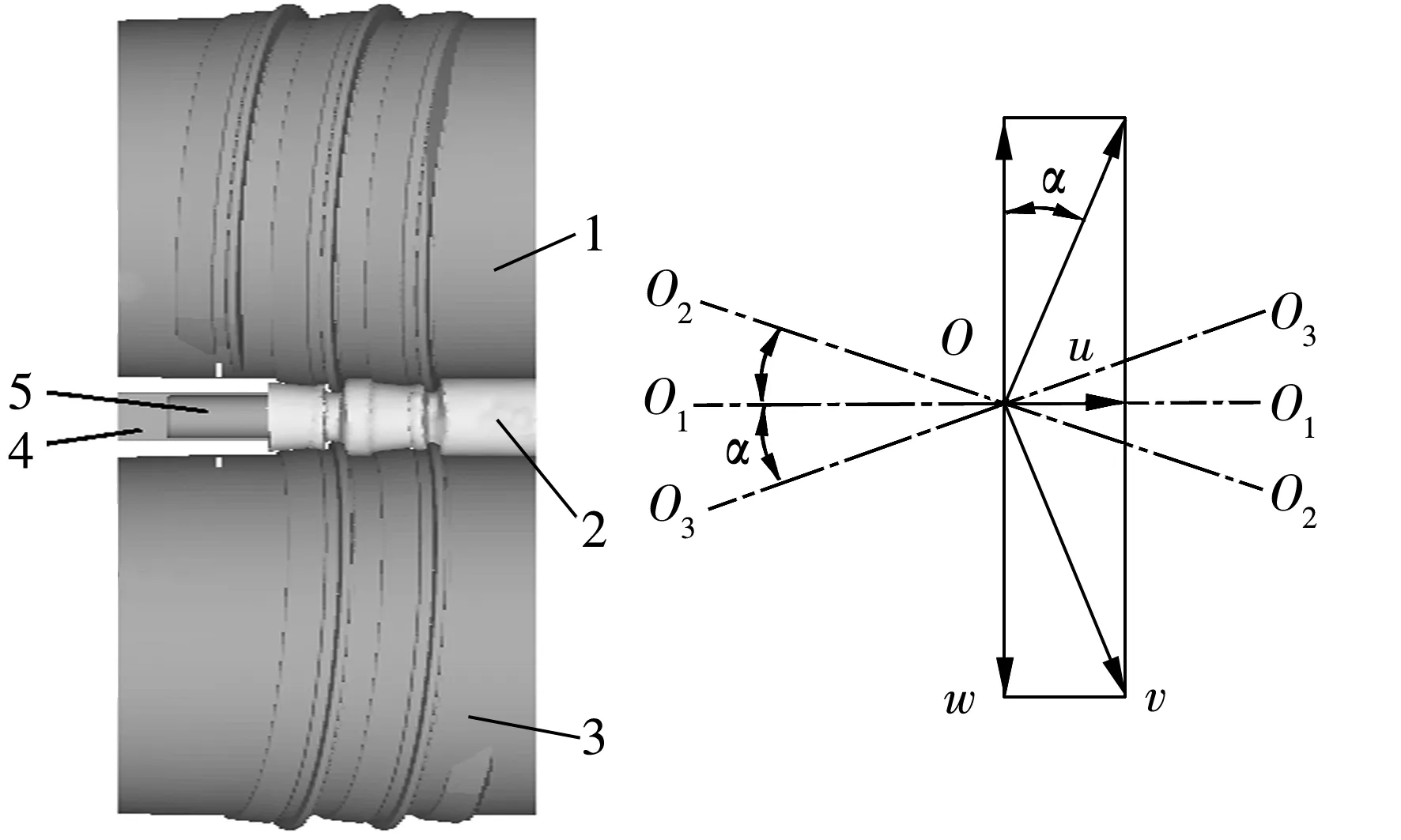
(a)主視圖 (b)俯視圖
根據斜軋運動原理確定工藝參數,由于內圈毛坯的斜軋工藝和變形非常復雜,因此需經過多次調整最終確定模型空間幾何參數,如軋輥、軋件、芯棒和導板的相互位置關系以及輥型參數等。
1.2 幾何模型及初始條件設定
圓錐滾子軸承內圈毛坯結構如圖2所示,其中D1=90 mm,D2=75 mm,d=55 mm,H=48 mm。根據經驗公式及模擬試驗,最終取軋輥最小直徑為427 mm,最大直徑為460 mm,在Pro/E中建立軋輥、軋件、芯棒以及導板的幾何模型,然后導入到有限元軟件DEFORM-3D中。取軋件與導板的法向接觸方向為x軸,軋件的軸向方向為y軸,軋件與軋輥的法向接觸方向為z軸。因為斜軋傾角的影響比較大,進行多次參數調整后,最終設定軋輥傾角為4.5o,兩軋輥各自繞其中心軸做圓周運動,軋輥轉速n1=60 r/min。由于軋輥傾角的存在,軋輥的軸線與軋制中心線不平行,所以對軋輥的旋轉中心坐標和軋輥旋轉軸線進行設定。

圖2 圓錐滾子軸承內圈毛坯結構示意圖
坯管為空心圓柱體,其外徑應比毛坯外徑稍大,取91 mm,內徑在軋制過程中會出現擴孔,因此取53 mm,為盡量縮短模擬軋制時間,取坯料長度為250 mm。坯管模型設置為彈塑性體,材料為GCr15。
1.3 摩擦模型
摩擦對金屬的流動有非常顯著的影響,決定軋輥的壽命和產品的質量,也是造成能量損耗的重要因素。軋制過程中軋輥和芯棒只有微小的彈性形變,為簡化運算,提高模擬速度,定義軋輥和芯棒為剛體。而軋件在軋制過程中主要發生大變形,故忽略其彈性變形,將軋件定義為剛塑性體。
設置軋件的初始溫度為1 100 ℃,軋輥和軋件之間為剪切摩擦,摩擦因數為0.4。由于軋件和芯棒之間以及軋件與導板之間有相對運動的趨勢,故設置為庫侖摩擦,摩擦因數取0.3[7]。
1.4 網格劃分
DEFORM-3D軟件在模擬過程中對軋件網格實時再劃分,以得到更準確的計算數據,混合四面體單元是線性的幾何結構,劃分網格比較容易,比8節點六面體單元在數目相同的條件下效率更高,更容易實現網格的再次劃分,因此選擇混合四面體單元進行網格劃分。整個模型劃分為150 000個網格,34 936個初始節點,161 751個元素數,29 740個多面體數。由于在軋制過程中軋件的變形非常劇烈,故取步長為0.01 s,系統自動生成計算步數,每5步自動保存1次。建立有限元模型如圖3所示。

圖3 斜軋內圈毛坯的有限元模型
2 計算結果及分析
根據斜軋內圈毛坯的變形特點,軋制的過程主要分為咬入段、減徑段、成形段和精整段,如圖4所示。

1—咬入段;2—減徑段;3—成形段;4—精整段
其中,咬入段和減徑段在現有技術條件下容易實現,因此有限元分析以內圈毛坯的穩定成形為數值模擬的重點,模擬整個軋制過程,尋找更合理的螺旋斜軋工藝參數。
2.1 應力分析
通過DEFORM-3D的后處理功能得到軋件的等效應力分布如圖5所示。

圖5 軋件等效應力分布
由圖可知,在軋件咬入階段,軋件與軋輥接觸的邊緣部分等效應力值最大;在減徑階段,等效應力的變化趨勢和咬入段基本一致,應力的變化趨勢均是由軋件與軋輥接觸點處向周邊減小,同時由金屬的外表面向金屬的內表面減小,說明軋件的表面金屬首先進入屈服;在毛坯成形階段,等效應力的最大值主要發生在軋輥高低兩凸棱與軋件的接觸部分,應力隨著向軋件內表面延伸有所降低,這是因為軋輥凸棱的快速壓下導致金屬的變形速率增加,引起變形抗力增加,所以等效應力變大。內部金屬基本處于自由流動狀態,因此比軋件表面金屬所受應力小。軋輥凸棱的壓下使金屬向橫向流動,金屬的流動受導板阻止,所以在軋件的兩側出現等效應力增大的情況。
軋件沿yz縱剖面上x向應力分布如圖6所示,z向俯視軋件的σx應力分布如圖7所示。由圖可知,軋件與軋輥接觸時摩擦阻力對軋件的橫向變形起了約束作用,因此軋件產生橫向壓應力,且最大壓應力σx出現在軋件與軋輥凸棱的接觸處,最大壓應力值為-406 MPa。從軋輥和軋件法向接觸點沿x向軋件受到摩擦阻力逐漸減小,軋件表面受到的橫向應力σx的絕對值也逐漸減小。從軋件表面到軋件內壁,金屬受到的摩擦阻力逐漸降低,軋件內部金屬可以比較自由的橫向流動,所以壓應力逐漸減小到零。但是因為芯棒的存在,軋件的內壁與芯棒之間會產生擠壓和相對運動,拉動周圍金屬,所以橫向應力σx又變成了拉應力,最大值為218 MPa。另外,在軋件兩側出現的小部分橫向壓應力σx是由導板引起的。
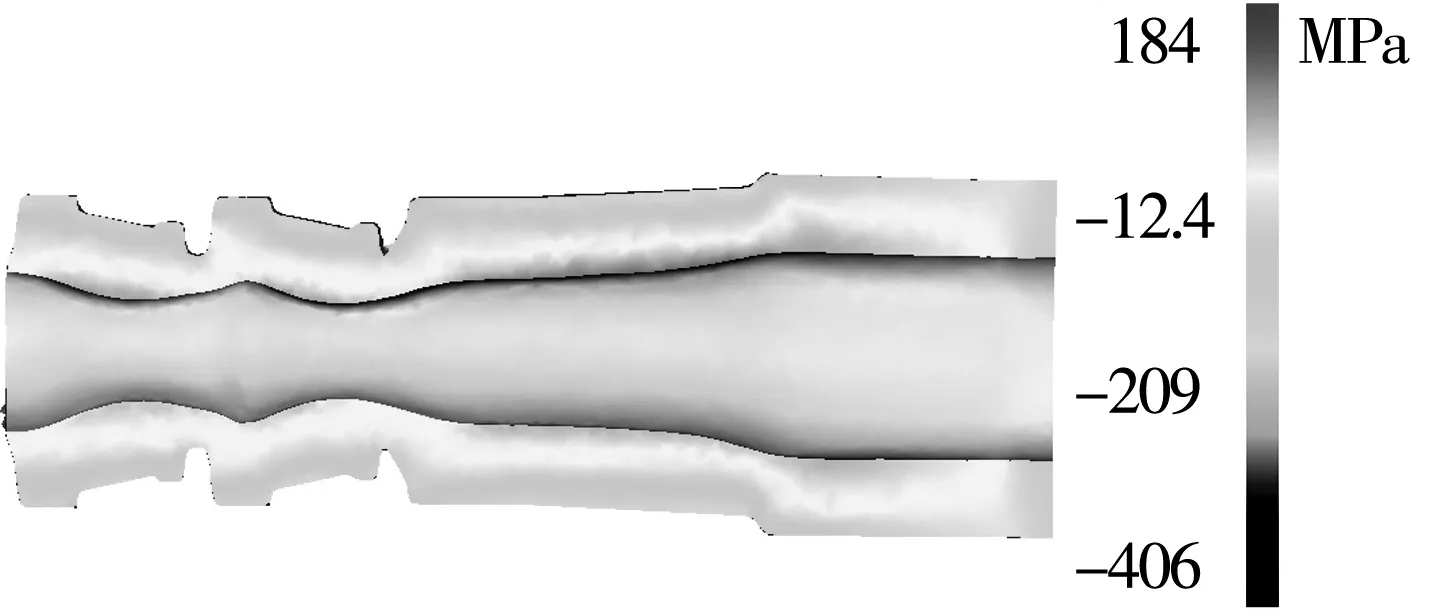
圖6 yz縱剖面上σx應力分布

圖7 z向俯視軋件的σx應力分布
軋件沿yz縱剖面正、反兩側y向應力分布如圖8、圖9所示。可以看出,在減徑段,軋件的變形量增大,金屬出現軸向延伸變形,軋件表面為拉應力,壓應力只出現在軋件與軋輥以及導板接觸的部分,最大壓應力值為-456 MPa;在成形段,軋件與軋輥凸棱接觸產生巨大的不均勻變形,軋件表面的金屬首先發生軸向延伸流動,隨后在表面金屬變形量的帶動下,內部的金屬也發生軸向延伸流動,但內部金屬的流動相對表面金屬的流動更慢,對表面金屬流動有阻礙趨勢,所以軋件的外表面產生軸向壓應力,而軋件的內部產生軸向拉應力。最大軸向拉應力值為201 MPa,出現在各內圈毛坯的連接頸部分。這是因為隨著軋件的成形,軋件前面部分和后面部分的軸向分速度不同,產生了速度差,而連接頸部分的壁厚比較小,所以出現了最大拉應力。

圖8 yz縱剖面正面σy應力分布

圖9 yz縱剖面背面σy應力分布
軋件沿yz縱剖面正、反兩側z向應力分布如圖10、圖11所示。可以看出,在軋件與軋輥接觸處壓應力較大,其中減徑段軋件與軋輥接觸處壓應力值最大為-532 MPa,而軋輥凸棱與軋件接觸處雖然變形很大,但壓應力卻不是最大,這是因為成形段軋件內部不均勻變形引起的拉應力抵消了軋件受壓后產生的部分壓應力。由于在軋制過程中軋件會被軋制成橢圓形,這使得從x向看軋件的內壁主要受壓應力,而外壁金屬主要受拉應力。

圖10 軋件yz縱剖面正面σz應力分布

圖11 軋件yz縱剖面背面σz應力分布
由上述分析可以看出,在軋輥凸棱的作用下,軋件與軋輥接觸處的金屬流動受到阻礙,所以3個方向上的應力狀態比較相似,均為壓應力且在接觸點最大,應力從表面到內部逐漸減小直到內壁出現拉應力,軋件內外壁受到拉壓不同的應力狀態是促使軋件在軋制過程中橢圓化的重要原因。
2.2 應變分析
軋件的等效應變分布如圖12所示。可以看出,從開始咬入到減徑段,軋件的變形較小。當軋輥凸棱開始與軋件接觸時,接觸處應變開始增大,在軋輥凸棱的擠壓下,金屬向凸棱的凹槽流動,逐漸形成內圈毛坯。由于軋件被反復軋制,內孔擴張,且在軋件的頭部產生一定的喇叭口現象。而軋件外壁在軋輥凸棱的作用下,金屬向凸棱兩側塑性流動,使軋件軸向延伸,軋件產生軸向拉應變,而在凸棱與凸棱之間流動的金屬因為兩凸棱的阻礙,又會產生軸向壓應變。軋件內外壁金屬受到拉-壓應變的大小不同是引起各軋件端面出現凹陷現象的重要原因。軋件凸棱處的應變明顯大于軋件兩凸棱之間的應變,所以在這樣的金屬流動規律下,過大的應變率可能會導致軋件不能完全成形。

圖12 軋件等效應變場分布
2.3 尺寸分析
通過DEFORM-3D后處理功能測量的模擬軋制內圈毛坯尺寸見表1,表中括號內數值為文獻[8]給出的實際試驗尺寸。

表1 內圈毛坯的尺寸精度 mm
由表1可知,與設定的內圈毛坯尺寸相比,模擬得到的內圈毛坯尺寸精度為:大擋邊外徑ΔD1=0.6~1.8 mm,小擋邊外徑ΔD2=0.2~1.3 mm,擴徑量Δd=0.5~1.5 mm,總長度ΔH=1.6~3.0 mm,基本符合了繼續切削加工的要求。
3 結束語
1)運用DEFORM-3D對螺旋孔型連續斜軋圓錐滾子軸承內圈毛坯進行了數值模擬計算,模擬得到的內圈毛坯尺寸、精度符合預期,得到較為合理的螺旋斜軋內圈毛坯的設置參數,獲得了軋件在成形過程中的應力場和應變場信息。
2)通過多次模擬調整,可以看出軋輥傾角會影響軋件的軸向分速度,繼而影響孔型中進入的金屬量,對金屬變形、軋件質量及尺寸都產生重要影響。
3)通過分析可知,軋件內外壁拉-壓應變的不同是引起各模擬軋件端面凹陷的重要原因;軋件內外壁拉-壓應力的不同是引起模擬軋件橢圓化的重要原因。
4)在模擬過程中綜合考慮了影響軋件成形的多種因素,使得模擬的軋制過程能夠較為真實地反映生產狀態,為分析斜軋內圈毛坯的成形機理和產生缺陷的原因提供參考依據,從而為制造和修正軋機以及提高軋件的質量奠定了基礎。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
