CBN砂輪在雙面研磨機上的應用
2015-07-26 06:27:12路瑋琳張愛民王新宇
軸承 2015年9期
路瑋琳,張愛民,王新宇
(1.新鄉職業技術學院,河南 新鄉 453006;2.平頂山市質量技術監督檢驗測試中心,河南 平頂山 467099)
對于硬金屬的加工,研磨成為必不可少的加工手段。特別是20世紀80年代中期研制出了陶瓷結合劑CBN(Cubic Boron Nitride)砂輪,其能夠有效加工較硬的材料,并使砂輪的耐用度和研磨效率成倍提高,是研磨磨具的一次真正革命。
研磨精密加工是采用研磨工具和研磨劑從工件表面上磨掉一層極薄的金屬,使工件表面達到精確的尺寸、較高的幾何精度和極小的表面粗糙度值。研磨的目的:改善工件表面粗糙度,達到要求的尺寸精度,提高零件的耐磨性、抗蝕性和疲勞強度,從而延長使用壽命。研磨加工切削量較小,根據工件材質、尺寸和精度要求的不同,研磨余量一般控制為0.005~0.03 mm為宜。在進行研磨加工時,需要根據用戶的生產工藝和工件的技術參數(形狀、材質、硬度、加工余量、精度和加工效率)選擇合適的加工機床和砂輪。
1 CBN砂輪的特性及優勢
CBN砂輪是以立方氮化硼為磨料,分別用金屬粉、樹脂粉和陶瓷等作結合劑,經過壓制、高溫燒結制成各種形狀的砂輪,用于工業磨削、拋光、研磨各種工件[1]。使用CBN砂輪具有諸多優點:1)CBN的硬度遠高于普通剛玉和碳化硅磨料,是一種僅次于金剛石的超硬材料,所以切削能力強、磨削鋒利、自銳性好,研磨效率高;2)CBN砂輪在使用中形狀保持性好,耐磨性高,壽命長,所以無需經常修整和更換,節約了輔助工作時間;3)CBN耐高溫、熱穩定性好,有很好的導熱性,研磨時能將磨削熱迅速傳導出,減小工件熱變形,且在研磨時不會出現粘屑現象,能夠實現冷切削;4)CBN與鐵族元素的化學惰性強,在研磨時砂輪不易堵塞,不會出現太多的粉末灰塵,環保無污染,節能降耗。
基于CBN 砂輪的優良特性,使用CBN砂輪研磨效率高,研磨工件的精度和質量高,特別適用于合金鋼、工具鋼、淬火鋼、耐熱鋼和鈦合金等材料的精密研磨。
2 CBN砂輪在雙面研磨機上的應用
2.1 雙面研磨機
雙面研磨機[2]是平面研磨的專用機床,屬精密加工設備,主要用于高精密軸承套圈的批量研磨加工。其主要特點為:1)采用CBN砂輪研磨,研磨精度好、效率高;2)實現了工件的在線測量,節省了停機測量時間;3)配備有半自動上下料裝置,生產效率高。
雙面研磨機配置如圖1所示,其加工原理為:立式布局,氣動加壓,上下砂輪盤及內環同時旋轉,在壓力作用下,工件在行星輪(隔離盤)內由內環帶動做往復行星運動, 從而進行研磨。

1—氣缸(上/下);2—上盤齒輪傳動電動機;3—冷卻液加注圈;4—內環;5—上砂輪盤;6—下砂輪盤;7—外環;8—下盤齒輪傳動電動機;9—外環齒輪驅動電動機(上/下);10—內環齒輪驅動電動機;11—氣缸(進/出)
雙面研磨機屬系列產品,有大、中、小各種規格,常用的型號有2MM84100,2MM8470和2MM8463,根據所加工工件的尺寸,選擇不同規格的機床,并配置相應尺寸的CBN砂輪進行研磨加工。
2.2 砂輪選擇
根據所研磨工件的尺寸選擇砂輪規格,雙盤研磨機常用的砂輪規格為:φ630 mm×φ300 mm×54 mm;φ700 mm×φ300 mm×54 mm;φ1 000 mm×φ450 mm×54 mm;根據所研磨工件的材質、硬度、尺寸、精度以及加工工藝參數的不同,選擇砂輪的種類,最常用的為陶瓷CBN砂輪和樹脂CBN砂輪。
2.3 砂輪修整
研磨數盤工件后,CBN砂輪將會有微量的損耗,須定期檢查砂輪盤的平面度并及時修整。砂輪平面度檢測使用專用測量規(圖2),將量規放置在砂輪盤上,下砂輪盤以正常研磨速度的10%低速旋轉,觀察測量規的變化。
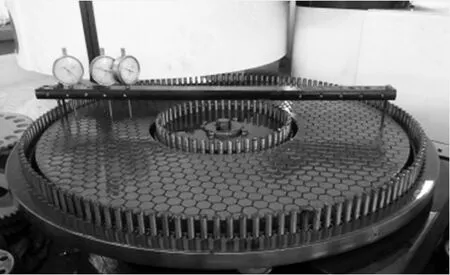
圖2 砂輪盤的平面度檢測
當砂輪盤的平面度超過0.04 mm時,需要進行修整。CBN砂輪的修整原理同工件的研磨一樣,將設計好的工裝行星輪及修整砂輪擺放在砂輪盤上,將上砂輪盤壓下,選擇修整研磨壓力、時間和轉速,如圖3所示。一般設定修整時間為15~30 s,壓力為0.09~0.12 MPa,轉速為30~35 r/min。

圖3 砂輪盤的修整
機床配置有砂輪修整環和鑄鐵修整環,可隨時對上、下砂輪盤進行修整,以保證CBN砂輪的精度。CBN砂輪的修整分整形和修銳,整形是通過改變砂輪的宏觀形狀,使砂輪達到要求的幾何形狀和尺寸精度,一般采用鑄鐵修整環;而修銳是通過去除砂輪磨粒間的結合劑,使磨粒突出結合劑的表面以形成必要的容屑空間,使砂輪具有最佳的磨削能力,一般采用碳化硅或白剛玉砂輪修整環。
3 研磨效果
將設計好的工裝行星輪和被研磨工件擺放在砂輪盤上,將上盤壓下,根據研磨工件的余量選擇研磨壓力、時間和轉速,設定研磨程序。以6212/02端面研磨為例,套圈外形尺寸為φ80 mm×φ60 mm×22 mm,材料為GCr15,淬火后硬度為60~65 HRC。
研磨工藝參數為:6個載盤,每個載盤放6個工件,平均每盤加工時間為5 min,單件套圈平均磨削用時為8 s;分粗磨、精磨加工,初壓為0.09~0.15 MPa,主壓為0.2~0.4 MPa,精壓為0.07~0.12 MPa,轉速為30~45 r/min,初壓、主壓和精壓3個加工階段壓力自動轉換。
