基于PLC數控鉆床控制系統的應用與開發*
2015-08-25 01:31:52鄧昌奇
機電工程技術 2015年1期
鄧昌奇
(廣東石油化工學院機電學院,廣東茂名525000)
基于PLC數控鉆床控制系統的應用與開發*
鄧昌奇
(廣東石油化工學院機電學院,廣東茂名525000)
簡述數控鉆床和數控系統的組成,詳細分析了可編程控制器,在數控鉆床中的應用方式及特點,利用三菱PLC對數控鉆床進行控制,詳細討論了鉆床的輸入輸出信息,研究了其邏輯關系,并列出了部分梯形圖,實際使用表明該系統獲得了良好的控制效果。
PLC;鉆床;應用;開發
DOI:10.3969/j.issn.1009-9492.2015.01.020
0 引言
鉆床是一種孔加工機床,可用來鉆孔、擴孔、鉸孔、攻螺紋及修刮端面等多種形式的加工。本文所敘述的數控鉆床是加工飼料模的專用數控鉆床。數控鉆床主要用于圓柱體、圓錐體的鉆孔,數控鉆床設有主軸、B軸、Z軸、機體支架、通氣管及冷卻液漕[1]。主軸由變頻器驅動異步電動機,異進電動機帶動皮帶葉輪,皮帶葉輪驅動主軸轉動。B軸是旋轉軸,由步進驅動單元驅動B軸旋轉,使B軸旋轉所需要的轉角。Z軸是作上下(垂直)運動,由步進驅動單元驅動Z軸步進電動機作上下移動,使Z軸上下移動所需要的距離[2]。前后的移動由手動前后移動的距離。數控機床組成見圖1。
1 數控鉆床控制的設計與實現
數控鉆床的控制主要用于對主軸的轉速及轉矩的設定、顯示及其報警;Z軸的移動距離的設定與顯示;B軸的旋轉角度的設定與顯示。它們是本機的關鍵技術。對不同的加工件進行速度、位移及旋轉角的設定及其顯示,在顯示的過程中在觸摸屏上隨時可在線調出不同加工件及材質的速度、位移及旋轉角的設定,也可以調出某加工件的速度、位移及旋轉角的設定。包括Z軸、B軸位移的計算、主軸變頻器、B軸驅動模塊、Z軸驅動模塊、PLC和觸摸屏等裝置。
觸摸屏主要用于主軸、B軸、Z軸的速度、旋轉角及位移的設置及其顯示,在線調閱相關的技術參數及數據,觸摸屏采用三菱GOT1000系列的GT1175-VNBA規格。PLC用于主軸、B軸、Z軸間的邏輯控制及數據處理、脈沖數的運算與輸出,是本機的核心部件,PLC采用三菱FX2N-24MT。兩軸驅動模塊主要用于B軸、Z軸的驅動定位控制,作為PLC的重要的附屬模塊,配合PLC處理B軸、Z軸間的關系,兩軸驅動模塊采用D306三相混合式步進電機驅動器。主軸變頻器主要用于主軸的速度及轉矩的設定及控制,變頻器的控制方式為恒轉矩控制方式和恒功率控制方式,安裝于主軸的異步電動機上,主軸的轉速、轉矩、加減速等參數通過觸摸屏與變頻器通訊在觸摸屏上進行設定和參數的實時顯示。
2 三菱可編程控制器PLC簡介
2.1指令
脈沖輸出指令PLSY∶指令用于產生指定數量的脈沖plsy[S1.][S2.][D.],
[S1.]:指定脈沖頻率,
FX2N,FX2NC為2到20 000(Hz);
FX2S,FX1N為:16位指令1到32 767(Hz)
32位指令1到100 000(Hz)
[S2.]:指定產生脈沖的數目。脈沖范圍:
16位指令1到32 767個脈沖
32位指令1到2 147 483 647個脈沖,若指定脈沖數為“0”,則產生無窮多個脈沖,即連續脈沖輸出。
[D.]指定脈沖輸出單元號,占空比:50%,只能為輸出的YO或Y1,在編程過程中使用FX1S,FX1N,FX2N(V2.11以上版本)PLSY指令或者PLSR指令在Y0和Y1輸出端得到各自獨立的脈沖輸出,該指令只能使用一次。FX1S,FX1N,PLSY指令或者PLSR指令在Y0和Y1輸出端得到各自獨立的脈沖輸出,可以反復使用該指令。
M8029:指定脈沖數輸出完成后,M8029置1,當PLSY和PLSR指令從ON變為OFF時,M8029復位[3]。輸出用晶體管電路。
2.2元件
可編程控制器的輸入輸出分配表見表1所示。X0—X12為可編程控制器的輸入信號,Y0—Y5為可編程控制器的輸出信號,輸入、輸出繼電器均為八進制,內部中間繼電器、計數器、定時器等均為十進制,PLC輸入、輸出、內部繼電器、定時器和計數器等進行分別編址。本PLC采用FX1N-24MT,三菱FX1N系列輸入輸出總點數為24點,輸入14點輸出10點的晶體管輸出。
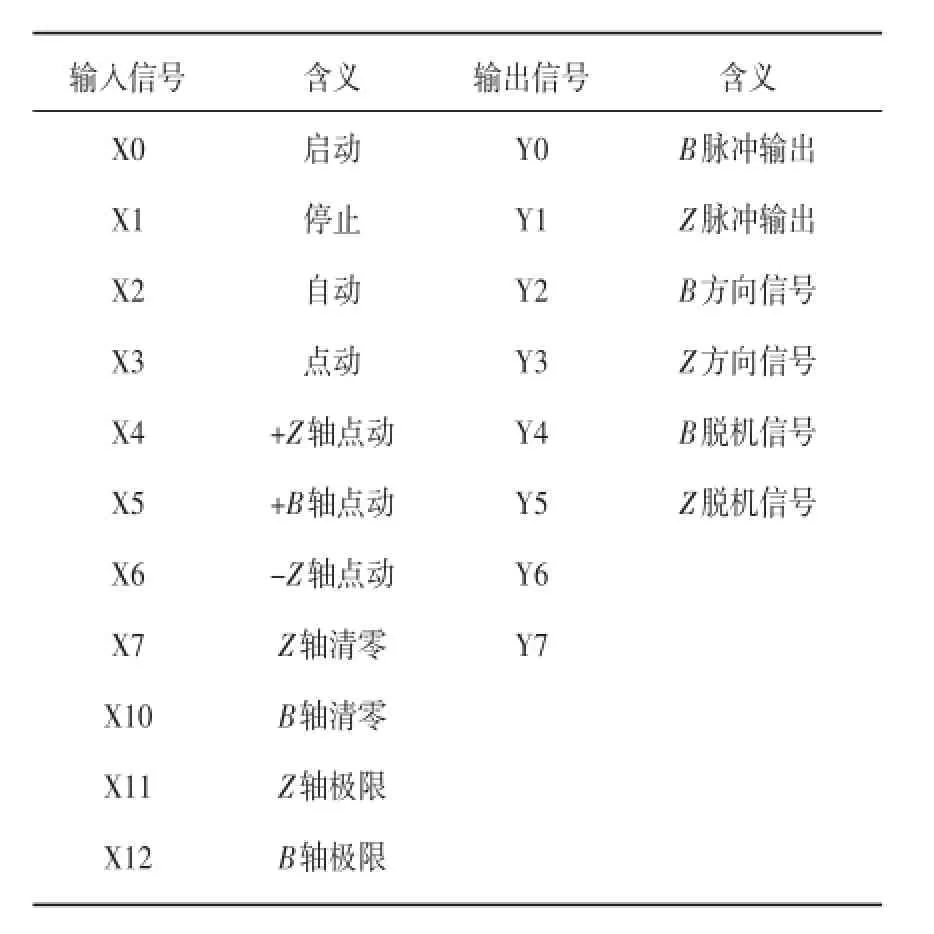
表1 R輸入輸出分配表
2.3位移及速度計量處理裝置
計算機是用RS232及RS485接口分別與PLC和觸摸屏進行通訊,將程序傳送至PLC和觸摸屏。觸摸屏將B軸和Z軸的位移量傳送至在編寫及調試程序時使PLC程序進行運算,將運算結果傳送至B軸、Z軸驅動單元,經驅動單元放大后送至B軸、Z軸的步進電動機,使電動機旋轉帶動B軸、Z軸移動。計算PLC送到的脈沖數D8141、D8140和D8143、D8144數據寄存器的脈沖數目在觸摸屏顯示B軸、Z軸的旋轉角度和位移量。主軸變頻器通過電位器設置主軸電動機的轉速,將單位時間內的脈沖數送到主軸電動機,主軸電動機在設定的值旋轉,電動機的實際轉速通過調用變頻器的特殊存儲器送到觸摸屏,在觸摸屏上顯示主軸電動機的實際轉速。加工時冷卻液由PLC控制,當加工零件時PLC控制冷卻液泵電動機,將冷卻液抽上冷卻被加工零件。數控鉆床處理系統工藝流程如圖2所示。
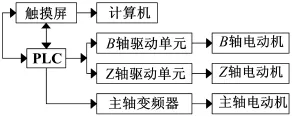
圖2 數控鉆床處理系統工藝流程
3 梯形圖及程序流程
3.1程序流程
數控鉆床的控制流程如圖3所示。初始化處理外部是否有報警、坐標極限是否超程等。判斷自動方式還是手動方式,在自動方式下Z軸下降(即鉆孔)到位后上升,上升到位后判斷循環次數到沒有,到了B軸就旋轉,沒有到繼續下降和上升,鉆孔根據用戶需求分幾次才鉆到需要的位置。手動操作包括Z軸的上下移動、B軸旋轉、Z軸B軸的清零等操作[4]。程序對Z軸、B軸位移及主軸的旋轉速度、電流及頻率等參數進行數據處理。
3.2程序梯形圖
程序梯形圖如圖4所示。程序判斷是自動還是手動,是手動跳過自動程序執行手動程序,是手動程序在執行完自動程序后跳過手動程序段,這樣可以減少程序執行的時間,程序包括數據處理和變頻器與PLC的通訊處理程序等[4]。
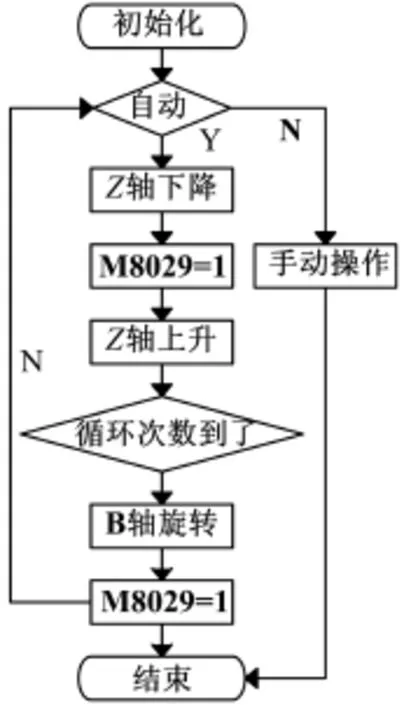
圖3 循環流程圖
4 觸摸屏畫面設計實現過程
觸摸屏是本系統的人機界面,通過觸摸屏可以對系統進行信息交流。本系統設計通過選擇觸摸屏的型號為5.6in的MT506T(320×240)觸摸屏來實現系統控制[6],可以進行系統的自動啟動運行和停止,也可手動控制Z軸和B軸的運行。觸摸屏首頁畫面如圖5所示。
在此畫面中顯示了“自動”、“手動”、“設定參數”、“手動設定”、“啟動”、“停止”、“急停”、“數據顯示”、“返回首頁”9個操作按鈕。
設定參數畫面在按下“自動”前提下,單擊“設定參數”按鈕,如圖6所示,畫面將切換到設定參數畫面,用戶可以在此設定系統的相關參數。
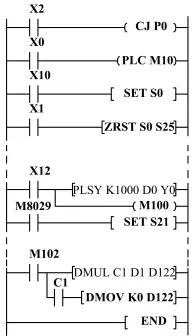
圖4 程序梯形圖
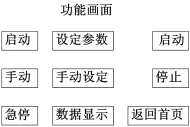
圖5 首頁功能畫面
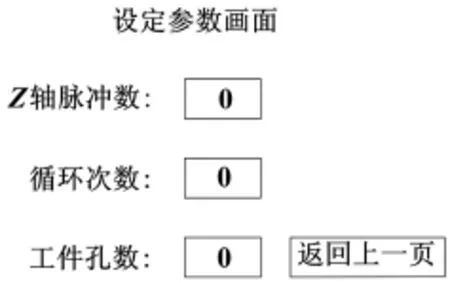
圖6 參數設置畫面
在按下“手動”前提下,單擊“手動設定”按鈕,畫面將切換到手動設定畫面,用戶可以在此手動控制相關操作。單擊“數據顯示”按鈕,如圖7所示,畫面將切換到數據顯示畫面,用戶可以觀察系統顯示自動運行的狀態。
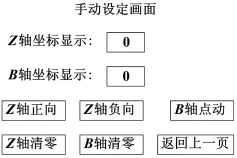
圖7 手動設定畫面
5 結論
隨著數控技術的發展,可編程控制器控制的設備已由單機擴展到FMS(柔性制造系統)、CIMS(現代集成制造系統)等。PLC有較好的邏輯處理功能,在工業控制領域具有廣泛的應用空間。三菱PLC為“通用型”的可編程控制器,它的機架、CPU模塊、輸入輸出模塊、信號模塊、功能模塊和電源模塊等是完全集成一體,應用非常方面[5]。由于具有強大的編程功能,靈活的應用能力,在數控機床中,應用相當廣泛。實踐證明,三菱PLC數控鉆床應用中,具有相當好的穩定性,提高了數控鉆床的工作效率和自動化水平。
[1]劉書華.數控機床與編程[M].北京:機械工業出版社,2001.
[2]廖效果.數控技術[M].武漢:湖北科學技術出報社,2000.
[3]鐘肇新,范建東,馮太合.可編程控制器原理及應用:第三版[M].廣州:華南理工大學出版社,2003.
[4]FX-20P-EPROGRAMMINGPANELOPERATION MANUAL[Z].Japan:MITSUBISHIELECTRIC CORPORATION JUL.2002:32-43.
[5]曹菁.三菱PLC、觸摸屏和變頻器應用技術:第1版[M].北京:機械工業出版社,2010.
(編輯:向飛)
The Application and Development of Control System for NC Drilling Machine Based on PLC
DENG Chang-qi
(School of Mechanical and Electrical Engineering,Guangdong University of Petrochemical Technology,Maoming 525000,China)
The composing of the NC drilling machine and the NC system was describe,The application mode and characteristic of the programmable logic controller(PLC)in the NC drilling machine,Adopt Mitsubishi programmable controller NC drilling machine control,and it discusses input and output information of drilling in detail,The research logic relation of drilling machine in detail,and it list part ladder.The employment in fact enunciation NC drilling machine tool acquired the good control result.
PLC;drilling machine;application;development
TP39TG5
B
1009-9492(2015)01-0076-03
*2011年廣東省部產學研引導項目(編號:2011B090400209);2011年廣東省科技型中小企業技術創新專項資金項目(編號:2011CY179)
鄧昌奇,男,1963年生,四川自貢人,碩士,教授。研究領域:數控機床、機電一體化技術。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電子制作(2017年7期)2017-06-05 09:36:13
電信科學(2016年10期)2016-11-23 05:11:56
西安航空學院學報(2014年5期)2014-07-13 01:27:52
自動化博覽(2014年12期)2014-02-28 22:34:39
機電信息(2014年27期)2014-02-27 15:53:56
