帶束層鋼絲簾布雙工位卷取單元結構的改進
2015-07-31 01:48:48李東來寧振祥李學剛
橡膠科技 2015年5期
關鍵詞:結構
李東來,寧振祥,李學剛
(天津賽象科技股份有限公司,天津 300384)
帶束層是子午線輪胎的重要受力部件,對其鋼絲簾布拉伸率精度要求越來越高。目前帶束層鋼絲簾布采用小角度鋼絲簾布裁斷機自動生產線制備,通過導開、輸入輥向剪床遞布、裁斷、接取機械手、接取后定位輸送、拼接前定位送料、拼接、拼接后自動卸料、儲料、分裁、包邊貼膠等工序后簾布卷在小車上。
為防止粘連,鋼絲簾布卷取時用墊布隔離;同時為避免卷取過程中簾布直接承受拉力,以墊布為輸送媒介,拉動墊布;簾布卷取張力和卷取線速度必須恒定,卷取速度與生產速度匹配。
就目前帶束層鋼絲簾布裁斷生產線卷取單元而言,前半部操作圍繞剪床進行,為周期性間斷動作;后半部操作為連貫動作,需要地坑儲料兜使前后操作速度匹配。但受重力影響,地坑儲料兜段簾布產生拉伸,導致簾布品質變差。同時根據工藝要求,簾布翻面需要在地坑內完成時,地坑內的簾布加長,即簾布在空中停留時間更長,進一步加劇簾布拉伸現象,很難保證簾布拉伸率精度達到要求。
本工作通過改進帶束層鋼絲簾布雙工位卷取單元結構,調整簾布運行路徑和收卷方向,將簾布翻面在卷取裝置中完成,以免地坑儲料兜造成的簾布拉伸,減小簾布拉伸率。
1 卷取單元結構
1.1 改進前
帶束層鋼絲簾布自動生產線改進前雙工位卷取單元結構如圖1所示。改進前雙工位卷取單元中,鋼絲簾布從上一單元傳遞到卷取單元工位一,通過地坑儲料兜1使2個單元運行速度匹配。在卷取工位一中,簾布通過對中機構后,隨墊布一起卷入料卷,墊布導開后經過糾偏機構,保證墊布中心與鋼絲簾布中心重合。對中機構有計數功能,可通過程序計算卷取簾布長度,在卷取簾布長度達到設定值后停機,方便更換工位。
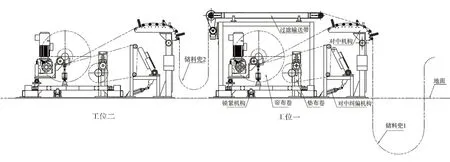
圖1 改進前雙工位卷取單元結構示意
改進前雙工位卷取單元結構缺點:(1)工位一和工位二是獨立機構,布局不緊湊,占地面積大;(2)工位二通過過渡輸送帶送料,工位一和工位二間需要通過儲料兜2使2個工位的簾布運行速度匹配,容易導致簾布拉伸率公差超過要求;(3)簾布由工位二換到工位一時,需要電機反轉收卷,影響工作節拍,操作時間較長。
1.2 改進后
帶束層鋼絲簾布自動生產線改進后雙工位卷取單元結構如圖2所示。改進后雙工位卷取單元主要由入口機械對中、墊布糾偏機構、出口機械對中、小車導入、鎖緊機構和過渡輸送輥道組成。鋼絲簾布由上一單元進入卷取單元工位一,通過儲料兜使2個單元運行速度匹配,對中機構導正簾布,簾布通過計數機構后由小車完成卷取。待小車料卷滿卷后,手工切斷料頭,即完成工位一卷取工作。簾布料頭通過輸送輥道引至工位二,簾布過渡輸送為無動力自由式輥道輸送,簾布直接進入小車卷取而不需要儲料兜匹配2個工位運行速度,同時在工位一更換空載小車,初始化工位,待命。待工位二滿卷后,切換至工位一繼續工作。改進后雙工位卷取單元效率比單工位卷取單元高,理論上小車更換可不停機,操作持續性更強,同時由于結構更加緊湊,抑制鋼絲簾布拉伸的效果很好。改進前采用一次性使用的塑料墊布,改進后小車式卷取采用可重復使用的尼龍墊布,這既降低了生產成本,又提高了生產環保性。
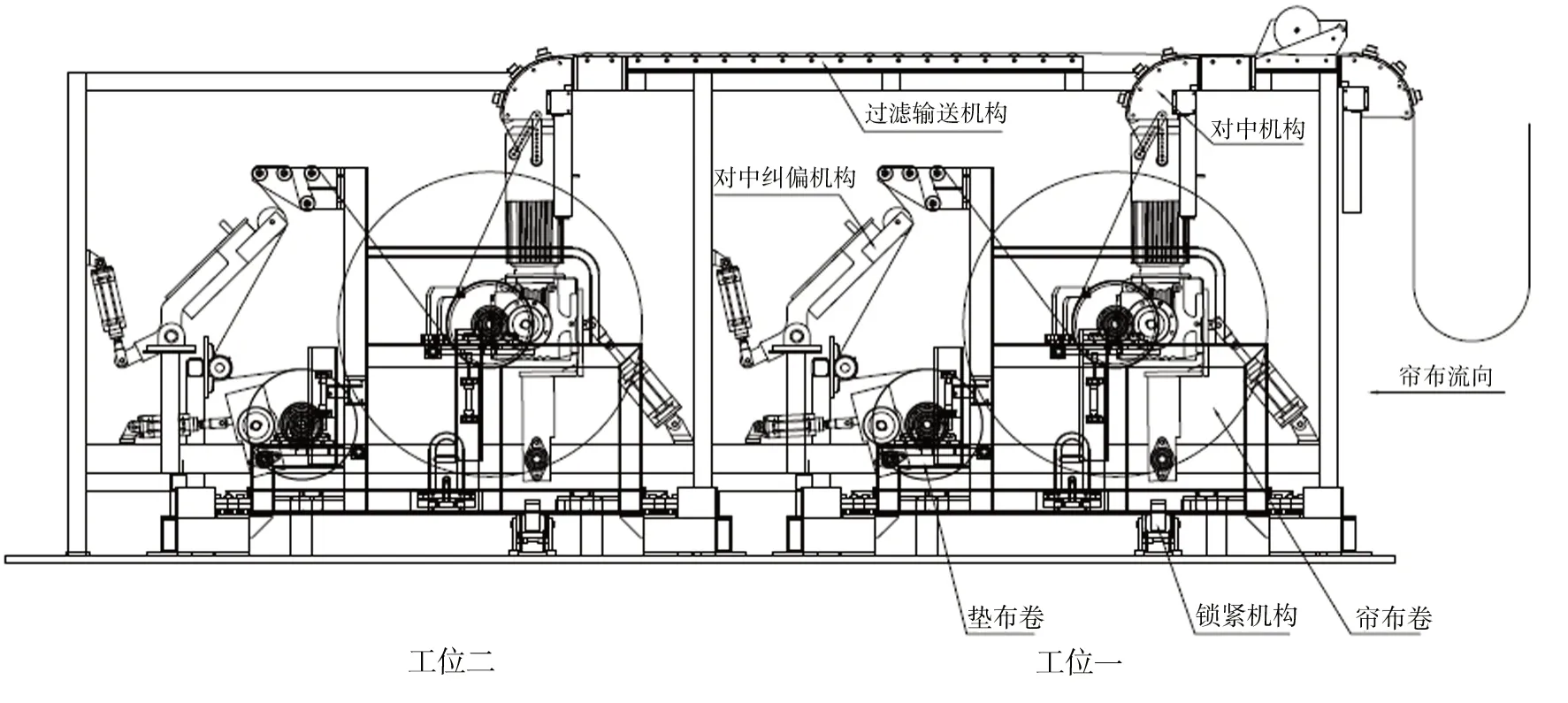
圖2 改進后卷取結構示意
另外,卷取單元結構改進前采用順時針收卷形式,簾布來料方向與收卷方向相同,沒有反卷(翻面)效果;卷取單元結構改進后采用逆時針收卷形式,簾布來料方向與卷取方向相反,簾布翻面在卷取工位內部完成。
2 卷取結構改進效果
2.1 減速電機
帶束層鋼絲簾布自動生產線卷取單元結構改進后,減速電機采用SA77DRE100LC4 BE5/TH/V高效電機(德國SEW集團產品)。電機機械效率η=0.7,電機輸出減速比i=28.41,電機啟動時間t=0.5 s,達到工作速度時料卷輥筒轉過距離L=0.1 m,滿料卷寬度B=300 mm,滿料卷直徑D=1050 mm,滿料卷總質量m=700 kg。
根據假設條件鋼絲簾布卷取減速電機的轉速(線速度)如圖3所示,其它工藝參數如下。
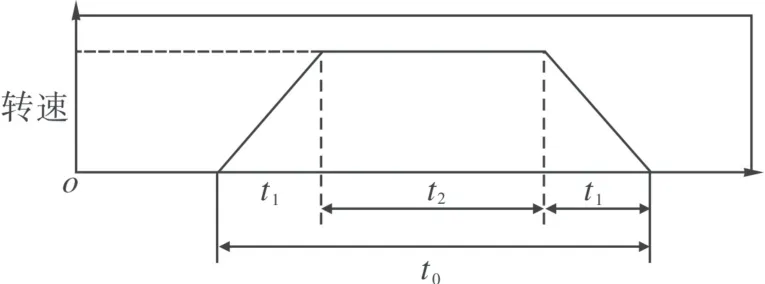
圖3 減速電機的轉速示意
(1)加速時間t′
(2)減速電機輸出軸角加速度θ

(3)減速電機輸出軸轉速N
查手冊得出N=16.63(r·min-1)。
(4)料卷輥筒的轉動慣量JM

式中,D1和D2分別為料卷最大直徑和最小直徑。
(5)電機軸加速轉矩Ts
(6)必須轉矩TM
TM=TsS=416(N·m)(S為安全因數)。
(7)氣制動靜摩擦轉矩TQ
查手冊得出TQ=53(N·m)。
(8)TM+Ts<T
式中,T為減速電機輸出轉矩,查SEW電機手冊可得。
本設計選取的鋼絲簾布卷取減速電機可滿足生產要求。對于減速電機而言,阻力矩不止一個。隨著簾布卷取的進行,料卷直徑增大,轉動慣量和力矩動態補償也增大。為了整條生產線運行速度匹配,減速電機要在近似恒線速度下運轉,因此減速電機的線速度與料卷直徑成反比例關系。
2.2 鎖緊氣缸
鋼絲簾布滿料卷質量m1=700kg,小車空載時質量m0=2200kg,小車滾動摩擦系數μ=2mm,小車輪子半徑R=75mm,氣缸型號為DNC-80-150-PPV-A,其返回行程時拉力F=2721N。
(1)小車滿載質量m2

(2)小車輪子的摩擦力Ff

(3)Ff<F
本設計可以實現當人工更換小車時車頭部分進入工位,觸發行程開關并發出信號,氣缸拉小車至工作位的半自動操作。
2.3 墊布成本
塑料墊布只能一次性使用,其消耗是持續的。帶束層鋼絲簾布卷取時使用塑料墊布,不僅提高生產成本,而且不利于環保。按每卷簾布長200 m,使用400 m塑料墊布(雙層),每天使用20卷塑料墊布計算,每天使用的塑料墊布成本為1734元,一年使用的塑料墊布費用達63.3萬元。采用重復使用的尼龍墊布,雖然小車制造成本較高,但其長遠的經濟性和環保優勢明顯。
3 結語
帶束層鋼絲簾布自動生產線雙工位卷取單元結構改進后采用小車式尼龍墊布卷取簾布,抑制了簾布拉伸變形,提高了鋼絲簾布質量,避免了工字輪式卷取造成的塑料墊布浪費,既環保又降低生產成本。但改進后的卷取單元機械結構較復雜和機加工成本較高的問題有待探討解決。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50