橡膠履帶質量問題的原因分析及解決措施
2015-07-31 05:47:04王麗莉王克成
橡膠科技 2015年1期
王麗莉,王克成
(1.樺林佳通輪胎有限公司,黑龍江 牡丹江 157032;2.浙江富銘工業機械有限公司,浙江 臨海 317000)
橡膠履帶由橡膠部分和鋼絲簾線、纖維簾布、芯金(鐵齒)組成,橡膠部分包括花紋側膠、底膠、鋼絲簾線膠、簾布膠、緩沖膠、齒膠和輪側膠。橡膠履帶結構如圖1所示。
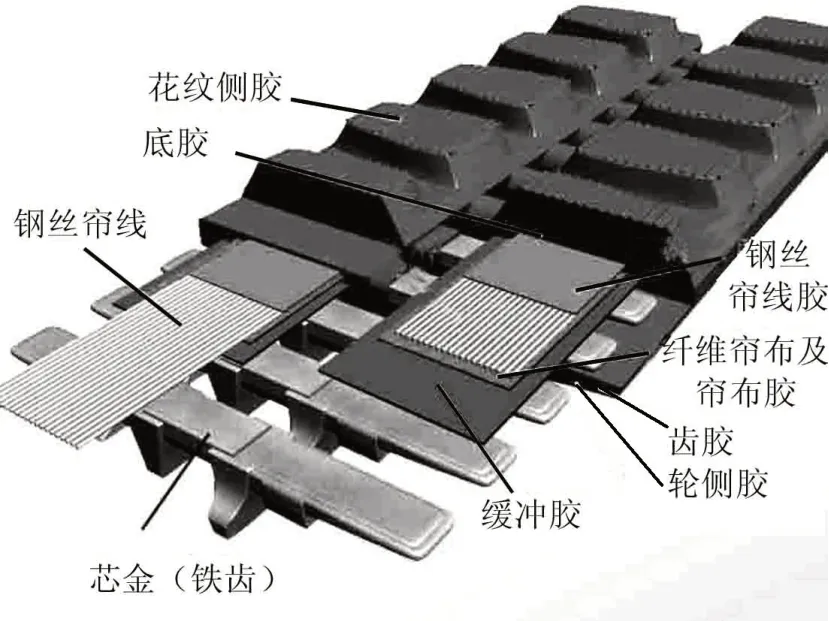
圖1 橡膠履帶結構
裂口、氣泡、鋼絲簾線斷裂是橡膠履帶常見質量問題,這些問題給橡膠履帶生產企業和用戶造成較大的經濟損失。下面介紹橡膠履帶裂口、氣泡、鋼絲簾線斷裂的產生原因,并提出相應的解決措施。
1 帶體裂口
橡膠履帶在生產和使用過程中產生的裂口影響其使用壽命,通過改進生產工藝、優化帶體結構和膠料配方,可以有效減少橡膠履帶裂口,提高橡膠履帶質量。
1.1 硫化過程中產生的裂口
1.1.1 接頭部位花紋側膠裂口
橡膠履帶硫化過程中接頭部位花紋側膠裂口如圖2所示。

圖2 橡膠履帶硫化過程中接頭部位花紋側膠裂口
(1)原因分析
①橡膠履帶采用二次硫化工藝。在一次硫化時帶體4個端部對應的平板部位需要通循環冷卻水,以控制端部的硫化程度,以便二次硫化時帶體接頭硫化。如果一次硫化時公共齒接頭部位外側表層已硫化,內層卻嚴重欠硫,二次硫化時花紋側膠表層和內層間出現層流,花紋側膠被擠壓、重疊,形成裂口。
②花紋側膠底角度過渡圓弧半徑偏小,由于一次硫化時花紋側膠體積膨脹,在二次硫化時造成花紋側膠表層被模具擠壓出痕跡,形成裂口。
(2)解決措施
①標定硫化時通冷卻水時間和冷卻水溫度、流量,生產作業時嚴格控制這些指標,同時采取大循環供水系統,縮小供水系統溫差。
②優化橡膠履帶花紋塊結構,提高模具加工精度。
1.1.2 輪側膠裂口
橡膠履帶硫化過程中輪側膠裂口如圖3所示。

圖3 橡膠履帶硫化過程中輪側膠裂口
(1)原因分析
①一次硫化時接頭公共齒輪側膠部位過熟,二次硫化時造成輪側膠表層接頭痕跡,形成重皮或裂口。
②輪側膠施工長度或質量偏大,造成部分輪側膠擠入一次硫化已硫化的部位,形成重皮或裂口。
③模具溫度過高,膠料焦燒時間過短,致使膠料在硫化合模和排氣時早期硫化。
(2)解決措施
①按指標嚴格控制一次硫化時通冷卻水時間和冷卻水溫度、流量。
②標定施工標準,生產作業時嚴格執行。
③降低模具溫度,改進輪側膠配方,延長輪側膠焦燒時間。
1.1.3 二次硫化時模具邊部內側花紋側膠裂口
橡膠履帶二次硫化時模具邊部內側花紋側膠裂口如圖4所示。

圖4 橡膠履帶二次硫化時內側花紋側膠裂口
(1)原因分析
①一次硫化時欠硫區域過大,達到二次硫化的模具邊部。
為描述系統的切換拓撲情形,定義分段函數σ:[0,)→Λ={1,2,…,M},其中M表示系統所有可能的通信拓撲情況.同時,為描述系統通信拓撲中的時延情形,令τr(t)∈{τij(t):i,j=1,2,…,n,i≠j},其中r=1,2,…,m(mn(n-1)),并且假設存在常數τ0使0<τr(t)>τr(t)
②二次硫化時帶體壓齒數少,不能承受合模時產生的擠壓力。
③鋼絲簾線周長偏小,裝模時過分拉伸定位。
④合模操作不規范,加壓排氣次數過多,合模擠壓力過大。
⑤二次硫化時接頭施工長度和質量偏大,擠壓流失膠料過多。
(2)解決措施
①通過熱電偶測溫,準確控制帶體欠硫區域的硫化程度。帶體欠硫程度隨著距模具端部距離增大呈遞減趨勢。帶體欠硫區域控制在距模具端部270 mm以內。
②確定二次硫化時帶體的壓齒數,即齒節距在96 mm以上時,壓齒數不小于2;齒節距在72~96 mm時,壓齒數不小于3;齒節距在52.5~72 mm時,壓齒數不小于4;齒節距在48~52.5 mm時,壓齒數不小于5。
③鋼絲簾線成型盤直徑定位準確,保證鋼絲簾線周長公差在規定范圍內。裝模時拉伸定位適宜。
⑤一次硫化出模的帶體需要二次定長,按預成型施工標準裁切,使裁切帶體尺寸接近模具內輪廓,即保證裝模后模腔內仍有一定空間,以利于膠料流動,使膠料充滿模腔并利于排氣。
1.1.4 芯金根部、芯金側部膠裂口
橡膠履帶硫化過程中芯金根部和芯金側部膠裂口如圖5所示。
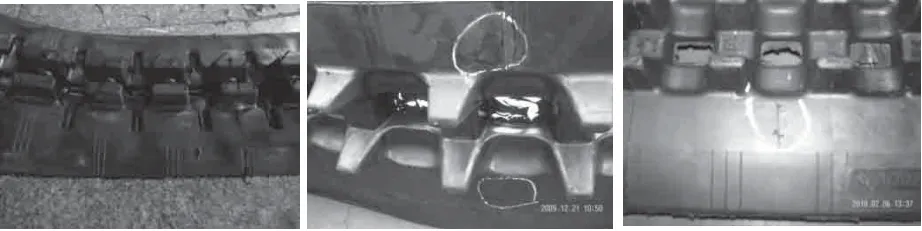
圖5 橡膠履帶硫化過程中芯金根和芯金側部膠裂口
(1)原因分析
①芯金與模具吻合不當,造成膠料流動受阻。
②膠料施工質量偏小,造成缺膠。
③膠料流動性不佳,未充滿模腔。
④模具表面不潔或結垢過多,膠料不易流動。
⑤模具排氣線及排氣孔分布不合理、不足或堵塞,致使輪側膠與模腔壁間的空氣未完全排出。
(2)解決措施
①按標準設計芯金,杜絕使用不合格的芯金。
②嚴格按預成型施工質量標準稱取膠料。
③降低輪側膠門尼粘度,提高其流動性。
④定期清洗模具,保持模具表面無垢、清潔。
⑤合理分布模具排氣孔和排氣線,排氣線間互相連通,相鄰排氣線的排氣孔均勻錯開,疏通堵塞的排氣孔。
1.2 使用過程中產生的裂口
1.2.1 芯金上輪側膠裂口
橡膠履帶使用過程中產生的芯金上輪側膠裂口如圖6所示。
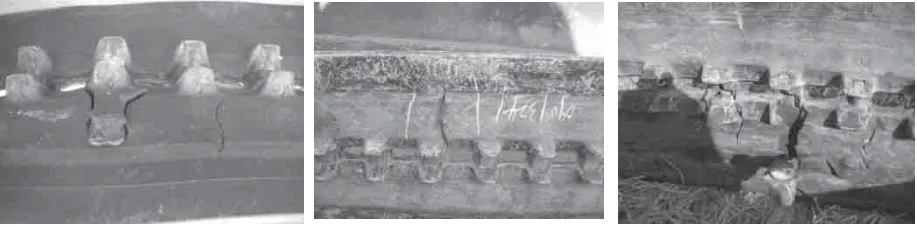
圖6 橡膠履帶使用過程中芯金上輪側膠裂口
(1)原因分析
①齒膠粘合強度低,橡膠履帶使用過程中齒膠與芯金剝離,使附著在芯金上的輪側膠被機械齒輪碾壓,形成裂口。
②芯金處理和使用不規范,表面不潔或粘上灰塵,導致芯金松動,直至與齒膠剝離。
③硫化機電加熱管損壞未及時發現,造成鋼絲簾線膠和齒膠產生欠硫氣泡,橡膠履帶使用過程中出現齒膠與輪側膠脫層,形成裂口。
④鋼絲簾線浸漬膠漿中的溶劑揮發不凈、鋼絲簾線壓合不實、鋼絲頭部翹起,造成鋼絲簾線膠與齒膠產生窩氣,橡膠履帶使用過程中出現齒膠與輪側膠脫層,直至形成裂口。
(2)解決措施
①改進齒膠配方,提高齒膠與芯金粘合強度。
②除盡芯金拋丸處理后的噴砂殘渣,并對芯金表面進行磷化處理,使其形成微晶磷化膜,防止芯金表面出現銹跡、污漬和氧化層。
③對硫化機進行改進,增加電路故障報警器,及時維修硫化機電路,同時按規定延時硫化產品。
④鋼絲簾線浸漬膠漿的濃度適當,鋼絲簾線浸膠均勻,上無積膠現象,浸漬膠漿后熱風吹干,待膠漿中的溶劑充分揮發后包膠片和纖維帆布,以免硫化后帶體脫層、鼓泡,直至裂口。
1.2.2 接頭區域開裂
橡膠履帶使用過程中出現的接頭區域開裂如圖7所示。
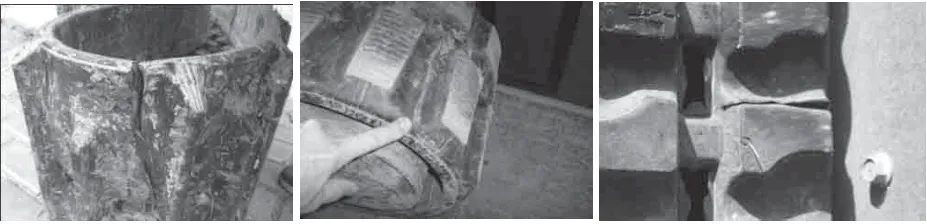
圖7 橡膠履帶使用過程中接頭區域開裂
(1)原因分析
①花紋側膠施工尺寸過小,帶體接頭靠硫化合模時擠壓完成。
②花紋側膠二次定長時接頭部位未整理好,接頭界面粘合性能不好。
③接頭區域或其外側欠硫,造成接頭部位拉伸強度和定伸應力等物理性能下降。
④接頭區域或其外側過硫,造成接頭部位撕裂強度和拉斷伸長率等物理性能下降。
(2)解決措施
①對二次硫化花紋側膠施工尺寸進行標定、調整,使之與一次硫化的帶體壓接上,改擠壓對接方式為壓接方式。
②一次硫化帶體與花紋側膠的各端部修整出45°斜面,便于粘合。
③接頭部位二次硫化區域包括所有一次硫化的欠硫部位,二次硫化時確保欠硫部位完成硫化。
④二次硫化時接頭區域壓齒數過多、尺寸過大時相應硫化平板部位必須通冷卻水,確保已硫化的部位不再升溫硫化。
1.2.3 花紋側膠裂口
橡膠履帶使用中發生的花紋側膠裂口如圖8所示。

圖8 橡膠履帶使用過程中花紋側膠裂口
(1)原因分析
①膠料混煉加工不均勻,造成帶體局部物理性能不均勻。
②花紋側膠硬度過大,耐屈撓龜裂性能和耐龜裂增長性能下降。
③機械自質量大,行駛速度快。
(2)解決措施
①膠料采用2段混煉,以提高并用膠的相容性和炭黑在膠料中的分散性。
②改進花紋側膠配方,提高含膠率,降低硬度,從而提高花紋側膠的耐屈撓龜裂性能和耐龜裂增長性能。
③根據機械的用途和性能變化,開發不同的橡膠履帶,以適應市場需求。
2 帶體氣泡
橡膠履帶硫化時在膠料中、鋼絲簾線間以及纖維簾布間產生氣泡,表現為在帶體表面、鐵齒溝槽間出現明疤,這不僅影響橡膠履帶外觀質量,而且影響橡膠履帶性能。橡膠履帶硫化時產生氣泡的主要因素有原材料、混煉膠、半成品、設備和模具等。
2.1 原材料
原材料因素致使橡膠履帶產生氣泡的原因及解決措施如下。
(1)原因分析
①天然橡膠水分與揮發分含量超標。
②橡膠助劑在倉儲、運輸和配料等環節受潮,水分含量增大。
③鋼絲簾線浸漬膠漿未干或鋼絲簾線受潮。
④纖維簾布受潮。
(2)解決措施
①天然橡膠切膠后烘烤,嚴格控制其水分和揮發分含量。
②增加助劑防潮措施,尤其在雨季、霧天避免助劑在倉儲、運輸和配料等過程中受潮、淋濕,配好的原料用塑料袋封裝。
③鋼絲簾線在使用前1 h打開包裝,保持室內濕度不超標,避免鋼絲簾線受潮。
④纖維簾布壓延前加熱烘干,簾布在進壓延機前回潮率小于1%。
2.2 混煉膠
混煉膠因素致使橡膠覆帶產生氣泡的原因及解決措施如下。
(1)原因分析
①混煉膠分散性能不理想。
②混煉溫度偏低,水分揮發不凈;二段混煉排膠溫度高,在開煉機上加硫黃時硫黃熔化或膠料焦燒。
③混煉膠停放時間不足或沒有停放就直接使用。
④膠料熱煉不均勻,出型膠料表面不光滑。
⑤熱煉時膠料表面包裹空氣,出型膠料窩藏空氣。
(2)解決措施
①優化膠料配方,選用易分散助劑或使用分散劑、均勻劑等加工助劑以提高膠料的分散性能。
②膠料混煉采用2段密煉工藝,一段混煉時提高混煉溫度,讓原材料中的水分與揮發分充分揮發。膠料停放后再進行二段混煉,控制二段排膠溫度,避免硫黃熔化或膠料焦燒。
③嚴格控制塑煉、一段混煉、二段混煉、出型膠料的停放時間,保證各種橡膠助劑充分擴散,提高膠料的均勻性。
④熱煉時通過割刀、落盤、搗膠等操作使膠料混煉均勻。采用熱煉與出型分開的作業方式,提高出型膠料表面的光滑程度。
⑤采用擠出工藝擠出膠料,出型膠料不窩藏空氣。
2.3 半成品
半成品因素致使橡膠履帶產生氣泡的原因及解決措施如下。
(1)原因分析
①開煉機輥筒溫度、熱煉供膠溫度、擠出排膠溫度控制不嚴格,半成品表面有氣泡。
②簾布及簾布膠中留存空氣,導致壓延簾布中包裹空氣,成型和硫化時難以排凈。
③出型半成品部件厚度、寬度和質量公差大,影響膠料在模腔中流動。
④預成型時膠料多層疊起,窩藏空氣。
⑤鋼絲簾線之間空隙大,覆膠時易窩藏空氣。
⑥硫化壓力偏低,膠料致密性能差,易產生氣泡。
⑦硫化升溫不夠,產生欠硫氣泡。
(2)解決措施
①控制開煉機容量、輥筒溫度,防止供膠溫度和擠出排膠溫度過高而致使氣泡裹在膠料中難以除去。
②順著壓延簾布經線排布多組棉線和在壓延簾布卷取裝置前增設刺氣泡裝置,提升簾布層間排氣效果。
③修正擠出口型板結構,嚴格控制半成品的施工尺寸及公差,且帶坯形狀有利于膠料充模。
④預成型時多層膠料疊起,膠層壓排氣線,以減少膠層間存留空氣。同時,膠料刺貫穿孔,或用氣泡針刺破膠料表層氣泡。
⑤鋼絲簾線覆膠工藝由涂刷膠漿和貼膠片改為擠出覆膠,以降低覆膠鋼絲簾線空氣含量。
⑥合理設定硫化壓力,保證膠料流動,充滿模腔。
⑦嚴格控制硫化溫度,改手控操作為自控操作。
2.4 設備與模具
(1)原因分析
①平板硫化機溫控系統偏差大,模腔溫度偏高,縮短了膠料的充模流動時間。
②模具表面損傷、凹凸不平,影響膠料的流動性。
③模具表面結垢,影響膠料的流動性。
④模具排氣線與排氣孔分布不合理,排氣線偏細,排氣孔直徑偏小,影響排氣效果。
⑤模具輪側芯金溝槽、導角處結構不合理,膠料進入時產生層次,致使膠料夾帶的氣體不能排凈,合模排氣時膠料在此處易產生渦流、湍流、重疊。
(2)解決措施
①調整硫化機測溫點和改進溫控傳感系統,準確控制模腔溫度。
②修復模具表面損傷處,防止模具表面損傷。
③定時對模具表面進行清洗、拋光,保證模具表面光潔度。
④改進模具排氣線和排氣孔布局,合理布局排氣線和排氣孔,排氣線適當加粗,且縱橫貫通,加大排氣孔直徑,提升排氣效果。
⑤優化模具的輪側芯金溝槽、導角處結構,避免或減少膠料在此處產生渦流、重疊現象。
3 鋼絲簾線斷裂
橡膠履帶中的鋼絲簾線層又稱強力層,是橡膠履帶中承受張力和傳遞動力的骨架層。解決橡膠履帶因鋼絲簾線斷裂而報廢的問題是橡膠履帶行業重要的課題。
3.1 鋼絲簾線膠脫層
橡膠覆帶鋼絲簾線膠脫層導致的鋼絲簾線斷裂如圖9所示。

圖9 橡膠履帶鋼絲簾線膠脫層導致的鋼線簾線斷裂
(1)原因分析
①鋼絲簾線擠出或纏繞時排列過密,導致鋼絲簾線縫隙間無覆膠,或鋼絲簾線與鋼絲簾線膠粘合強度低等造成鋼絲簾線膠脫層,致使鋼絲簾線斷裂。
②鋼絲簾線和鋼絲簾線膠表面不潔(有油污和灰塵)、鋼絲簾線膠噴霜等造成鋼絲簾線膠脫層。
③鋼絲簾線與芯金間距過小,造成鋼絲簾線膠與鋼絲簾線、鋼絲簾線膠與芯金粘合強度低,造成鋼絲簾線膠脫層。
④二次硫化前帶體接頭部位未補貼好鋼絲簾線膠,或未包好、壓實,窩藏有空氣,降低了鋼絲簾線與鋼絲簾線膠的粘合強度,造成鋼絲簾線膠局部脫層。
⑤鋼絲簾線浸漬膠漿后汽油揮發不凈就覆膠,硫化時鋼絲簾線與鋼絲簾線膠間鼓泡,鋼絲簾線膠脫層。
(2)解決措施
①在鋼絲簾線擠出或纏繞時嚴格按施工標準控制排列密度,防止鋼絲簾線疊起,保證鋼絲簾線間覆膠。
②加強鋼絲簾線及鋼絲簾線膠的作業現場管理,保持其表面清潔。
③鋼絲簾線擠出或纏繞時膠片厚度達標,在芯金與鋼絲簾線間增加一定厚度和寬度的膠片。
④二次硫化前將接頭部位鋼絲簾線修整好,補貼鋼絲簾線膠后壓實,防止窩藏空氣。
⑤鋼絲簾線浸漬膠漿濃度達標,膠漿干后再覆膠。
3.2 帶體裂口
橡膠覆帶帶體裂口導致的鋼絲簾線斷裂如圖10所示。

圖10 橡膠履帶帶體裂口導致的帶體鋼絲簾線斷裂
(1)原因分析
①接頭裂口直至開裂,造成鋼絲簾線層進水,導致鋼絲簾線腐蝕生銹、斷裂。
②接頭區域欠硫、花紋側膠不耐磨,帶體在很短的時間出現禿花掉塊、裂口現象,導致鋼絲簾線腐蝕生銹、斷裂。
(2)解決措施
①一次硫化時嚴格控制接頭區域硫化程度,確保接頭公共齒一半全硫化另一半欠硫;二次硫化時花紋側膠搭在欠硫部位兩端,避免接頭區域膠料對接。
②一次硫化時接頭區域控制在2個齒以內,二次硫化時端部壓齒不少于3個,避免接頭區域間欠硫。
3.3 橡膠履帶使用不當
橡膠覆帶使用不當導致的鋼絲簾線斷裂如圖11所示。
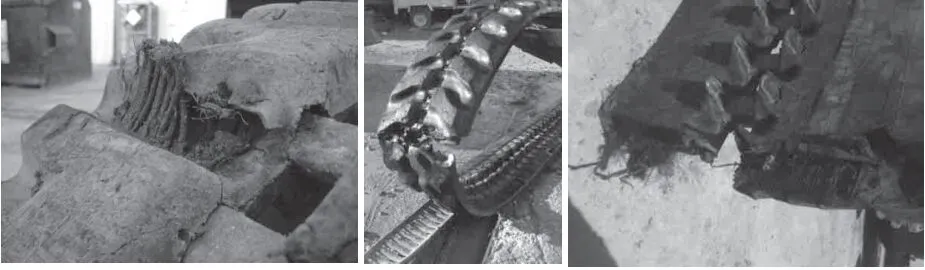
圖11 橡膠履帶使用不當導致的鋼絲簾線斷裂
(1)原因分析
①橡膠履帶與其所用機械不匹配,造成橡膠履帶鋼絲簾線承受的總體抗拉強度增大、局部鋼絲簾線負荷增大、受力不均勻等,導致鋼絲簾線斷裂。
②機械作業時帶體刺破、劃破,造成鋼絲簾線外露,致使鋼絲簾線腐蝕生銹、斷裂。
(2)解決措施
①加強橡膠履帶使用標準的推廣,建立產品跟蹤信息數據庫,保證橡膠履帶與機械匹配。
②加強橡膠履帶使用與保養的宣傳,避免或減少機械作業時帶體刺破、劃破。
4 結語
通過嚴格控制工藝條件、改進工藝操作、加強工藝管理、嚴格執行施工標準、優化部件和產品結構以及規范產品裝配和使用,可以有效解決橡膠履帶裂口、氣泡、鋼絲簾線斷裂問題,延長橡膠履帶使用壽命。