正交變傳動比面齒輪三軸數控加工方法
2015-08-23 09:37:12林超樊宇曹喜軍蔡志欽
哈爾濱工程大學學報 2015年6期
林超,樊宇,曹喜軍,蔡志欽
(重慶大學機械傳動國家重點實驗室,重慶400030)
正交變傳動比面齒輪傳動是非圓齒輪與非圓面齒輪相互嚙合,相交軸為90°的齒輪傳動,可以實現相交軸之間的變傳動比運動。而面齒輪傳動是圓柱齒輪與面齒輪相互嚙合的齒輪傳動[1]。目前面齒輪傳動主要應用于直升機主減速器傳動裝置的分流傳動結構[2],應用范圍狹窄,其主要原因是:面齒輪設計復雜,加工精度不高,磨齒困難等。以上原因制約了面齒輪傳動的發展與應用。日本佐賀大學在面齒輪滾齒加工方面研究出一種少齒數的大螺旋滾齒刀加工面齒輪的方法[3]。波茲南科技大學對面齒輪的銑削加工方法做了研究[4]。Litvin研究團隊對面齒輪的研究做出了重要的貢獻[5]。我國對面齒輪研究起步較晚,尤其是面齒輪加工方面。近幾年,南京航空航天大學、西北工業大學等在面齒輪的磨齒方面[6-7]進行了研究,特別是南京航空航天大學在面齒輪磨削方面研究了蝸桿磨削面齒輪的方法[8];南京航空航天大學、西北工業大學等在面齒輪的插齒加工[9-10]方面做了研究。本文提出一種正交變傳動比面齒輪傳動,相比一般的面齒輪,可以實現變傳動比傳動。正交變傳動比面齒輪齒面在圓周方向的高度是變化的,不能用傳統的插齒機床加工。為了解決這種新型面齒輪的制造問題,本文探討該面齒輪的三軸數控加工方法,也為后續的研究打下基礎。
1 正交變傳動比面齒輪的設計
1.1 正交變傳動比面齒輪加工原理
正交變傳動比面齒輪的加工刀具為漸開線圓柱齒輪,如圖1(a)所示。正交變傳動比面齒輪副實體如圖1(b)所示。
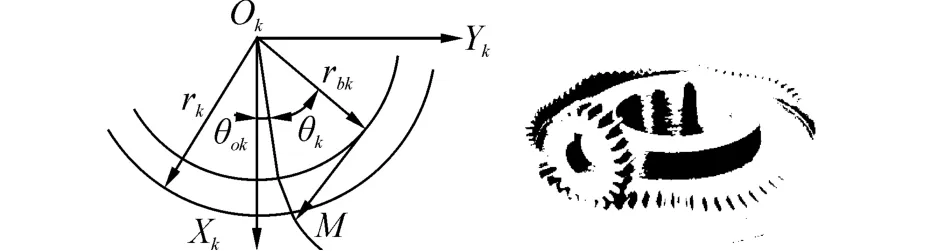
圖1 刀具的漸開線齒廓和正交變傳動比面齒輪副Fig.1 Tooth surface of the gear shaper cutter and orthogonal variable transmission ratio face gear dive
刀具的齒廓具有對稱性,只需表示出一半的齒廓,另一半可以通過對稱得到,刀具左齒廓方程表示為
式中:rbk為刀具基圓半徑,rbk=rkcos αu,αu刀具的壓力角;uk為標記Zk方向上的插齒刀齒面參數;θok為由齒寬在基圓上對應展開角決定,θok=π/2zkinv αu。
圖2為正交變傳動比面齒輪的加工原理,刀具加工面齒輪的過程包含2部分:1)為刀具繞自身軸的旋轉;2)為刀具齒廓轉換到假想與正交變傳動比面齒輪嚙合的非圓齒輪齒廓,并與正交變傳動比面齒輪毛坯做嚙合運動。Oc(XcYcZc)固定于正交變傳動比面齒輪中心點處,Ob(XbYbZb)為Oc(XcYcZc)沿Z方向移動z0距離得到的,Od(XdYdZd)固定于正交變傳動比面齒輪節曲線齒寬中點上,為Oc(XcYcZc)沿Y方向移動y1距離得到的,O0(X0Y0Z0)固定于與正交變傳動比面齒輪嚙合的非圓齒輪中心處,Oa(XaYaZa)固定于刀具節曲線齒寬中心上。

圖2 刀具與非圓齒輪的位置關系Fig.2 The positional relationship between the tool and the non-circular gears
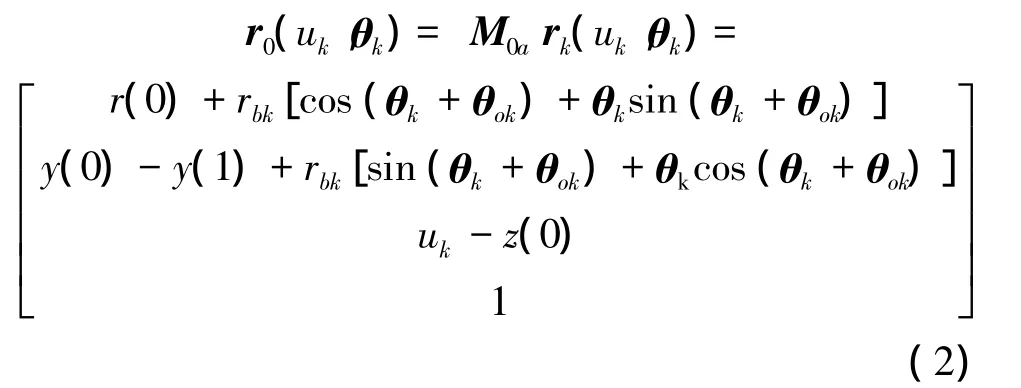
將刀具齒面方程的坐標系Sa變換到假想與正交變傳動比面齒輪嚙合的非圓齒輪的坐標系So,齒廓的矢量表達式變為
式中:
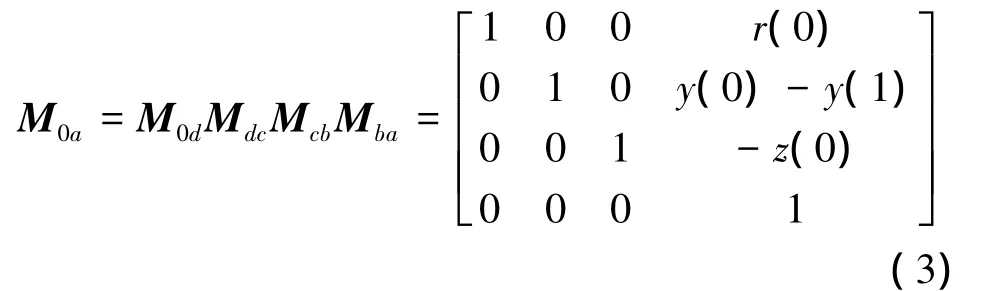
式中:M0a表示刀具齒廓坐標系Sa到假想與正交變傳動比面齒輪嚙合的非圓齒輪的坐標系So的轉換矩陣,Mba表示Oa坐標系到Ob坐標系的轉換矩陣,Mcb表示Ob坐標系到Oc坐標系的轉換矩陣,Mdc表示Oc坐標系到Od坐標系的轉換矩陣,Mod表示Od坐標系到Oo坐標系的轉換矩陣。
1.2 正交變傳動比面齒輪齒面模型
為描述非圓齒輪與面齒輪的運動關系,結合空間齒輪嚙合原理,分別建立以下4個坐標系:s(Xs,Ys,Zs)固定于非圓齒輪傳動機架上,s'(Xs',Ys',Zs')與非圓齒輪剛性固定在一起,f(Xf,Yf,Zf)固定在正交變傳動比面齒輪傳動機架上,f'(Xf',Yf',Zf')與該面齒輪剛性固定在一起。s(Xs,Ys,Zs)和s'(Xs',Ys',Zs')初始位置重合,傳動時,s'(Xs',Ys',Zs')繞軸OsZs沿順時針方向轉動,其角速度為θ1;f(Xf,Yf,Zf)和f'(Xf',Yf',Zf')在初始位置重合,傳動時,f'(Xf',Yf',Zf')繞軸OfZf沿逆時針方向轉動,其角速度為θ2。其中面XfOfYf與面XsOsYs的間距為R。如圖3所示。

圖3 正交變傳動比面齒輪的加工坐標系Fig.3 Processin g coordinate system of orthogonal variable transmission ratio face gear
根據空間坐標轉換原理,非圓齒輪的動坐標系s'到正交變傳動比面齒輪動坐標系f'的齊次轉換矩陣為
將刀具齒廓由非圓齒輪坐標系s'變換到正交變傳動比面齒輪坐標系f'中,即可求得該面齒輪的齒面方程:
式中:n0為非圓齒輪齒廓單位法矢量,Lf's'為Mf's'的三階主子式。
在坐標系Of'中,相對速度vf's'(f')表達式為

由式(7)可得嚙合方程為

求解式(5)~(8),可得面齒輪齒面矢量表達式:

1.3 過渡曲面
加工刀具的齒頂角處存在圓角,圓角半徑為ρ,如圖4所示,此時的過渡曲面,是由刀具齒頂圓角形成的。若在坐標系k中,刀具齒頂圓角中心C的坐標為(xc,yc),則刀具齒頂圓角的參數方程為

刀具齒頂圓角單位法線矢量在坐標系a表示為
刀具齒頂圓角曲面與面齒輪齒面的相對速度,在s坐標系下可表示為

根據空間坐標轉換原理,刀具齒頂圓角單位法線矢量在坐標系s中表示為

式中:Lss'為Mss'的三階主子式。
從而此時的面齒輪的過渡曲面參數方程為

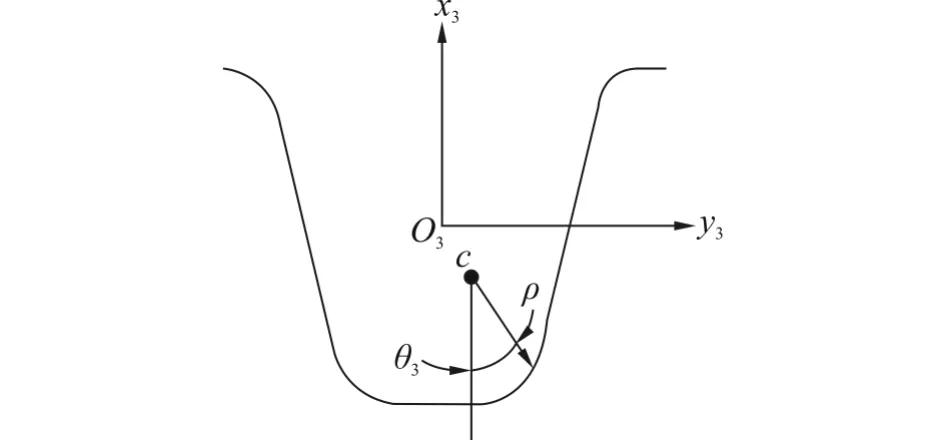
圖4 齒頂圓角Fig.4 Round corner of tooth tip
2 正交變傳動比面齒輪的加工模型
正交變傳動比面齒輪每個齒廓不盡相同,需要三軸聯動以上的機床進行加工。本文探索的是三軸聯動數控機床加工該面齒輪的方法。機床模型如圖5所示。

圖5 三軸數控機床模型Fig.5 Three axis NC machine model
面齒輪的加工取決于刀具與面齒輪毛坯的相對位置關系。為了確保其在坐標變換中相對位置與相對運動的正確性,需要建立刀具坐標系變換到工件坐標系的坐標變換矩陣,保證加工過程中數控軸控制刀具按照正確的運動關系運動,該變換矩陣為

Mf'a是4×4的矩陣,表示刀具齒面坐標系到正交變傳動比面齒輪齒面坐標系的變換矩陣。

表示三軸數控機床加工正交變傳動比面齒輪的運動矩陣。其位置向量關系為
根據式(15)~(17),可得數控加工幾何關系為
式中:θ1/θ2=i12,i12為正交變傳動比面齒輪副傳動比函數。
根據式(18),可求得刀具在加工正交變傳動比面齒輪時的運動軌跡。刀具的走刀路線為由外圈走圓周逐步走到內圈。圖6為 R取39 mm、42 mm、45 mm時刀具運動軌跡在Matlab中離散狀態點的位置分布圖。
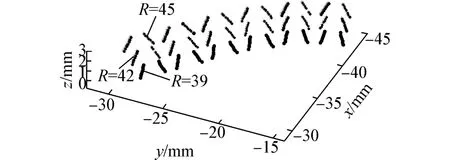
圖6 刀具離散狀態點Fig.6 Discrete state point of tool
3 加工實例
由于加工的復雜性,本次只加工最典型的卵形面齒輪,為了控制合理的齒輪尺寸,加工的非圓齒輪齒數較少,模數也較小,其具體的幾何尺寸參數如表1所示。

表1 加工正交變傳動比面齒輪副幾何參數Table 1 Geometry parameters of orthogonal variable transmission ratio face gear dive
加工的步驟包括毛坯開粗、齒槽去殘、齒面半精加工、過渡曲面半精加工、齒面精加工、過渡曲面精加工。齒面精加工過程如圖7所示。加工完成后,需要對正交變傳動比面齒輪的齒面精度進行測量,本文選用CNC齒輪測量中心對加工的面齒輪進行測量,如圖8所示。由于正交變傳動比面齒輪每一個周期都存在波峰和波谷,波峰和波谷的齒面對整個面齒輪的齒面來說具有代表性。故分別選取一個波峰和一個波谷附近的齒進行誤差評定,將齒的左右齒面劃分為6×5的網格,將理論齒面與測量所得齒面在網格上進行對比,沿著齒形法線方向,可得齒形法向偏差,并將偏差標注在6×5的齒面網格上,如圖9所示。

圖7 正交變傳動比面齒輪精加工Fig.7 Finishing of orthogonal variable transmission ratio face gear
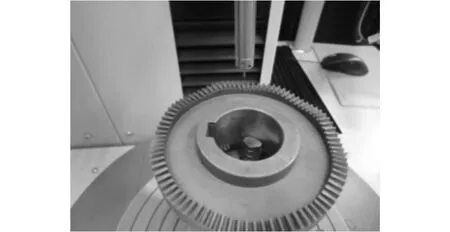
圖8 CNC齒輪測量中心Fig.8 CNC gear measuring center

圖2 齒面法向偏差Fig.2 Tooth surface normal deviation
由上可知齒1的最大偏差為-52.2 μm,齒2的最大偏差為39.7 μm。綜上,三軸數控精銑法加工出的正交變傳動比面齒輪齒面有較高的精度。
完成正交變傳動比面齒輪的加工及相應的熱處理后,需要對加工的樣件進行對滾檢驗,驗證其相互嚙合滾動時,其接觸線是否與理論接近,圖10為正交變傳動比面齒輪副在萬能對滾檢驗上進行對滾檢驗實驗。

圖10 正交變傳動比面齒輪對滾檢驗Fig.10 The rolling experiment of orthogonal variable transmission ratio face gear dive
通過安裝及調整后,對滾實驗的結果表明,由三軸數控精銑法加工出的正交變傳動比面齒輪副的嚙合接觸軌跡良好,嚙合平穩。
4 結論
1)建立了漸開線刀具的齒廓方程,通過坐標變換,得到了與正交變傳動比面齒輪嚙合的非圓齒輪的齒面方程,進而獲得了正交變傳動比面齒輪的齒面方程,確保了正交變傳動比面齒輪副的正確嚙合。
2)從刀具齒頂圓角參數方程出發,推導了正交變傳動比面齒輪齒根圓角方程,獲得了正交變傳動比面齒輪的齒面到齒根的平滑過渡曲面參數方程。
3)建立正交變傳動比面齒輪的數控加工模型,分析xyz軸的運動關系,得到了制造中運動軸的參數表達式。利用三軸數控機床,完成了正交變傳動比面齒輪的加工。對滾試驗以及齒面檢測實驗顯示了該面齒輪副具有較好的嚙合狀態與較高的精度,證明了正交變傳動比面齒輪副設計以及三軸數控機床加工正交變傳動比面齒輪方法的正確性。
[1]LITVIN F L,ZHANG Y,WANG J C,et al.Design and geometry of face gear drives[J].Transactions of ASME,Journal of Mechanical Design,1992(114):642-647.
[2]BIBEL G.Procedure for Tooth contact analysis of a face gear meshing with a spur gear using finite element analysis[R].NASA/CR-2002-211277:2-5.
[3]OHSHIMA F,YOSHINO H.A study on high reduction face gears[J].Hen/Transactions of the Japan Society of Mechanical Engineers,Part C,2009,75(758):2816-2821.
[4]FRACKOWIAKP,PTASZYNSKIW,STOIC A.New geometry and technology of face-gear forming with circle line of teeth on CNC milling machine[J].Metalurgija,2012,51(1):109-112.
[5]LITVIN F L,FUENTES A,ZANZI C,et al.Design,generation,and stress analysis of two versions of geometry of facegear drives[J].Mechanism and Mechine Theory,2002,37(10):1179-1211.
[6]TANG Jinyuan,YIN Feng,CHEN Xingming.The principle of profile modified face-gear grinding based on disk wheel[J].Mechanism and Machine Theory,2013,70:104 –113.
[7]彭先龍,方宗德,蘇進展,等.應用大碟形刀具加工面齒輪的理論分析[J].哈爾濱工業大學學報,2013,45(5):80-85.PENG Xianlong,FANG Zongde,SU Jinzhan,et al.Theory analysis for application of disk tool of long radius in face gear machining[J].Journal of Harbin Institute of Technology,2013,45(5):80-85.
[8]唐進元,尹鳳,張燕.格里森Coniface面齒輪磨齒加工原理與誤差分析[J].機械傳動,2012,36(12):8-11.TANGJinyuan,YIN Feng,ZHANG Yan.Research on the machining principle and error analysis of Gleason Coniface grinding method for face gear[J].Journal of Mechanical Transmission,2012,36(12):8-11.
[9]LI Xiaozhen,ZHU Rupeng,LI Zhengminqing,et al.Study on designing and dressing of worm for grinding process of face gear[J].Applied Mechanics and Materials,2011,86:475-478.
[10]姬存強,魏冰陽,鄧效忠,等.正交面齒輪的設計與插齒加工試驗[J].機械傳動,2010,34(2):58-61.JI Cunqiang,WEI Bingyang,DENG Xiaozhong,et al.Design and gear shaping experiment on orthogonal face gear[J].Journal of Mechanical Transmission,2010,34(2):58-61.