1500 mm寬帶軋制潤滑設備改造
2015-08-19 02:52:00王曉運萊蕪鋼鐵集團銀山型鋼公司板帶廠山東萊蕪
設備管理與維修 2015年7期
武 強 汪 洋 王曉運 熊 雙(萊蕪鋼鐵集團銀山型鋼公司板帶廠 山東萊蕪)
1500 mm寬帶軋制潤滑設備改造
武強汪洋王曉運熊雙
(萊蕪鋼鐵集團銀山型鋼公司板帶廠山東萊蕪)
1500mm寬帶軋制潤滑系統在生產過程中,軋制潤滑泵站壓力波動超壓,軋制潤滑集管噴嘴堵塞,集管易受帶尾碰損,材料耐熱能力不足易變形,噴嘴底座受熱易產生裂紋,集管連接軟管更換困難,油路控制閥門閥芯銹蝕卡塞,對這些問題進行改進,保證系統正常使用。
軋制潤滑改造故障分析
一、引言
熱軋工藝潤滑技術是在軋制過程中,向軋輥輥面噴涂一種特殊的潤滑劑(軋制油),通過軋輥的旋轉,將潤滑劑帶入變形區,使軋輥與軋件表面形成一層極薄的油膜。這層油膜能改善變形區的變形條件,降低軋制力,減輕軋輥磨損,提高產品表面質量。1500 mm寬帶軋制潤滑系統應用于熱軋工藝,起到了降低軋制力,減輕軋輥磨損,提高產品表面質量和延長換輥周期的作用。但在實際使用中,也出現了軋制潤滑泵站壓力波動超壓,軋制潤滑集管裝置噴嘴堵,集管易受帶尾傷害,集管材料耐熱能力不足易變形,噴嘴底座受熱易產生裂紋,集管裝置連接軟管更換困難以及油路控制閥門閥芯銹蝕卡塞等問題。
二、軋制潤滑系統工作原理(圖1)
軋制潤滑系統由供油、供水、油水混合及噴射和控制等子系統組成。供油和供水系統分別經增壓、過濾、計量和控制閥進入混合器,混合后的油水機械混合液通過噴射系統送到工作輥面進行潤滑。熱金屬檢測器自動檢測坯料的到達并與各機架的軋制壓力信號共同控制噴射系統的工作、停止程序。每個機架由1臺計量泵獨立供油,1個電磁閥控制供油,1個混合器完成油水混合。
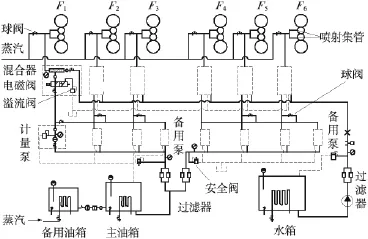
圖1 軋制潤滑系統工作原理
三、故障分析
1.軋制潤滑泵站壓力波動超壓
軋制潤滑主站采用計量泵供油,受計量泵工作原理的限制,計量泵在工作時供油方式為間歇性不連續供油,系統壓力波動大。目前主要采用阻尼器穩定供油壓力,但受設計回路的影響,計量泵出口壓力過高、壓力波動過大的問題依然存在,瞬間峰值壓力達到1.5 MPa,遠遠大于計量泵1 MPa的允許使用壓力,泵出口壓力波動值為0.3~1.5 MPa,造成計量泵損壞。
2.控制閥閥芯銹蝕卡塞
油水混合及噴射系統是整個系統的關鍵部件,每臺機架配1套,分別由噴嘴、混合器、電磁閥、壓力調節、自循環等裝置組成(圖2),保證通過的油水充分混合并使潤滑油顆粒均勻彌散在水中形成機械混合狀態,在短時間內不聚合,以保證獲得良好均衡的潤滑效果。在軋鋼生產間歇,二位三通電磁閥的換位可使油介質保持自循環狀態以保證管道中始終充滿液體、保持壓力和防止溫降。使用維護過程中發現二位三通電磁閥閥芯有銹蝕卡塞現象,正常供油狀態與自循環狀態無法正常切換,造成工作狀態時無法正常給混合器供油,混合液濃度達不到要求;循環狀態時無法正常回油,計量泵壓力過高。
3.軋制潤滑集管裝置缺陷(圖3)
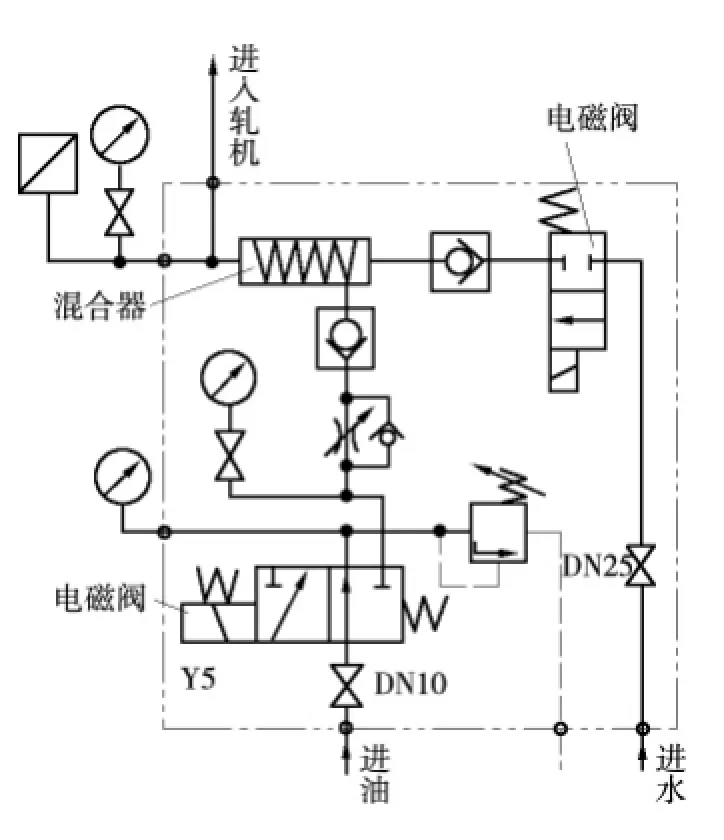
圖2 油水混合控制

圖3 改造前集管

圖4 改造后集管
(1)集管內結污垢,造成噴嘴堵塞。集管裝置安裝于入口上、下切水板中間,受高溫帶鋼烘烤等因素的影響,殘留于集管裝置中的潤滑溶液出現凝結,造成集管內徑減小影響正常的流量。噴嘴上溶液的凝結,直接造成噴嘴堵塞,使軋輥表面潤滑不均勻,軋輥表面摩擦因數的降低也將處于不均勻狀態,影響帶鋼表面質量的穩定,同時增加了操作的風險,通常被迫頻繁更換集管裝置。
(2)噴嘴口徑小清洗困難。系統設計的集管自清洗方式是利用自動蒸汽吹掃清洗,在實際使用過程中,由于噴嘴孔徑較小,集管中結垢的雜物無法通過,有的甚至卡塞在噴嘴中,噴射過程中造成噴射角度偏移,軋輥潤滑扇形面混亂不規則。
(3)缺乏防護措施,易受帶鋼碰損。集管裝置安裝于入口切水板上,處于帶鋼與切水板之間的狹小空間內,與帶鋼距離很近,F4~F6軋機上的集管裝置距離帶鋼更近,在帶鋼快速甩尾時,集管裝置易受到嚴重拍擊,致使集管變形、斷裂。
(4)集管材質耐熱能力不足易變形。現集管采用的材料為1Cr18Ni9Ti,其耐高溫的能力較差,長期處于高溫環境中已出現變形,改變了噴嘴噴射的位置角度。
(5)集管裝置更換困難。為保證噴射到軋輥上的潤滑液流量均勻,集管裝置進液口連接接頭設計于集管中部,更換連接集管和混合器的軟管時,需要從集管中間部位拆卸接頭,受到切水板空間限制拆裝作業困難,通常更換一次需要半小時以上。
四、改造
1.設計穩壓回路
在計量泵出口增加卸荷回路,設定壓力<1 MPa。當系統壓力由于某種原因上升到設定壓力時,卸荷回路使泵站壓力降到1 MPa以內,避免計量泵過載損壞。
2.控制閥閥芯改用不銹鋼材料
軋鋼生產間歇,二位三通電磁閥的換位可使油介質保持自循環狀態以保證管道中始終充滿液體,并保持壓力和防止溫降。為防止水進入油系統中,二位三通電磁閥前的單向閥將水和油隔離,但難免有少量水進入。二位三通電磁閥閥芯采用普通碳鋼材質,水的進入易造成閥芯銹蝕導致電磁閥卡塞。將電磁換向閥閥芯改用不銹鋼材料,避免閥芯銹蝕卡塞事故的發生。
3.改進集管裝置(圖4)
(1)集管兩側增設G3/4英寸絲堵。定期清理時,取下絲堵,利用系統高壓水或蒸汽快速吹掃清理,使集管內大顆粒通過集管兩端排除,避免集管內大顆粒雜質存留,實現在線清理。
(2)為保證軋輥兩側軋制潤滑混合液的均勻分布,同時滿足更換快捷方便的作業要求,將集管入口接口引至滑水板側面,更換作業時間降低到半小時以內。
(3)為提高集管裝置的耐熱能力將集管材料改為Cr25Ni120,解決了集管變形問題。
(4)集管裝置外用角鋼焊接防護罩,避免帶鋼快速甩尾造成集管裝置受到嚴重拍擊。
〔編輯李波〕
TG333.2
B
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中華詩詞(2020年1期)2020-09-21 09:24:52
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
家庭影院技術(2017年9期)2017-09-26 03:41:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00