
鈑金件加工工藝分析
2015-08-04 05:52:42李小懷
科技與創(chuàng)新 2015年15期
李小懷
摘 要:鈑金件具有品種多、光潔度高和外形復(fù)雜等特點(diǎn),其加工工藝難度較大,在加工過程中常會(huì)因某些細(xì)節(jié)控制不當(dāng)而對(duì)整個(gè)構(gòu)件的加工質(zhì)量造成影響,因此,要做好對(duì)加工細(xì)節(jié)的管理。分析了鈑金件加工的特點(diǎn),并對(duì)其加工工藝進(jìn)行了研究。
關(guān)鍵詞:鈑金件;加工工藝;激光切割;細(xì)節(jié)控制
中圖分類號(hào):TG386 文獻(xiàn)標(biāo)識(shí)碼:A DOI:10.15913/j.cnki.kjycx.2015.15.089
文章編號(hào):2095-6835(2015)15-0089-02
加工鈑金件,即采取冷加工方法對(duì)金屬薄板進(jìn)行處理,最終獲取所需且厚度相同的零件,整個(gè)處理過程主要包括剪切、折彎、鉚接、焊接和拼接成型等。加工時(shí)利用手工或模具沖壓使薄板材料變形,達(dá)到設(shè)計(jì)的形狀和尺寸,并通過進(jìn)一步的焊接和機(jī)械加工形成復(fù)雜的零部件。整個(gè)加工過程的復(fù)雜性較大,加工時(shí)必須做好工藝中各個(gè)細(xì)節(jié)的控制,以確保工藝的規(guī)范性。
1 鈑金件加工工藝
1.1 下料
在對(duì)鈑金件進(jìn)行加工時(shí),下料設(shè)備有剪床、沖床、鋸床和數(shù)控等,在選擇上以滿足實(shí)際需求、提高加工效率為根本要求。
1.1.1 剪床
通過剪床設(shè)備來實(shí)現(xiàn)對(duì)各簡(jiǎn)單料件的剪切處理,一般情況均利用模具落料成形完成準(zhǔn)備加工,通常用于加工精度要求較小的無孔、無切角塊料和條料的加工中,具有成本低的優(yōu)點(diǎn)。
1.1.2 沖床
利用沖床采取一步或多步的處理方式,在板材上將零件展開后的平板件沖栽成各種形狀的料件,具有加工效率高、成本低的優(yōu)點(diǎn)。如果選擇此種下料方式加工,需要提前制訂相應(yīng)的模具。
1.1.3 NC數(shù)控下料
根據(jù)零件展平圖編寫程序,并確保能被數(shù)控加工機(jī)床識(shí)別。加工處理時(shí),可根據(jù)程序要求在平板上剪裁出相應(yīng)形狀的料件。
1.2 翻邊
對(duì)料件進(jìn)行翻邊加工時(shí),主要通過抽孔對(duì)比較小的基孔進(jìn)行處理,形成較大的孔,最后進(jìn)行攻絲處理,又可稱為“抽孔”和“翻孔”處理,常用于比較薄的鈑金件加工中。對(duì)于比較薄的鈑金件,其孔周圍正常的淺翻邊加工不會(huì)對(duì)其厚度造成影響,且在30%~40%的變薄程度下,翻邊處理后的高度可擴(kuò)大40%~60%.
1.3 沖床
此環(huán)節(jié)利用專門的模具實(shí)現(xiàn)對(duì)料件的成形處理,將料件加工成要求的形狀,對(duì)精度的要求比較高。實(shí)際加工程序?yàn)闆_孔、落料、沖撕裂、抽孔和成形等,常用的加工模具有沖孔落料模、撕裂模和成型模等。在此環(huán)節(jié)中,必須做好對(duì)操作方向的控制。
1.4 壓鉚
壓鉚有壓鉚螺母、松不脫和螺釘?shù)龋靡簤簤恒T機(jī)或沖床進(jìn)行加工處理,將其鉚接到鈑金件上,在加工時(shí)需要做好對(duì)加工方向的控制。
1.5 折彎
在此環(huán)節(jié)中,將平板料件折彎成3D零件,要利用專門的折床或折彎模具加工。實(shí)際加工中,應(yīng)遵循“上一刀不會(huì)對(duì)下一刀造成干擾”的原則,嚴(yán)格按照加工規(guī)定順序處理。常見的折床模具有直刀、彎刀,需結(jié)合實(shí)際情況選擇。在對(duì)鋁板進(jìn)行折彎加工時(shí)會(huì)產(chǎn)生裂紋,可通過增加下模槽寬、上模折彎處內(nèi)圓角的半徑解決。此外,對(duì)于折彎和壓鉚加工而言,一般情況下先進(jìn)行壓鉚加工,后進(jìn)行折彎處理,但也存在部分料件在壓鉚加工后會(huì)產(chǎn)生干涉問題,可先折彎處理后進(jìn)行壓鉚加工,或邊折彎邊壓鉚。
1.6 焊接
常見的有熔化焊、壓力焊和釬焊等。其中,熔化焊有氣體焊、氬弧焊和手工焊等;壓力焊有對(duì)焊、點(diǎn)焊和撞焊等;釬焊主要為電鉻焊。在選擇焊接方式時(shí),應(yīng)從實(shí)際需求出發(fā),考慮加工料件的材質(zhì),比如不銹鋼與鋁板的焊接主要選擇氬弧焊的方式,鐵板類則多選用二氧化碳?xì)怏w保護(hù)焊的方式。
2 鈑金件加工工藝要點(diǎn)分析
2.1 鈑金展開
鈑金展開是鈑金件加工處理中最重要的環(huán)節(jié),是保證鈑金件設(shè)計(jì)加工準(zhǔn)確性的前提。對(duì)于成形的鈑金件,其精確的展開尺寸對(duì)加工工藝具有較大的推動(dòng)作用,是提高生產(chǎn)效率、降低生產(chǎn)成本的關(guān)鍵。鈑金件展開的長(zhǎng)度即材料由平面折彎所需的長(zhǎng)度,其計(jì)算公式為:
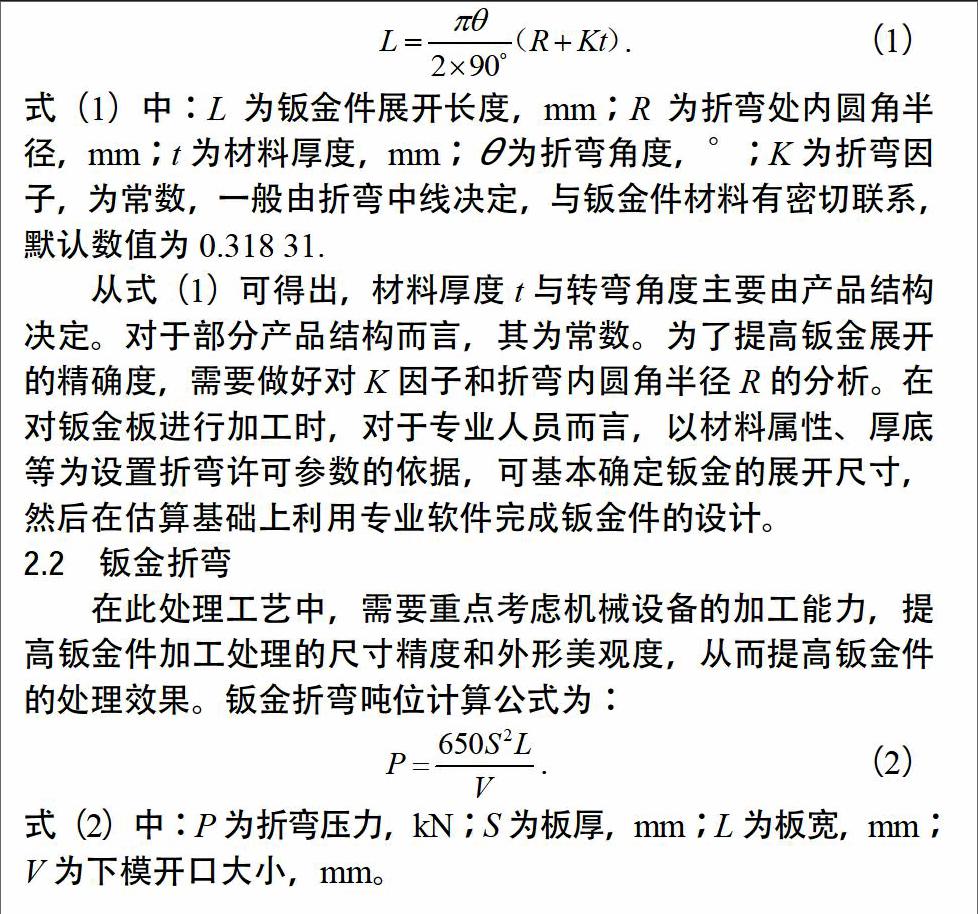
式(1)中:L為鈑金件展開長(zhǎng)度,mm;R為折彎處內(nèi)圓角半徑,mm;t為材料厚度,mm;θ為折彎角度,°;K為折彎因子,為常數(shù),一般由折彎中線決定,與鈑金件材料有密切聯(lián)系,默認(rèn)數(shù)值為0.318 31.
從式(1)可得出,材料厚度t與轉(zhuǎn)彎角度主要由產(chǎn)品結(jié)構(gòu)決定。對(duì)于部分產(chǎn)品結(jié)構(gòu)而言,其為常數(shù)。為了提高鈑金展開的精確度,需要做好對(duì)K因子和折彎內(nèi)圓角半徑R的分析。在對(duì)鈑金板進(jìn)行加工時(shí),對(duì)于專業(yè)人員而言,以材料屬性、厚底等為設(shè)置折彎許可參數(shù)的依據(jù),可基本確定鈑金的展開尺寸,然后在估算基礎(chǔ)上利用專業(yè)軟件完成鈑金件的設(shè)計(jì)。
2.2 鈑金折彎
在此處理工藝中,需要重點(diǎn)考慮機(jī)械設(shè)備的加工能力,提高鈑金件加工處理的尺寸精度和外形美觀度,從而提高鈑金件的處理效果。鈑金折彎噸位計(jì)算公式為:
式(2)中:P為折彎壓力,kN;S為板厚,mm;L為板寬,mm;V為下模開口大小,mm。
從鈑金件加工的實(shí)際情況看,比較常見的折彎工藝有自由折彎、壓迫折彎和三點(diǎn)折彎。其中,在應(yīng)用三點(diǎn)折彎工藝時(shí),鈑金件會(huì)與下模有3點(diǎn)接觸,當(dāng)鈑金件受到上模壓迫時(shí),中間部分會(huì)與鈑金件一起移動(dòng),同時(shí),將鈑金件所處的位置信息反饋給計(jì)算機(jī),以確保折彎精度滿足加工要求。在整個(gè)加工過程中,此環(huán)節(jié)的難度最大,且加工速度較慢。想要在保證加工質(zhì)量的同時(shí)提高生產(chǎn)效率,就必須結(jié)合實(shí)際需求選擇合適的折彎設(shè)備和折彎方式。
3 結(jié)束語
鈑金件現(xiàn)已經(jīng)被廣泛應(yīng)用于多個(gè)領(lǐng)域。在對(duì)其進(jìn)行加工時(shí),需要確定其加工工藝,并結(jié)合實(shí)際加工經(jīng)驗(yàn)總結(jié)管理要點(diǎn),采取合理的措施對(duì)整個(gè)加工過程進(jìn)行優(yōu)化,爭(zhēng)取不斷提高加工效果。
參考文獻(xiàn)
[1]唐超.方管鈑金加工工藝研究[D].北京:國(guó)防科學(xué)技術(shù)大學(xué),2008.
[2]蘭天亮.三維激光切割鈑金件的夾具設(shè)計(jì)方法研究[D].重慶:重慶大學(xué),2011.
〔編輯:張思楠〕
