熱連軋廠鋼卷打捆機的保養(yǎng)維護
2015-08-20 02:15:04王曉
冶金與材料 2015年6期
關(guān)鍵詞:動作
王 曉
(山東鋼鐵股份濟南分公司薄板廠,濟南250101)
鋼卷打捆機是熱軋帶鋼生產(chǎn)線不可缺少的設(shè)備。鋼卷打捆包裝是鋼卷運輸、存儲、發(fā)貨的前提。鋼卷打捆機能否正常使用直接影響軋線生產(chǎn)節(jié)奏和產(chǎn)品外觀質(zhì)量。濟鋼熱連軋廠生產(chǎn)線采用的是日本NH-32型全周向自動打捆機。下面就該型號打捆機的保養(yǎng)維護與故障處理進行簡要總結(jié)。
1 熱軋鋼卷打捆包裝概況
目前,熱軋帶鋼軋鋼自動化程度不斷提高,軋制速度不斷提高,低效率的手工包裝根本無法滿足生產(chǎn)要求。鋼鐵企業(yè)都非常重視鋼卷包裝,以保證安全運輸、提升產(chǎn)品檔次為目的,在軋線上采用了全自動化鋼卷打捆機,基本實現(xiàn)了鋼卷包裝自動化[1]。
對應(yīng)熱軋帶鋼產(chǎn)線而言,鋼卷打捆機一般位于卷取機之后、鋼卷檢查線之后。打捆機一旦停用,將直接影響生產(chǎn)效率。熱鋼卷溫度在400~500℃,暫無法人工打捆,未經(jīng)及時打捆的鋼卷會產(chǎn)生松卷,不利于后續(xù)運輸和吊裝。
目前,在冶金行業(yè),整體來看打捆包裝的機械化程度還有很大提升空間。全自動鋼卷打捆機涉及機械、電氣、氣動、控制等多個專業(yè),零部件精小而繁瑣,加之工作環(huán)境惡劣,對保養(yǎng)維護提出更高要求,對故障排除處理也帶來一定難度。

圖1 NH-32型打捆頭裝配圖
2 濟鋼熱連軋廠打捆機布置與主要動作過程
濟鋼熱連軋廠全自動打捆機共有4臺,全部整機進口自日本KOHAN KOGYO公司。其中每3臺卷取機后各布置一臺打捆機,編號1#2#3#打捆機;鋼卷檢查線后布置一臺,編號4#打捆機。卷取機后的打捆機直接對出來卷取機的鋼卷進行打捆,檢查線后的打捆機對取樣噴號后的鋼卷進行打捆。
1-3#打捆機主要由以下幾部分組成:打捆頭一套、捆帶分配器兩臺、捆帶導(dǎo)槽一組、搖臂裝置一套、捆帶接觸檢測開關(guān)一套、捆帶起吊一套、電氣控制系統(tǒng)一套、氣動控制系統(tǒng)一套。
4#打捆機主要由以下幾部分組成:打捆頭一套、垂直纏繞式捆帶分配器一臺、捆帶導(dǎo)槽一組、打捆頭升降裝置一套、走行小車一套、捆帶接觸檢測開關(guān)一套、捆帶起吊一套、電氣控制系統(tǒng)一套、氣動控制系統(tǒng)一套。
1-3#打捆機的動作時序為:下導(dǎo)槽前進→捆帶穿繞→預(yù)夾緊并活門打開→打捆頭前傾→捆帶收緊→上卡扣剪捆帶→打捆頭下導(dǎo)槽活門復(fù)位→預(yù)送帶。設(shè)計動作周期為34.5s。
4#打捆機的動作時序為:小車前進→下導(dǎo)槽伸出→捆帶穿繞→預(yù)夾緊并活門打開→打捆頭下落→捆帶收緊→上卡扣剪捆帶→下導(dǎo)槽復(fù)位→打捆頭上升活門復(fù)位→預(yù)送帶→小車復(fù)位。設(shè)計動作周期為:一道次46.5s,二道次78s,三道次109s。
3 濟鋼熱連軋廠打捆機的機構(gòu)性能
濟鋼熱連軋廠所用鋼卷打捆機的動力源為壓縮空氣。打捆所用的捆帶為高強度抗拉熱軋帶鋼。打捆機的重點保養(yǎng)和維護圍繞壓縮空氣和捆帶這兩條主線展開:壓縮空氣的清潔度和潤滑效果,捆帶與設(shè)備零部件接觸導(dǎo)致的零部件磨損。一般保養(yǎng)維護圍繞打捆機正常使用過程中零部件的動作磨損和老化展開。總之,打捆機的保養(yǎng)維護主要工作是:潤滑、清潔、恢復(fù)。
3.1 打捆頭的機構(gòu)與性能
濟鋼熱連軋廠使用的FA-32NH動力打捆頭主要由以下幾部分組成:送帶與收緊裝置、上卡扣裝置、活門裝置。其中送帶與收緊裝置由送帶輪、氣動馬達、氣動壓力調(diào)整系統(tǒng)、機械壓力調(diào)整機構(gòu)等組成。
送帶輪與被動輪形成夾送機構(gòu),捆帶從其間通過。送帶輪即捆帶牽引輪,表面花紋;被動輪為表面光滑輪。氣動壓力調(diào)整系統(tǒng)可以調(diào)節(jié)馬達的工作壓力,機械壓力調(diào)整機構(gòu)可以調(diào)節(jié)送帶輪與被動輪的夾緊程度。氣動馬達是送帶輪的動力驅(qū)動裝置。
氣動馬達在捆帶的輸送和收緊過程中提供動力。該氣動馬達有高低兩種傳動比的的齒輪傳動機構(gòu),傳動比的切換通過氣動閥的切換實現(xiàn)。在捆帶繞過鋼卷打捆過程中,一旦達到剛收緊的程度,馬達另一側(cè)的檢測裝置測速電機轉(zhuǎn)速下降,信號控制換向閥切斷馬達氣源,馬達暫停轉(zhuǎn)。檢測馬達的該檢測裝置在馬達暫停轉(zhuǎn)后,重新激發(fā)收緊信號,該信號引起馬達內(nèi)部的低速比齒輪傳動,直到將捆帶收緊至預(yù)先設(shè)定的1400kg拉力,馬達驅(qū)動的送帶輪雖然停轉(zhuǎn),但是依然保持收緊狀態(tài),直到封帶裝置的切口器給卡扣打切口并通過剪刃剪斷捆帶為止[2]。
收緊壓力可以通過連接氣動馬達管路上的壓力調(diào)節(jié)閥或者通過調(diào)節(jié)螺栓調(diào)整彈簧張緊度來實現(xiàn)。
3.2 上卡扣與封帶裝置
當(dāng)捆帶圍繞鋼卷一圈,捆帶末端通過卡扣位置,停止送帶。卡扣設(shè)定在封帶裝置的鉗爪位置。停止信號是由捆帶末端觸碰形成開關(guān)實現(xiàn)的。當(dāng)捆帶有部分重疊時候,小氣缸驅(qū)動封帶裝置作用鉗爪對彈出的卡扣進行預(yù)夾緊。在每一個打捆周期完成后卡扣會自動彈出下一個卡扣。預(yù)夾緊是對卡扣進行邊部往里的有限折疊,折疊的程度取決于鉗爪的力度,鉗爪的力度取決于氣缸的行程。
封帶裝置保持預(yù)夾緊狀態(tài),開始收帶直至達到理想的捆帶張力。當(dāng)達到設(shè)定的捆帶張力時候,鉗爪會用力夾緊卡扣,四片切口器在卡扣邊部打上切口。這樣可以有效防止松卷。同時,動靜刀頭相對運動,將捆帶切斷。
打捆周期完成后,設(shè)備復(fù)位。卡扣彈出器會從卡扣倉里頂出一個新的卡扣置于鉗爪之間。
封帶裝置包括鉗爪、切口器、動靜刀頭及各種連接件。氣缸是上卡扣環(huán)節(jié)的動力源。這些動作包括:小氣缸為鉗爪預(yù)夾緊提供動力,大氣缸為卡扣封裝和剪切提供動力。卡扣彈出氣缸驅(qū)動彈出器動作。
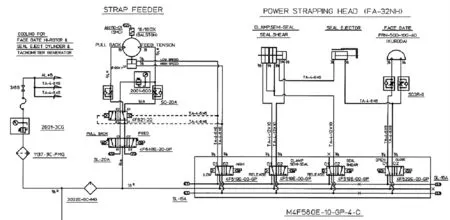
圖2 打捆頭氣動原理圖
打捆頭有一個活門裝置,可以開閉,動作由一個小馬達驅(qū)動齒輪實現(xiàn)。當(dāng)捆帶穿過導(dǎo)槽時,活門是關(guān)閉的;當(dāng)捆帶在打捆頭位置產(chǎn)生局部重疊,然后卡扣預(yù)夾緊后,活門打開,打捆頭前傾至鋼卷位置收帶。打捆周期完成后,打捆頭復(fù)位,活門關(guān)閉,進入下一個周期。
4 全自動鋼卷打捆機保養(yǎng)維護
4.1 操作要點
關(guān)于操作步驟與上述打捆頭的動作時序是一致的,按照動作時序去操作就可以順利操作打捆頭完成動作。需要特別說明的兩點有:一是,卡扣放置于卡扣倉后,要平緩放開小車把手。小車下方有帶簧,小車作用在卡扣上起到壓緊的作用,如果突然放手,小車會劇烈沖擊打捆頭位置的卡扣彈出器。二是,首次送捆帶時候,要確保捆帶頭部接觸到打捆頭的送帶輪。這樣,再操作送帶時候,捆帶能更加順利穿過導(dǎo)槽。
4.2 保養(yǎng)與維護
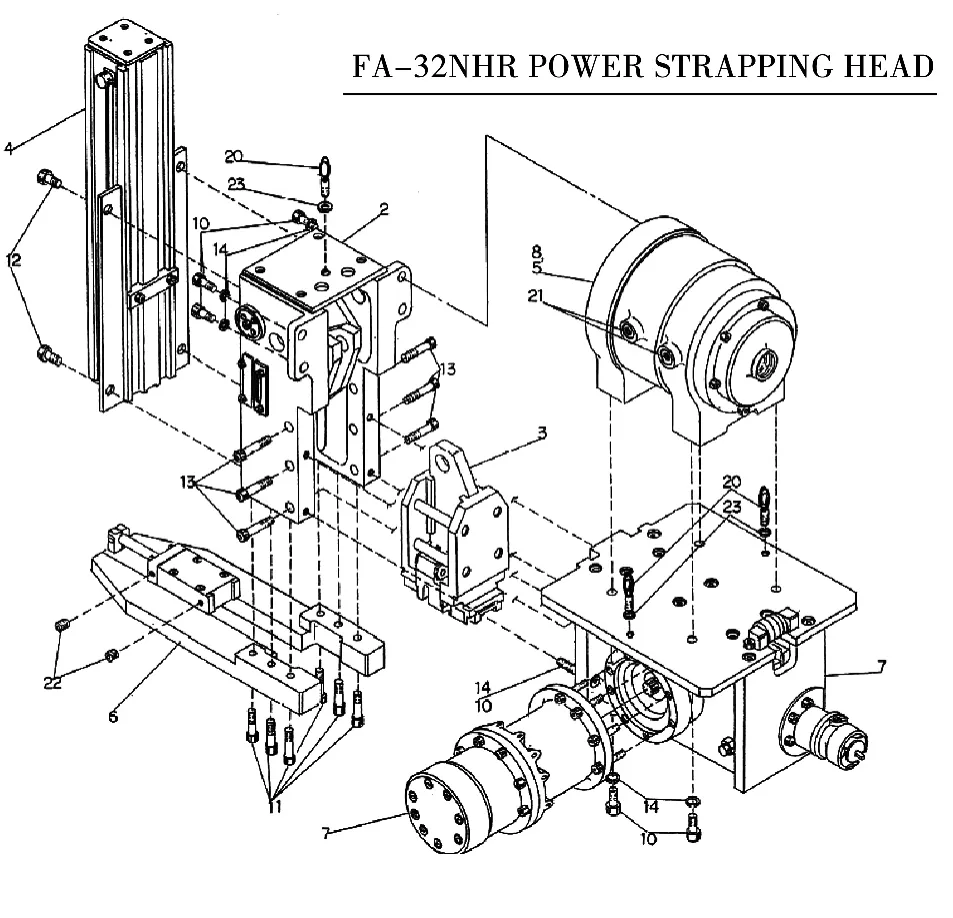
圖3 圖1.NH-32型打捆頭立體分解結(jié)構(gòu)圖
為保證設(shè)備的正常使用,對FA-32NH打捆頭的預(yù)防性保養(yǎng)維護是很有必要的。比如送帶輪、刀具等易磨損件需要定期檢查,設(shè)備內(nèi)部的塵屑及污物及時清理等,操作檢查設(shè)備動作是否到位等。
每周要做的工作有:檢查捆帶切口、卡扣邊部切口及切口夾緊程度,如果存在缺陷,比如切口不平滑,卡扣夾不緊等,應(yīng)考慮更換刀具或者鉗爪,或者兩者同時更換,進一步檢查切口器是否存在崩刃情況。檢查通過送帶輪的捆帶是否存在打滑痕跡,即印痕不清晰。如果存在捆帶打滑問題,則需要進一步檢查送帶輪的花紋,用鋼絲刷清掃送帶輪表面的鐵屑,檢查花紋是否存在嚴(yán)重磨損情況。如果捆帶印痕不清晰,同時送帶輪花紋磨損嚴(yán)重,應(yīng)考慮更換送帶輪。檢查捆帶剪口是否平滑,于靜刀頭上方滑動動刀頭,檢查兩片刀具的間隙,如果間隙超過0.2mm,則需要調(diào)整封帶裝置。如果刀具發(fā)生崩刃,則需要更換刀具。
每月需要做的工作有:分解拆卸封帶裝置;清洗封帶裝置的各零部件,然后加機械油潤滑;清洗送帶輪花紋;檢查油霧器油位并加油;各干油潤滑點補充干油。
4.3 主要檢修預(yù)案
送帶輪的清掃工作:在線清掃可以從機頭面板著手,拆卸機頭面板處滑板,露出送帶輪即可進行檢修工作;拆卸清洗或者更換送帶輪,需要從驅(qū)動被動端拆卸,分別拆卸端蓋、定距環(huán)、止動擋圈、擋環(huán)等,然后將送帶輪移除。送帶輪的拆卸需要專用工具,長螺栓可以作用專用工具使用,齒形擋環(huán)取出最好制作專用工具。
封帶裝置的拆裝工作:首先需要將打捆頭內(nèi)的捆帶抽出,鉗爪處于縮回狀態(tài),然后拆卸下卡扣彈出器,拆卸打捆頭面板,最后投出封帶裝置最里側(cè)的連接銷軸,即可將整個裝置拉出。如果不能順利抽出封帶裝置,可以稍微松一下其正上方的卡扣倉的固定螺栓。封帶裝置的多個連接板、銷軸等結(jié)構(gòu)近似,拆卸前最好拍下初始狀態(tài)照片,拆卸時候按順序擺放,確保清洗完畢后能順利回裝。鉗爪、動刀頭、靜刀頭都是該裝置的一部分,一旦損壞,單獨在線更換是無法實現(xiàn)的,因此建議準(zhǔn)備好封帶裝置組件以實現(xiàn)故障的迅速排除。
4.4 潤滑方案
需要重點關(guān)注的潤滑部件有:馬達、齒輪、連接銷軸、封帶裝置、氣缸和閥。
稀油潤滑主要針對氣動部件。油霧器安裝在管路上,通過壓縮空氣將潤滑油霧化后帶進氣動元件。潤滑油建議采用ISOVG32,粘度過大將給氣動部件帶來不必要的阻力。機械傳動部件,采用干油潤滑,極壓鋰基脂即可。關(guān)于打捆機的稀油潤滑油,需要特別注意,一是油液務(wù)必潔凈,否則帶入氣動件,加速密封破損;二是注意油品選擇粘稠度務(wù)必適應(yīng)氣溫環(huán)境,否則一旦停機且遇到低溫天氣,粘稠度過大的潤滑油將影響氣動件動作靈敏度。
4.5 捆帶與卡扣的要求
加強對捆帶發(fā)藍和打臘要求,捆帶保存注意防潮防銹。否則,鐵屑積聚在打捆機內(nèi)部,會加劇部件,尤其是送帶輪和刀具的磨損。
4.6 生產(chǎn)事故處理注意事項
出現(xiàn)堆鋼后,冷卷的鋼卷直徑較大并且不規(guī)則,須確認(rèn)卸卷小車在往打捆站運卷時候鋼卷沒有掛擦到打捆頭配管后再前行,避免熱鋼卷長時間停在打捆站對打捆機進行持續(xù)烘烤。如果廢卷卷取后無法通過捆帶門,還需要對打捆機捆帶導(dǎo)槽進行拆除。采取對打捆頭局部高溫隔板保護措施,以保護機旁控制柜閥組和配管。非自動打捆時,須確認(rèn)移動導(dǎo)槽收回后再取卷,避免運卷小車撞壞導(dǎo)槽。
[1]于革剛等.鋼卷包裝現(xiàn)狀與發(fā)展趨勢淺析[J].冶金設(shè)備.2005年4月第2期.總第150期.
[2]KIKIWORKSKOHAN KOGYO CO.,LTD.OPERTATING AND MAINTENANCE MANUAL OF INSPECTION LINE BADING MACHINE FOR JINAN IRON AND STEEL GOUPCORP.Jul.2005.MGFNO.0455.
猜你喜歡
作文周刊·小學(xué)一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學(xué)一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學(xué)一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學(xué)周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27
