三葉形復合功能PET短纖維紡絲工藝探討
2015-08-05 03:09:10劉秀清
合成纖維工業 2015年3期
關鍵詞:功能
張 鑫,劉秀清
(中國石化股份有限公司天津分公司,天津300271)
隨著社會科技和文明的進步,人們對服用衣料的要求也越來越高,吸濕速干、抗靜電、抗紫外及抗起球的聚酯(PET)纖維越來越受到人們關注。復合功能PET短纖維在具備常規PET纖維懸垂性好、強度高、優良的抗皺性基礎上,同時具有吸濕速干、抗靜電、抗紫外及抗起球等功能,產品附加值高,市場前景廣闊。作者針對三葉形復合功能PET短纖維生產中紡絲和后加工的主要工藝技術進行了探討,以供同行參考。
1 試驗
1.1 原料
多功能共聚酯:特性黏數為0.576 dL/g,熔點239.2℃,二氧化鈦質量分數為1.22%,二甘醇質量分數 3.02%,端羧基含量 7.33 mol/t,鐵含量2.8 mg/kg,灰分質量分數0.02%,北京服裝學院提供;常規PET切片:特性黏數為0.682 dL/g,熔點255.1℃,二氧化鈦質量分數為0.281%,二甘醇質量分數1.02%,端羧基含量19.4 mol/t,鐵含量1.2 mg/kg,灰分質量分數1.0%,中國石化股份有限公司天津分公司產。
1.2 設備與儀器
干燥設備:真空轉鼓干燥機,容積6 m3,江蘇食品設備廠制;流化床預結晶器加充填干燥塔:干燥能力500 kg/h,英國Rosin公司制;紡絲卷繞設備:6紡絲位,螺桿擠壓機能力480 kg/h,最大紡速2 000 m/min,日本ABE機械工程公司制;后加工設備:拉伸后絲束總線密度6.67×105dtex,最大生產速度 300 m/min,PCS自動控制,德國Fleissner公司提供。
1.3 三葉形復合功能PET短纖維的生產
將多功能共聚酯切片與常規PET切片按質量比2∶8共混,經干燥、紡絲、拉伸、熱定型、卷曲、切斷得到三葉形復合功能PET短纖維,其生產工藝流程見圖1。
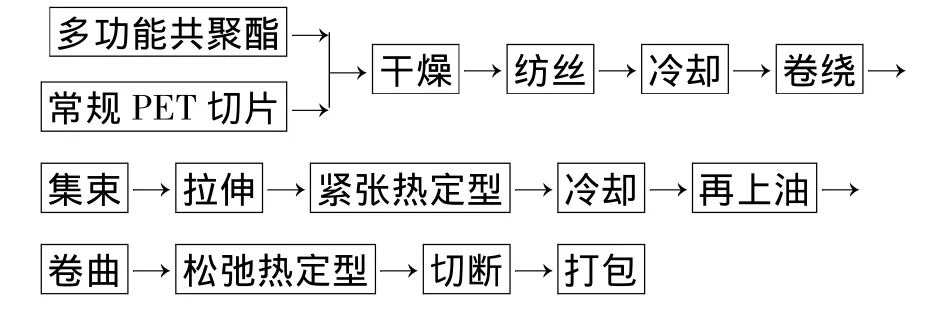
圖1 三葉形復合功能PET短纖維生產工藝流程Fig.1 Flow chart of multifunctional trilobal PET staple fiber production
1.4 分析與測試
線密度:采用奧地利蘭精公司 Lenzingskop 400線密度儀測試纖維的線密度。
強伸度:采用奧地利蘭精公司 Lenzingskop 400等速伸長型單纖維強伸度儀測試。
熱收縮率:采用上海新纖儀器有限公司XH-1單纖維熱收縮儀測試。
體積比電阻:隨機稱取15 g平衡好的纖維,均勻填入比電阻儀的測試盒內推入壓塊,在“測試”檔完成測試并使極板上因填裝纖維產生的靜電“放電”散逸掉,在100 V的測試電壓下,拔動“倍率”開關,直至電表有比較穩定的讀數,即得到該試樣的體積比電阻。
異形度:采用六點測量法測試。取Y形纖維截面6個拐點,分別確定截面外接圓與內切圓,計算纖維截面外接圓與內切圓的半徑及圓心坐標值,由此得出相對徑向異形度、相對截面異形度、理論截面異形度等。
2 結果和討論
2.1 噴絲板
2.1.1 孔形和孔徑
生產細旦三葉形纖維,噴絲板的孔形、孔徑決定熔體在毛細孔內剪切流動的狀態和纖維成形效果。當單葉長寬比過大時,熔體離開噴絲板在牽引張力下,易發生斷絲、飄絲,紡絲無法進行;當三葉形噴絲孔的單葉長寬比過小時,熔體擠出膨化粘連,達不到理想的三葉形效果。紡制三葉形滌綸,長寬比為3∶1時,纖維異形度為34.39%;長寬比為5∶1時,纖維異形度為37.25%;長寬比為7∶1時,纖維異形度為49.45%,隨著長寬比不斷增加,異形度也逐漸升高,但長寬比增加到7∶1以上時,異形度不再顯著增加[1]。考慮到紡絲的穩定和異形度要求,設計單葉長度為0.25 mm,寬度為0.08 mm,孔長為0.5 mm。
2.1.2 孔數和排布
噴絲孔孔數少,產量低,能耗高,不利于生產;孔數過多,使孔密度增大,環吹冷卻效果減弱,原絲斷面不勻率增大,甚至紡絲條件惡化,出現毛絲、斷頭,同時噴絲板加工成本、清洗難度也相應增加。綜合考慮噴絲板設計要求、環吹冷卻能力、裝置產能等相關因素,生產中選擇噴絲板的孔數為2 100,共11圈,于噴絲板的內圈至外圈呈等差交錯向心排布。
2.2 紡絲工藝
2.2.1 切片干燥
由于多功能共聚酯中添加了共聚單體和功能性粉體,對PET分子本身結構的規整性影響較大,從而降低了PET大分子鏈的結晶能力,在干燥過程中,容易發生粘連,造成進料不暢。因此,在共混干燥前,先用轉鼓干燥設備單獨對其進行預結晶處理,預結晶溫度為130℃,時間為11~13 h。然后再將經過預結晶處理的多功能共聚酯與常規PET切片在混料器中均勻混合,在流化床與充填干燥塔中再次干燥,流化床干燥風溫控制在155~160℃,填充塔干燥風溫控制在160~165℃,干燥時間4~5 h,能夠保證干燥順利進行,共混切片的含水率達到30 μg/g以下。
2.2.2 過濾器和組件壓力
因采用表面修飾和分散技術,多功能共聚酯無機粉體納米顆粒在基體中具有良好的分散性,粒徑尺寸為100~500 nm,但灰、鐵等雜質含量仍高于常規PET切片數倍。若過濾目數過粗,熔體中雜質過多,紡絲組件內過濾材料的負荷增加,組件內過濾壓力升高加快,引起組件漏漿或降低組件的使用壽命。若部分雜質仍留在熔體中,與熔體一起從噴絲孔噴出,留在絲條內,會引起紡絲時單絲斷裂,使注頭漿塊和硬頭絲增加,在后加工時也會引起拉伸時單絲斷裂,產生毛絲、斷頭,嚴重影響成品絲質量和紡絲加工的使用性能。綜合考慮選用過濾精度為40 μm的過濾器。
同樣,組件初始壓力的選擇也非常重要。適當提高組件的初始壓力可以改善熔體的流動性,提高過濾效果,減少微量雜質進入噴絲孔,進而對紡絲質量產生影響;然而過高的組件初壓將會大大縮短組件的使用周期,同樣不可取[2]。因此,組件過濾層采用精度為0.5~0.8 mm的金屬砂,填沙量為1 100~1 150 g,初始壓力控制在9.5~11.5 MPa,保證紡絲順利進行。
2.2.3 紡絲溫度
由于復合功能切片中加入共聚單體和納米粉體,破壞了大分子鏈的規整程度,PET的特性黏數下降,導致可紡性變差,原絲的拉伸性能變差,需要適當提高紡絲溫度,改善其流動性能;并提高初生纖維剩余拉伸比,保證后加工拉伸工序順利進行;然而提高溫度,熔體在噴絲口內松弛時間減少,熔體擠出后的膨化效果降低,擠出細流偏離噴絲孔形狀阻力減小,使纖維異形度下降,同時由于升高溫度,黏度降增大,紡絲時容易出現飄絲、斷頭等現象。綜合考慮,選擇紡絲溫度285~287℃為宜。
2.2.4 冷卻成形條件
從表1可看出,隨環吹風出風口距噴絲板距離的縮短,纖維異形度增大。如果出風口距離噴絲板太近,熔體冷卻過快,造成纖維皮芯差異過大;而且出風口與噴絲板面距離越接近,越容易對噴絲板板面溫度造成影響,易形成漿塊和疵點[3]。結合裝置特點,生產中控制冷卻吹風點與噴絲板板面距離為70 mm。
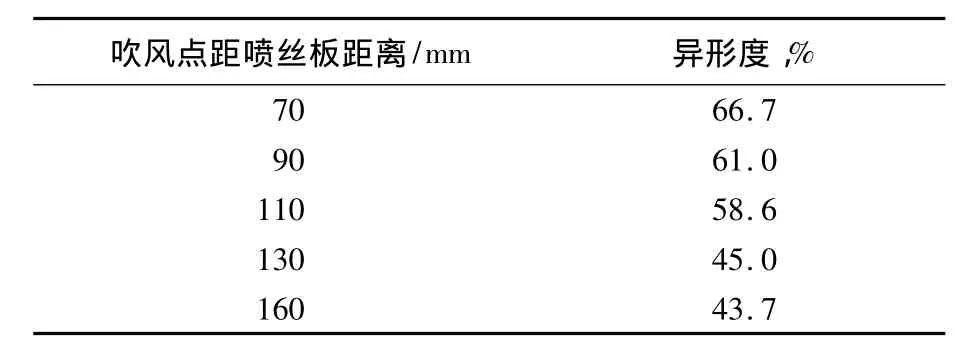
表1 環吹位置對纖維異形度的影響Tab.1 Effect of circular quenching position on degree of profile of fiber
提高風速,冷卻條件加劇,熔體細流的固化速率加快,有利于異形截面的形成。但風速太高會形成湍流,造成絲條搖晃湍動,影響絲束的條干均勻性。降低風溫,冷卻成形速度加劇,熔體細流的固化速率加快,異形度提高,但是降低風溫的同時,使原絲剩余拉伸倍數降低,給后道加工帶來困難。采用相對低速低溫對異形原絲進行冷卻,風溫為21~23 ℃,風速控制在 0.95 ~1.05 m/s,效果較好。
根據上述分析,具體的紡絲工藝條件見表2。
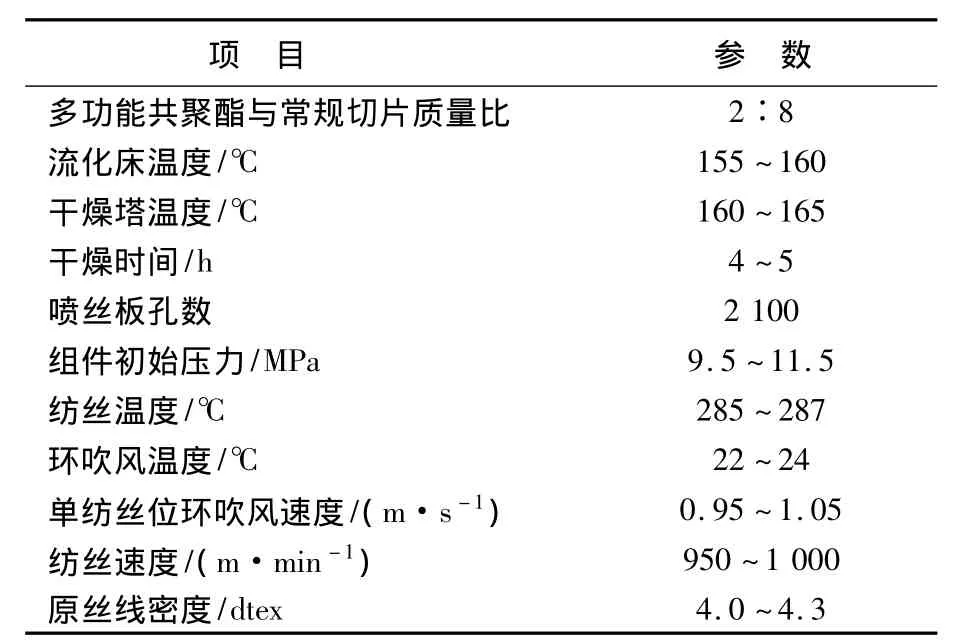
表2 復合功能PET短纖維紡絲工藝參數Tab.2 Spinning process parameters of multifunctional PET staple fiber
2.3 后加工工藝
由于復合纖維表面粗糙,摩擦增大,需要保持集束和拉伸中各工序張力的穩定,以保證拉伸過程張力的均勻性。總拉伸倍數不變的情況下,一級拉伸(油浴拉伸)占總拉伸倍數的86% ~88%,二級拉伸(蒸汽浴拉伸)占總拉伸倍數的12% ~14%,拉伸、生產過程較為穩定。
考慮到多功能共聚酯中共聚單體和納米粉體的加入給纖維帶來的影響,拉伸工序與緊張熱定型溫度的選擇比常規滌綸短纖維后加工時要低些。結合多功能共聚酯的性質和共混原料配比,設置拉伸溫度58~62℃,二牽伸機溫度70~80℃,三牽伸機溫度105~115℃,緊張熱定型溫度150~160℃。具體的后加工工藝條件見表3。
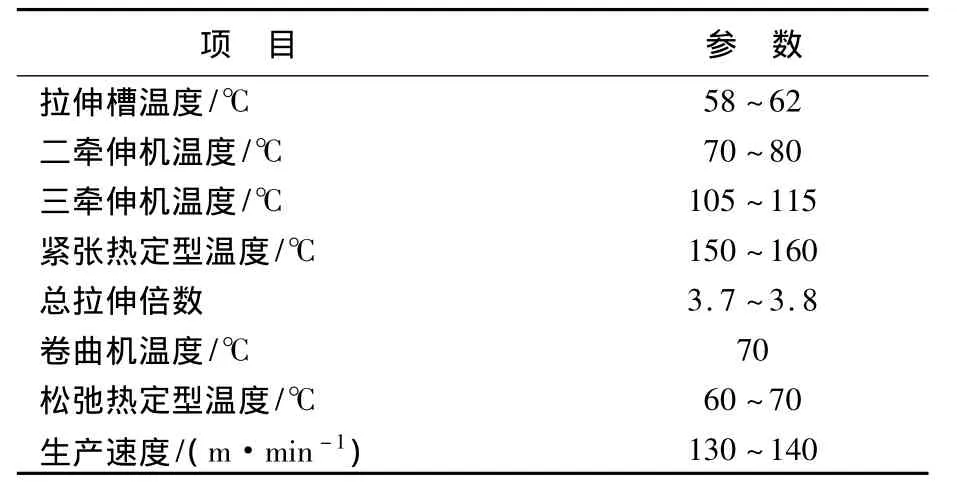
表3 復合功能PET短纖維后加工工藝參數Tab.3 After-processing parameters of multifunctional PET staple fiber
2.4 產品質量
根據上述工藝條件,生產1.33 dtex三葉形復合功能PET短纖維及1.33 dtex常規PET短纖維指標質量見表4。
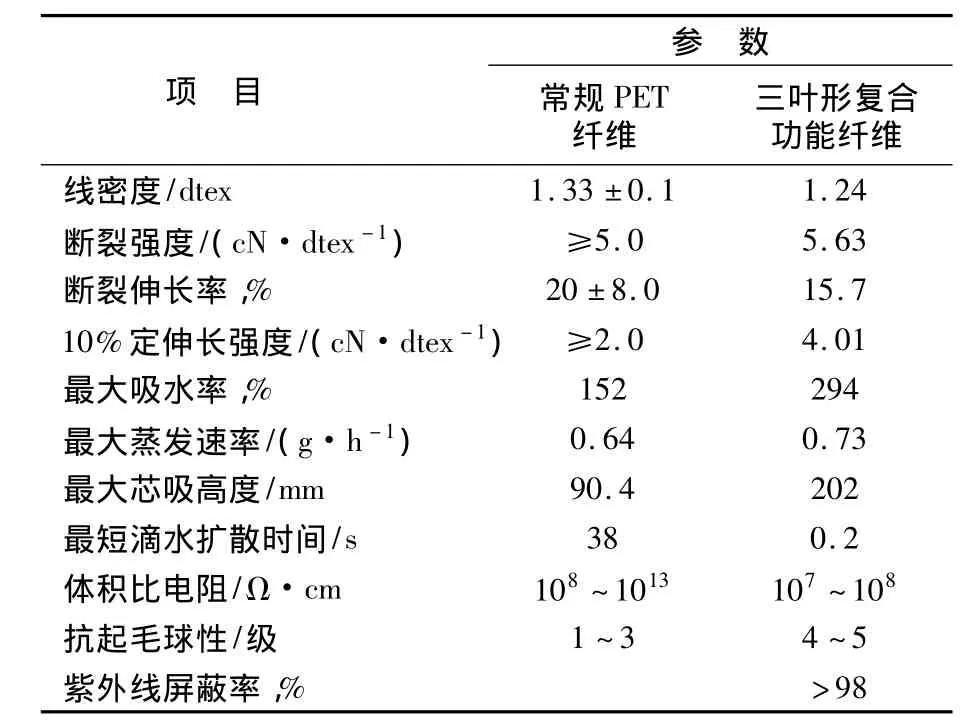
表4 三葉形復合功能PET短纖維與常規PET短纖維質量指標Tab.4 Quality index of multifunctinal trilobal PET staple fiber and traditional PET staple fiber
從表4可以看出,三葉形復合功能滌綸短纖維織物在保持了常規滌綸短纖維織物懸垂性好、強度高、優良的抗皺性的同時,在抗靜電、抗起球、吸濕排干等性能上有普通滌綸織物無可比擬的優勢,實現了吸濕、排濕、抗靜電、抗起球及抗紫外線復合功能化。
3 結論
a.設計噴絲板的孔數為2 100,共11圈,于噴絲板的內圈至外圈呈等差交錯向心排布;孔長為 0.5 mm。單葉長度為 0.25 mm,寬度為0.08 mm。
b.采用對多功能共聚酯預先結晶,提高其軟化點,然后再與常規PET切片共混干燥的方式。先用轉鼓在130℃下對多功能共聚酯切片預結晶11~13 h,然后與常規PET共混后采用流化床與充填干燥塔結合的方式,干燥溫度為155~160℃,干燥時間為4~5 h,共混切片含水率小于30 μg/g。
c.紡絲組件初始壓力為 9.5 ~11.5MPa;紡絲溫度285~287℃;環吹風溫度21~23℃,環吹風速度0.95~1.05 m/s;油浴拉伸占總拉伸倍數的86% ~88%,拉伸溫度58~62℃條件下,生產得到1.33 dtex三葉形截面PET短纖維斷裂強度為 5.63 cN/dtex,斷裂伸長率為 15.7%。
d.復合功能短纖維織物體積比電阻為1×107~1×108Ω·cm,抗起球性能4~5級,最大吸水率294% ,最短滴水擴散時間僅為0.2 s,具有了吸濕、排濕、抗靜電、抗起球及抗紫外線等復合功能。
[1] 楊崇倡,王越,王華平,等.高異形度三葉形滌綸的開發[J].合成纖維工業,2002,26(2):33 -35.
[2] 貝聿瀧.聚酯纖維手冊.[M].2版.北京:中國紡織出版社,1995:220-225.
[3] 張樹鈞.改性纖維與特種纖維[M].北京:中國石化出版社,1995:160-161.
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2021年21期)2022-01-19 02:00:26
中學生數理化(高中版.高考數學)(2020年1期)2020-02-20 13:23:44
經濟技術協作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
